Вальцовочные станки применяют для работы с металлопрокатом, осуществляя с их помощью контролируемую продольную или поперечную деформацию для изготовления широкого ассортимента изделий. В основном они используются, как вальцы для листового металла, но также могут обрабатывать практически все профильные заготовки с плоской формой поверхности.
В зависимости от типа и назначения, вальцовый станок способен сгибать заготовки с различными габаритами и большим диапазоном толщины исходного материала. Поэтому станки для вальцовки листового металла могут иметь конструкцию от самого простого ручного листогиба с двумя валами, до сложной прокатной машины с ЧПУ, в которой могут располагаться до девяти рабочих валов.
Сведения о производителе трехвалковой листогибочной машины ИБ2222
Изготовитель трехвалковой листогибочной машины ИБ2222 — Славгородский завод кузнечно-прессового оборудования КПО имени 8-летия Октября.
Разработчик листогибочной машины ИБ2222 — Азовское специальное конструктМоскваое бюро кузнечно-прессового оборудования и автоматических линий, СКБ Ко.
В настоящее время машину ИБ2222 производит ПАО «Кувандыкский Оренбургская обл., г. Кувандык
Станки, выпускаемые Славгородским заводом кузнечно-прессового оборудования КПО
- И2222
— машина листогибочная трехвалковая 2000 х 16,0 - ИБ2220
— машина листогибочная трехвалковая 2000 х 10,0 - ИБ2222
— машина листогибочная трехвалковая 2000 х 16,0 - ИБ2222В
— машина листогибочная трехвалковая 2000 х 16,0
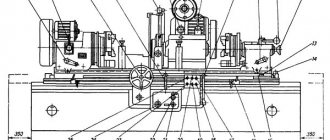
ИБ2222 Общий вид машины листогибочной трехвалковой
Фото машины листогибочной трехвалковой ИБ2222
Фото машины листогибочной трехвалковой ИБ2222
Фото машины листогибочной трехвалковой ИБ2222
ИБ2222 Расположение составных частей трехвалковой листогибочной машины
Расположение составных частей машины листогибочной ИБ2222
Расположение составных частей машины листогибочной ИБ2222
ИБ2222 Перечень составных частей трехвалковой листогибочной машины
- Рама — ИБ2222-11-001
- Стойки — ИБ2222-12-001
- Опора откидная — ИБ2222-14-001
- Приспособление для гибки конических обечаек — ИБ2222-15-001
- Привод главный — ИБ2222-21-001
- Привод регулировки высоты боковых валков — ИБ2222-22-001
- Механизм наклона откидной опоры — ИБ2222-23-001
- Валок верхний — ИБ2222-31-001
- Валки боковые — ИБ2222-32-001
- Ограждение — ИБ2222-71-001
- Смазка — ИБ2222-82-001
- Электрооборудование — ИБ2222-91-001
- Электрошкаф — ИБ2222-92-001
- Пульт управления — ИБ2222-93-001
- * Стол передний — СШ6
- * Стол приемный — СП20
- * Механизм съема изделия — МСИ8
- * Механизм поддержки обечайки — МП01
- * Инструмент для гибки уголков, полос, квадратов, труб, швеллеров — ИБ2222-64-001
- Выключатель коленный — ИБ2222-65-001
* Для машин со средствами механизации
ИБ2222 Пульт управления трехвалковой листогибочной машиной
Пульт управления трехвалковой листогибочной машиной ИБ2222
ИБ2222 Перечень органов управления вальцами
- Общий стоп
- Переключатель цепи управления
- Переключатель направления вращения главного привода
- * Кнопка включения механизма съема — вперед
- * Кнопка включения механизма съема — назад
- Кнопка включения подъема откидной опоры
- Кнопки опускания откидной опоры
- Кнопка переключения механизма поддержки обечайки вверх
- Кнопка переключения механизма поддержи обечайки вниз
- Кнопка перемещения заднего бокового валка вверх
- Кнопка перемещения заднего бокового валка вниз
- Кнопка перемещения переднего бокового валка вверх
- Кнопка перемещения переднего бокового валка вниз
- Лампа сигнальная «Сеть»
- Лампа сигнальная «Главный привод включен»
* Для машин со средствами механизации
Примечание: На листогибочных машинах пульт управления может быть встроенным в ограждение главного привода (машины ИБ2213, ИБ2216) или быть выносным — крепиться к кронштейнам коленного выключателя (машины ИБ2219, ИБ2220, ИБ2222).
Сфера применения
В основном вальцы для гибки листового металла применяют для придания заготовкам следующих видов форм:
- круглой,
- цилиндрической,
- овальной,
- конической,
- полицентрической.
