Сведения о производителе круглошлифовального станка полуавтомата 3М175, 3М174, 3М173
Производитель круглошлифовального станка полуавтомата 3М175, 3М174, 3М173 — Лубенский станкостроительный
.
основан в 1915 году и в 1918 году получил наименование «Коммунар».
С 1957 году завод специализируется на производстве универсальных и специальных круглошлифовальных станков с различным уровнем автоматизации, от станков с ручным управлением до станков с современными ЧПУ.
Станки, выпускаемые Лубенский станкостроительным заводом Коммунар
- 3А130
— станок круглошлифовальный универсальный полуавтомат Ø 280 × 700 - 3А423
— станок круглошлифовальный для перешлифовки шеек коленчатых валов Ø 580 × 1600 - 3В423
— станок круглошлифовальный для перешлифовки шеек коленчатых валов Ø 580 × 1600 - 3Д4230
— станок круглошлифовальный для перешлифовки шеек коленчатых валов Ø 580 × 1600 - 3М131 (3М132, 3М133)
— станок круглошлифовальный универсальный полуавтомат Ø 280 × 700 - 3М174 (3М173)
— станок круглошлифовальный универсальный полуавтомат Ø 400 × 2000 - 3М175
— станок круглошлифовальный универсальный полуавтомат Ø 400 × 2800 - 3У131
— станок круглошлифовальный универсальный полуавтомат Ø 280 × 700 - 3У132
— станок круглошлифовальный универсальный полуавтомат Ø 280 × 1000 - 3У133
— станок круглошлифовальный универсальный полуавтомат Ø 280 × 1400 - 3У142
— станок круглошлифовальный универсальный полуавтомат Ø 400 × 1000 - 3У143
— станок круглошлифовальный универсальный полуавтомат Ø 400 × 1400 - 3У144
— станок круглошлифовальный универсальный полуавтомат Ø 400 × 2000 - 3131
— станок круглошлифовальный универсальный полуавтомат Ø 280 × 1400
3М175 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
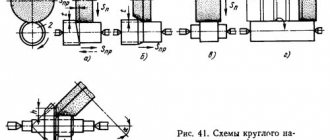
Круглошлифовальные полуавтоматы 3М175, 3М174, 3М173 предназначены для наружного шлифования цилиндрических и пологих конических поверхностей в условиях единичного, серийного и крупносерийного производства.
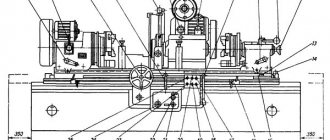
Принцип работы и особенности конструкции станка 3М175
Класс точности станка П по ГОСТ 11654—65.
Шероховатость обрабатываемой поверхности по ГОСТ 2789—59-VI0.
Шлифование на полуавтоматах 3М175 производится в неподвижных центрах.
Верхняя часть стола выполнена поворотной, что обеспечивает шлифование конических поверхностей.
Гидравлический привод продольного перемещения стола позволяет плавно регулировать скорости перемещения и изменять величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Полуавтоматы 3М175 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
На полуавтоматах 3М175 автоматизированы врезной и продольный методы шлифования с изменением в процессе шлифования поперечной и продольной подач и оборотов вращения изделия. Шлифование может вестись в полуавтоматическом и ручном цикле.
Обеспечивается высокая точность и чистота обработки.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.
Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Полуавтоматы 3М175 удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения изделия, охлаждения и быстрый подвод шлифовального круга к изделию производятся одной рукояткой.
Пиноль задней бабки перемещается от электромеханического привода.
Обеспечивается быстрое установочное перемещение шлифовальной бабки. Полуавтоматы комплектуются навесной индикаторной скобой для замера шлифуемого диаметра изделия.
По особому заказу на полуавтоматах может устанавливаться прибор для автоматической правки круга с компенсацией его износа и прибор активного контроля.
Высокая жесткость полуавтоматов, достаточные размеры шлифовального круга и мощный привод его обеспечивают высокую производительность.
Полуавтомат 3М175 круглошлифовальный врезного и продольного шлифования
Лубенский станкостроительный завод Полуавтомат 3М175 предназначен для наружного шлифования цилиндрических и пологих конических поверхностей в условиях единичного, серийного и крупносерийного производства. Класс точности станков П. Шлифование на полуавтоматах производится в неподвижных центрах. Верхняя часть стола выполнена поворотной,что обеспечивает шлифование конических поверхностей. Гидравлический привод продольного перемещения стола позволяет плавно регулировать скорости перемещения и изменять величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола. Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках. Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи. Полуавтоматы комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации. На полуавтоматах автоматизированы врезной и продольный методы шлифования с изменением я процессе шлифования поперечной и продольной Подач и оборотов вращения изделия. Шлифование может вестись в полуавтоматическом и ручном цикле. Обеспечивается высокая точность и чистота обработки. Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости. Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке. Полуавтоматы удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения изделия, охлаждения и быстрый подвод шлифовального круга к изделию производятся одной рукояткой. Пиноль задней бабки перемещается от электромеханического привода. Обеспечивается быстрое установочное перемещение шлифовальной бабки. Полуавтоматы комплектуются навесной индикаторной скобой для замера шлифуемого диаметра изделия. По особому заказу на полуавтоматах может устанавливаться прибор для автоматической правки круга с компенсацией его износа и прибор активного контроля. Высокая жесткость полуавтоматов, достаточные размеры шлифовального круга и мощный привод его обеспечивают высокую производительность.
Технические характеристики станка 3М175
| Наименование параметра | 3М173 | 3М174 | 3М175 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | П | П | П |
| Наибольший диаметр обрабатываемого изделия, мм | 400 | 400 | 400 |
| Наибольшая длина обрабатываемого изделия, мм | 1400 | 2000 | 2800 |
| Наибольший диаметр шлифования в люнете/ без люнета, мм | 120/ 400 | 120/ 400 | 120/ 400 |
| Наименьший диаметр шлифования при изношенном круге, мм | 130 | 130 | 130 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 210 | 210 | 210 |
| Наибольшая масса обрабатываемого изделия, кг | 1000 | 1000 | 1000 |
| Конус шпинделя передней бабки и пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | Морзе 5 |
| Конец шлифовального шпинделя по ГОСТ 2323-67 (конусность 1:5, номинальный диаметр), мм | |||
| Диаметр передней опорной шейки шлифовального шпинделя, мм | 110f7 | 110f7 | 110f7 |
| Рабочий стол станка | |||
| Наибольшая длина перемещения стола, мм | 1400 | 2000 | 2800 |
| Ручное перемещения стола за один оборот маховика, мм | 2 | 2 | 2 |
| Скорость перемещения стола от гидросистемы, м/мин | 0,05..5,0 | 0,05..5,0 | 0,05..5,0 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 2 | 2 | 2 |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 5 | 5 | 4 |
| Цена деления шкалы поворота верхнего стола (конусность), град | 0,2 | 0,2 | 0,2 |
| Шлифовальная бабка | |||
| Диаметр шлифовального круга — наибольший/ наименьший/ посадочный, мм | 750/ 500/ 305 | 750/ 500/ 305 | 750/ 500/ 305 |
| Диаметр шлифуемого изделия при диаметре круга 500мм, мм | 130..400 | 130..400 | 130..400 |
| Диаметр шлифуемого изделия при диаметре круга 600мм, мм | 30..400 | 30..400 | 30..400 |
| Диаметр шлифуемого изделия при диаметре круга 700мм, мм | 20..400 | 20..400 | 20..400 |
| Диаметр шлифуемого изделия при диаметре круга 750мм, мм | 0..400 | 0..400 | 0..400 |
| Наибольшая высота устанавливаемого круга, мм | 80, 100 | 80, 100 | 80, 100 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1270 | 1270 | 1270 |
| Скорость резания шлифовального круга, м/с | 35, 50 | 35, 50 | 35, 50 |
| Механизм поперечных подач | |||
| Наибольшее перемещение шлифовальной бабки по винту, мм | 365 | 365 | 365 |
| Величина быстрого подвода шлифовальной бабки, мм | 100 | 100 | 100 |
| Время быстрого подвода шлифовальной бабки, с | 3 | 3 | 3 |
| Периодическая подача шлифовальной бабки при реверсе стола (бесступенчатое регулирование), мм | 0,0025..0,05 | 0,0025..0,05 | 0,0025..0,05 |
| Пределы скоростей врезных подач, мм/мин | 0,1..4 | 0,1..4 | 0,1..4 |
| Толчковая подача, мм | 0,001 | 0,001 | 0,001 |
| Цена деления лимба поперечного перемещения шлифовальной бабки, мм | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 0,5 | 0,5 | 0,5 |
| Передняя бабка | |||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 20..180 | 20..180 | 20..180 |
| Конус центра по ГОСТ 13214-67 | Морзе 6 | Морзе 6 | Морзе 6 |
| Задняя бабка | |||
| Величина отвода пиноли задней бабки, мм | 70 | 70 | 70 |
| Конус центра по ГОСТ 13214-67 | Морзе 6 | Морзе 6 | Морзе 6 |
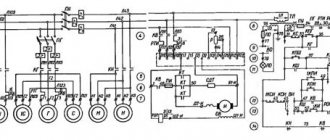
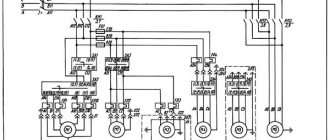
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 8 | 8 | 8 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 17 | 17 | 17 |
| Электродвигатель привода изделия, кВт | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса гидросистемы, кВт | 2,2 | 2,2 | 2,2 |
| Электродвигатель насоса системы смазки подшипников шпинделя, кВт | 0,27 | 0,27 | 0,27 |
| Электродвигатель насоса системы смазки направляющих стола, кВт | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 | 0,15 |
| Электродвигатель привода пиноли задней бабки, кВт | 0,18 | 0,18 | 0,18 |
| Электродвигатель магнитного сепаратора, кВт | 0,12 | 0,12 | 0,12 |
| Общая мощность электродвигателей, кВт | 21,5 | 21,5 | 21,5 |
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 5510 х 2620 х 1860 | 6620 х 2690 х 1850 | 8220 х 2620 х 1850 |
| Масса станка с электрооборудованием и охлаждением, кг | 11800 | 13000 | 14700 |
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Заводы производители шлифовальных станков
- Справочник шлифовальных станков
- Заводы производители металлорежущих станков
- Статьи по теме
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Круглошлифовальный станок 3М173, 3М174, 3М175
Это оборудование предназначено для наружного шлифования цилиндрических и пологих конических поверхностей деталей методом врезного и продольного шлифования в условиях единичного, серийного и крупносерийного производства.