Небольшой вальцегибочный станок, к примеру, может изготавливать из оцинкованной жести практически все элементы:
- дымоходов,
- воздуховодов,
- вентиляционных систем,
- водостоков.
Ограничения сферы использования вальцов для листового металла определяется только их техническими параметрами:
- размеры и отношение диаметров основного и вспомогательных валов, которые непосредственно влияют на минимальный и максимальный радиус гиба;
- длина рабочих валов, определяющая максимальную ширину обрабатываемого листа;
- вид привода валов, от которого зависит величина толщины будущего изделия.
А также технологические возможности вальцегибочных станков определяют их конструктивные особенности. К примеру, изготовление изделий конической и полицентрической формы напрямую зависит от способности изменять местоположение рабочих валов относительно друг друга.
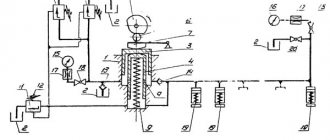
ИБ2222 Кинематическая схема трехвалковой листогибочной машины
Кинематическая схема листогибочной машины ИБ2222
- Электродвигатель привода боковых валков (М1) (главный привод) — 12 кВт
- Шкив — Ø200
- Шкив — Ø400
- Редуктор — Ц2У-315Н-40-21
- Шестерня — m=16, z=18
- Шестерня — m=16, z=21, 2шт
- Валок боковой — Ø260, 2шт
- Реле контроля скорости — нет
- Электродвигатель регулировки высоты боковых валков (М2,3) — 5,5 кВт, 2шт
- Муфта, 2шт
- Шкив — Ø140, 2шт
- Шкив — Ø180, 2шт
- Редуктор — 4-125-31,5-56-3ц-У4, 4шт
- Муфта, 2шт
- Винтовая пара подъема бокового валка — Tr86 х 10, 4шт
- Рычаг, 4шт
- Валок верхний — Ø270
- Винт — Tr60 х 9
- Винт подъема верхнего валка
- Откидная опора верхнего валка
- Электродвигатель механизма наклона откидной опоры верхнего валка (М4) — 1,1 кВт
- Редуктор — 24-40-10-56-4-1-У1-1
- Винтовая пара — Tr32 х 6
- Фиксатор
- Пружина
- Стакан
- Электродвигатель привода поддерживателя обечайки (М6) — 0,75 кВт
- Муфта
- Винтовая пара — Tr32 х 6
- Ролик
- Электродвигатель привода механизма съема изделий (сталкивателя) (М5) — 1,5 кВт
- Редуктор — 4-100-50-52-1Ц-У4
- Барабан — Ø150
- Винт
- Каретка
- Тормоз колодочный — Tr-200
- Шкив тормозной — Ø200
- Шкив — нет
- Шкив — нет
- Блок, 2шт
ИБ2222 Порядок работы на машине при гибке цилиндрической обечайки
- Лист заводится между верхним и боковыми валками. При этом кромка листа должна бить выставлена параллельно образующей переднего валка
- Задний боковой валок перемещается в крайнее нижнее положение
- Передний боковой валок перемещается в крайнее верхнее положение и осуществляется зажим листа
- Задний боковой валок перемещается вверх и производится подгибка передней кромки листа
- Боковые валки устанавливаются по симметричной схеме (на одном уровне относительно верхнего)
- Лист перемещается в крайнее переднее положение
- Производится подгибка второй кромки листа, аналогично первой
- Боковые валки устанавливаются по симметричной схеме
- Производится гибка листа в цилиндр. Радиус гибки зависит от положения боковых валков относительно верхнего, контроль которых осуществляется с помощью указателей, расположенных на правой стойке машины
- Откидывается левая опора верхнего валка и обечайка снимается
Внимание
Т.к. подгибка кромок листа осуществляется по асимметричной схеме, то в этом случае возникают большие радиальные усилия, чем при симметричной схеме. По этой причине на машине возможна подгибка кромок меньшей толщины (см*табл.1).
При работе требуется большее внимание к правильности регулировки и установки заготовки в валках, а также наблюдение за перемещением заготовки в процессе гибки. После каждого перехода следует проверить параллельность кромки листа образующей валка.
Плоская заготовка должна быть предварительно исправлена т.к. наличие искривленности вызывает ее перекос и смещение торцовых кромок у обечайки.
Смещение кромок исправляется путем обратного перекоса обечайки в валках. Правка возможна, если обечайка согнута не полностью.
Особенности станков для металла
Без вальцовочного станка невозможно придать листовому металлу цилиндрическую форму, а вальцы для труб помогают обустроить водосточную систему. Станки с ковочными цилиндрами нужны для холодной гибки заготовок их металла, также благодаря вальцам можно обрабатывать:
- пластмассу;
- пластичный металл;
- резиновые смеси.
Выбирать тот или иной станок нужно в зависимости от толщины металла:
- двухвалковые вальцы включают в себя два параллельно размещенных вала, верхний имеет малое сечение и сделан из высокопрочной стали, а нижний имеет большой диаметр сечения и выполнен из стали, покрытой каучуком. В зависимости от силы давления трубы подбирается ее диаметр на выходе;
- трехвалковые могут быть симметричными и асимметричными, часто их используют при производстве вентиляций, круглых водостоков и радиусных деталей. Кроме того, трехвалковые вальцы применяют при обработке изделий из меди, железа, стали, цинка и т.д.;
- четырехвалковые конструкции оснащены внизу дополнительным валком для упрощения вальцовочного процесса.
Наиболее распространенные вальцы – это трехвалковые и четырехвалковые. Так, трехвалковые обладают такими отличительными свойствами:
- лист, ширина которого менее 6 мм, будет проскальзывать между валами;
- скорость прокатки листа должна быть максимум 5 м в минуту;
- управлять станком сложно за счет отсутствия точных координат точки зажима металла;
- доступная стоимость.
А вот четырехвалковые вальцы имеют такие характеристики:
- вальцы надежно сцеплены, и риск выскальзывания листа сведен к минимуму;
- скорость прокатки может превышать показатель в 6 м в минуту;
- процесс работы полностью автоматизирован;
- цена высокая.
ИБ2222 Настройка машины для гибки конических обечаек
Настройка машины ИБ2222 для гибки конических обечаек
Для гибки конических обечаек верхний валок устанавливают в наклонное положение под углом ε к горизонту. Угол ε и величина перемещения левой опоры верхнего валка Δh лев. получаются из нижеприведенных соотношений между углом конуса и необходимыми радиусами гибки, (см.рис.28).
Угол при вершине конических обечаек (максимальный) составляет для машин:
- ИБ2213 — 30°
- ИБ2220, ИБ2216, ИБ2222 — 20°
- ИБ2219 — 15°
Установку верхнего валка в положение для гибки конических обечаек производить в следующей последовательности:
- отпустить нижние шлицевые гайки на винте откидной опоры
- передней тягой установить верхний валок в нужное положение одновременно заворачивая винт в стакан вращением муфты вручную. Контроль перемещения по линейке на стойке
- завернуть нижние шлицевые гайки небольшим усилием. Открыть откидную опору и затянуть верхние гайки. Затянуть нижние гайки, закрыть опору
- гайками зафиксировать тягу консоли верхнего валка, отрегулировав при этом свободное откидывание левой опоры
- отрегулировать положение конечного выключателя с помощью пазов в кронштейне конечного выключателя и планки с упором в приводе откидной опоры
- одеть на шейку верхнего валка при снятой откидной опоре приспособление для гибки конических обечаек. Хвостовик упора приспособления при надевании откидной опоры должен заходить в приспособление от поворота вокруг посадочной шейки — валка.
- Возврат валка в горизонтальное положение производить в обратной последовательности. При гибке конических обечаек лист устанавливается таким образом, чтобы вогнутая кромка меньшего диаметра заготовки усеченного конуса прилегала к упору приспособления для гибки конических обечаек.
- D1 = 270 (диаметр верхнего валка)
- D2 = 260 (диаметр боковых валков)
- * d1 = 324 (диаметр наладки для гибки трубы для верхнего валка)
- * d2 = 314 (диаметр наладки для гибки трубы для боковых валков)
- * d3 = 360 (диаметр наладки для гибки сортового проката)
- R = 420
Где * размеры для справок:
Максимальные размеры сортового проката и Rmin минимальный радиус гибки:
- Наладка инструмента для гибки трубы. Максимальный диаметр трубы — Ø32; 45, Rmin = 400 мм
- Наладка инструмента для гибки сдвоенного уголка полкой наружу. Максимальные размеры уголка — 50х50х5, Rmin = 450 мм
- Наладка инструмента для гибки швеллера полкой наружу. Максимальный размер швеллера — №12, Rmin = 400 мм
- Наладка инструмента для гибки квадрата. Максимальные размеры квдрата — 50х50, Rmin = 300 мм
- Наладка инструмента для гибки полосы на ребро. Максимальные размеры полосы — 36х60, Rmin = 400 мм
Изготовление станка своими руками
Естественно, собрать станок своими руками будет весьма затратно в плане времени и нагрузки, но если вы планируете его применять для мелких ремонтов, то самодельная сборка будет более экономичным вариантом, чем заводская модель, стоимостью от 20 тысяч рублей и выше.