На круглошлифовальном станке 3М173, 3М174, 3М175 автоматизированы и механизированы: врезной и продольный методы шлифования, изменение поперечных, продольных и круговых подач; пуск и остановка изделия; включение и отключение охлаждающей жидкости; быстрый подвод и отвод шлифовальной бабки и пиноли задней бабки; перегон шлифовальной бабки по винту; балансировка шлифовального круга. По согласованию с заказчиком полуавтоматы могут выпускаться налаженными на шлифование конкретного изделия. Станки имеют полуавтоматическое управление и имеют возможность ручного управления. Полуавтоматический цикл обеспечивается механическим устройством с электрогидроуправлением.
Круглошлифовальные станки 3М173, 3М174, 3М175 3М173 производят шлифование поверхностей шейки и подступичной части железнодорожной оси РУ1Ш за одну установку заготовки как при изготовлении, так и при выполнении ремонта колесных пар.
Технические характеристики круглошлифовальных станков:
| Модель | 3М173 | 3М174 | 3М175 |
| Максимальные размеры устанавливаемой заготовки (диаметр/длина), мм: | 400/1400 | 400/2000 | 400/2800 |
| Максимальные размеры шлифования (диаметр/длина), мм | 400/1260 | 400/1800 | 400/2520 |
| Максимальная масса устанавливаемой заготовки, мм | 1000-15 | 1000-15 | 1000-15 |
| Максимальная длина перемещения стола, мм | 1400 | 2000 | 2800 |
| Высота центров над столом, мм | 210 | 210 | 210 |
| Класс точности по ГОСТ 8 | П | П | П |
| Конус в шпинделе передней и пиноли задней бабок по ГОСТ 25557 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шлифовального шпинделя по ГОСТ 2323 (конусность 1:5), мм: | |||
| — номинальный диаметр | 100h11 | 100h11 | 100h11 |
| — диаметр опорных шеек | 110f7 | 110f7 | 110f7 |
| Максимальные размеры шлифовального круга, мм: | |||
| — диаметр наружный/внутренний | 750/305 | 750/305 | 750/305 |
| — высота | 80 (100) | 80 (100) | 80 (100) |
| Частота вращения шпинделя шлифовальной бабки, мин-1 | 1270 | 1270 | 1270 |
| Частота вращения заготовки (регулируется бесступенчато), min/max мин-1 | 180/20 (360/40) | 180/20 (360/40) | 180/20 (360/40) |
| Окружная скорость шлифовального круга, м/с | 50 (35) | 50 (35) | 50 (35) |
| Угол поворота верхнего стола (по часовой стрелке/против часовой стрелки), градусов: | 2 / 6 | 2 / 5 | 2 / 4 |
| Суммарная мощность электрических двигателей, кВт | 26,19 (23,98) | 26,19 (23,98) | 26,19 (23,98) |
| Род тока | перем. трехфазный | перем. трехфазный | перем. трехфазный |
| Напряжение, В | 380 (220, 400, 415, 440) | 380 (220, 400, 415, 440) | 380 (220, 400, 415, 440) |
| Частота тока, Гц | 50 (60) | 50 (60) | 50 (60) |
| Габаритные размеры с отдельно расположенным оборудованием, мм | 5760 x 3690 x 2135 | 6710 x 3690 x 2135 | 8310 x 3690 x 2135 |
| Масса нетто, кг | 10420 | 11600 | 13850 |
Комплект поставки (входит в цену) круглошлифовального станка 3М173, 3М174, 3М175.
- Станок в сборе
- Станция гидропривода
- Шкаф управления
- Установка охлаждения
- Бак для шлама
- Ограждение стола
- Комплект слесарно-монтажного инструмента
- Устройство угловой ориентации
- Устройство линейной ориентации
- Люнет
- Прибор для правки шлифовального круга
- Индикаторное устройство
- Индикатор ИЧ 10 кл.1 ГОСТ 577-68
- Приспособление для подъема круга
- Центр
- Рукоятка
- Хомутик 15- 100
- Хомутик 100-125
- Оправка
- Башмаки
- Комплект документации
Дополнительно Вы можете купить для круглошлифовального станка 3М173, 3М174, 3М175 следующие принадлежности.
- Индикатор электронный ВБВ-005
- Прибор БВ-П.3156-02