При самостоятельной сборке вальцов не допускайте таких ошибок:
- не допускайте появления трещин на металлическом профиле;
- не допускайте сжатия и растяжки поверхности в точке нагрузки на конструктивную часть;
- не сжимайте и не деформируйте детали перед работой.
Перед тем как приступить к работе, приготовьте чертеж проекта, материалы и детали. Этапы работы будут следующими:
- смонтируйте основную станину на основе изогнутого профиля или трубного каркаса;
- возьмите П-образный профиль в качестве вертикальной опоры и вверху его открытой части поставьте деформирующий элемент механизма, закрепив струбциной с резьбой. Внизу опору нужно крепить под станиной;
- для сборки механизма применяйте передаточную цепь;
- после установки ее на звездочки, натяните цепь, проверьте ход и устанавливайте ручку подачи;
- для изготовления вальцов лучше брать закаленную сталь;
- в валковом станке продумайте радиальную регулировку для смены размера зазора между валками;
- прикрепите вальцы к станинам подшипниками качения.
Вот изделие и готово. Как видите, вальцы можно приобрести в готовом виде, или сделать своими руками, имея на руках требуемый инструментарий, чертежи, и, обладая нужными навыками.
- Распечатать
Это интересно: Самодельный токарный станок по металлу своими руками: чертежи, фото, видео
Технические характеристики трехвалковой листогибочной машины ИБ2222
| Наименование параметра | ИБ2220 | ИБ2222 | ИБ2222В |
| Основные параметры машины | |||
| Наибольшая толщина изгибаемого листа при бт = 250 МПа (25 кгс/мм²), мм | 10 | 16 | 16 |
| Наибольшая ширина изгибаемого листа, мм | 2000 | 2000 | 2000 |
| Максимальный угол при вершине конических обечаек, град | 20 | 20 | |
| Скорость гибки, м/мин | 9.3 | 7,7 | 8,5 |
| Наименьший радиус гибки, мм | 180 | 240 | 240 |
| Диаметр верхнего валка, мм | 215 | 270 | 270 |
| Диаметр боковых валков, мм | 195 | 260 | 260 |
| Электрооборудование и привод машины | |||
| Количество электродвигателей, кВт | 4 | 4 | 4 |
| Электродвигатель (главного) привода вращения боковых валков, кВт | 8,5 | 12,0 | 12,0 |
| Электродвигатель механизма наклона откидной опоры верхнего валка, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатели регулировки высоты боковых валков, кВт | 3,0 | 5,5 | 5,5 |
| *Электродвигатель привода механизма съема изделий (сталкивателя) (М5), кВт | 1,5 | 1,5 | 1,5 |
| *Электродвигатель привода поддерживателя обечайки (М6), кВт | 0,75 | 0,75 | 0,75 |
| Суммарная мощность электродвигателей, кВт | |||
| Габарит и масса машины | |||
| Габарит (длина х ширина х высота), мм | 3940 х 1250 х 1310 | 4040 х 1490 х 1745 | 4040 х 1590 х 2096 |
| Масса, кг | 5850 | 11495 | 8890 |
- Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
- Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Список литературы:
Связанные ссылки. Дополнительная информация
- Заводы производители кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Молоты
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Классификация станков
По методу сгибания вальцы бывают:
- сегментными, где трубы сгибаются под действием одного вытягивающего сегмента;
- дорновыми, которые деформируют тонкостенные трубы;
- пружинными. Благодаря наличию пружины, пластик сгибается без деформации;
- арбалетными, которые предназначены для труб того или иного диаметра.
- Ручные. Такие станки самые удобные и практичные, их не нужно подключать в сеть. На их основной станине крепят струбцины и подающие вальцы, имеющие цепную передачу. Ручные профильные станки долговечны, надежны, компакты, удобны в плане регулировки и имеют доступную цену. Ручные вальцы имеют подкатегорию ювелирных, их применяют для вальцовки и прокаток заготовок ювелирных изделий;
- Гидравлические. Гидроприводные приборы с большой мощностью, которые отличаются высокой производительностью. Их недостаток – габариты, переместить своими руками без труда такой агрегат не получится;
- Электрические. Высокая производительность достигается за счет работы элекромотора, хотя принцип работы станка не отличается от ручного. Чаще всего их используют в промышленных масштабах, поскольку такие вальцы имеют немалую цену.
Если вы приобретаете или изготавливаете станок своими руками для домашних мелких нужд, то желательно, чтобы он имел такие характеристики:
- мобильность и маловесность;
- компактность;
- экономичность в плане расхода энергии, поскольку мощный аппарат может повредить домашнюю проводку.