Производитель универсального круглошлифовального станка 3А423 — Лубенский станкостроительный
.
основан в 1915 году и в 1918 году получил наименование «Коммунар». С 1957 году завод специализируется на производстве универсальных и специальных круглошлифовальных станков с различным уровнем автоматизации, от станков с ручным управлением до станков с современными ЧПУ.
Станки, выпускаемые Лубенский станкостроительным заводом Коммунар
- 3А130
— станок круглошлифовальный универсальный полуавтомат Ø 280 × 700 - 3А423
— станок круглошлифовальный для перешлифовки шеек коленчатых валов Ø 580 × 1600 - 3В423
— станок круглошлифовальный для перешлифовки шеек коленчатых валов Ø 580 × 1600 - 3Д4230
— станок круглошлифовальный для перешлифовки шеек коленчатых валов Ø 580 × 1600 - 3М131 (3М132, 3М133)
— станок круглошлифовальный универсальный полуавтомат Ø 280 × 700 - 3М174 (3М173)
— станок круглошлифовальный универсальный полуавтомат Ø 400 × 2000 - 3М175
— станок круглошлифовальный универсальный полуавтомат Ø 400 × 2800 - 3У131
— станок круглошлифовальный универсальный полуавтомат Ø 280 × 700 - 3У132
— станок круглошлифовальный универсальный полуавтомат Ø 280 × 1000 - 3У133
— станок круглошлифовальный универсальный полуавтомат Ø 280 × 1400 - 3У142
— станок круглошлифовальный универсальный полуавтомат Ø 400 × 1000 - 3У143
— станок круглошлифовальный универсальный полуавтомат Ø 400 × 1400 - 3У144
— станок круглошлифовальный универсальный полуавтомат Ø 400 × 2000 - 3131
— станок круглошлифовальный универсальный полуавтомат Ø 280 × 1400
3А423 станок круглошлифовальный для перешлифовки шеек коленвалов. Назначение и область применения
Круглошлифовальный станок 3А423 предназначен для перешлифовки коренных и шатунных шеек коленвалов длиной до 1600 мм и весом до 130 кг, а также конических хвостовиков с уклоном до 3° коленчатых валов методом врезного шлифования при ручной подаче шлифовального круга.
Станки 3А423 могут применяться на авторемонтных заводах и других предприятиях, занятых восстановлением коленчатых валов, осуществляющих ремонт двигателей внутреннего сгорания легковых и грузовых автомобилей, тракторов, минитракторов, мотоблоков и другой техники.
Наличие верхнего поворотного стола на станке 3А423 дает возможность шлифовать конические хвостовики коленчатых валов с малой конусностью, а также другие конические детали.
Балансировка коленчатого вала на станке 3А423 при шлифовании шатунных шеек осуществляется подвижными грузами на патронах.
Разработчик — лубенский станкостроительный .
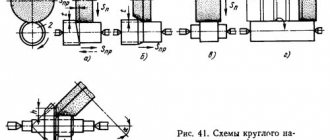
Шлифование шеек коленчатых валов на круглошлифовальном станке
Коленчатый вал служит для восприятия усилий от шатунов, связанных с поршнем двигателя, и передачи этих усилий на трансмиссию автомобиля или трактора. Таким образом, коленчатый вал преобразует переменное возвратно-поступательное движение поршней во вращательное. В коленчатом вале подвергаются шлифованию коренные и шатунные шейки, при этом должны быть выдержаны допуски:
- допуск на диаметр 6 — 10 мкм
- допуск на некруглость и нецилиндричность 3 мкм
- шероховатость Ra = 0,63 мкм
- непараллельность осей коренных и шатунных шеек 6—8 мкм
Шлифование шеек коленчатых валов представляет значительные трудности из-за его сложной конфигурации, неуравновешенности, ограниченности шейки двумя бортами, большего отношения длины вала к диаметру шеек и поэтому пониженной его жесткости. Коренные шейки шлифуют на круглошлифовальных станках большой мощности.
Коленчатый вал должен быть предварительно сбалансирован совместно с передней и задней бабками.
Балансировка коленчатого вала при шлифовании шатунных шеек осуществляется подвижными грузами, размещенными сзади бабок изделия в нерабочей зоне. Балансировка тяжелых коленчатых валов осуществляется смещением дополнительных подвижных грузиков на планшайбе патрона.
Для достижения цилиндричности шлифуемой шейки верхний стол допускает небольшой поворот.
3А423 Расположение органов управления круглошлифовальным станком
Расположение органов управления круглошлифовальным станком 3а423
Перечень органов управления шлифовальным станком
- Рукоятка фиксации планшайбы передней бабки
- Рукоятка переключения числа оборотов двухскоростного двигателя
- Маховик ручного перемещения стола
- Рукоятка гидравлического перемещения стола
- Кран охлаждающей жидкости
- Индикатор осевого перемещения шлифовальной бабки
- Маховик поперечной подачи шлифовального круга
- Маховик осевого перемещения шлифовальной бабки
- Рукоятка быстрого отвода и подвода шлифовальной бабки
- Рукоятка фиксации планшайбы задней бабки
- Рукоятка отвода пиноли задней бабки
- Маховик поджима центра
- Винт поворота верхнего стола
- Индикаторное устройство поворота стола
- Механизм перемещения задней бабки по столу
- Упор реверса стола
- Кнопка «Изделие «Пуск — Стоп»
- Выключатель освещения
- Переключатель «Автоматическая работа»
- Кнопка «Изделие проворот»
- Рукоятка блокировки перемещения стола при врезном шлифовании
- Рукоятка регулирования подачи при врезном шлифовании
- Кнопка «Общий Стоп»
- Рукоятка регулирования скорости гидравлического перемещения стола
- Кнопка «Включение шлифовального круга и гидронасоса»
3А423 Кинематическая схема круглошлифовального станка
Кинематическая схема круглошлифовального станка 3а423
Посредством ряда кинематических цепей и гидравлического привода в станке 3А423 осуществляются следующие движения:
- Вращение шпинделя шлифовального круга
- Вращение изделия
- Ручная поперечная подача шлифовальной бабки (шлифовального круга)
- Быстрый (гидавлический) подвод и отвод шлифовальной бабки
- Гидавлическая подача шлифовальной бабки на врезание
- Ручное продольное перемещение стола
- Продольное перемещение стола от гидропривода
- Осевое ручное перемещение шпинделя шлифовальной бабки
- Осевое ручное перемещение пиноли задней бабки
- Вертикальное перемещение зажимных патронов
- Автоматическая правка периферии круга
ПАСПОРТА (руководство, документация) НА ШЛИФОВАЛЬНЫЕ СТАНКИ
ПАСПОРТ СТАНКА:
Паспорт — это основной технический документ, содержащий данные, характеризующие станок, рекомендации по установке его и уходу за ним. В паспорте указывают основные размеры станка, скорости шпинделя и стола, величины подач, величину наибольшего допустимого крутящего момента на шпинделе и мощность. В нем содержатся сведения об основных принадлежностях и приспособлениях к станку, о приводе, гидравлических механизмах, схеме управления станком, об устранении дефектов при работе, приводятся электро- и гидросхемы, кинематическая схема, спецификация подшипников, зубчатых колес, электродвигателей, золотников, клапанов и других устройств. Паспорт используется цеховым технологом как документ для назначения режимов обработки, подбора приспособлений, планировки размещения станка в цехе. Паспорт необходим также механику и энергетику как руководство по эксплуатации и ремонту станка; в него вносят данные о проведенных ремонтах и модернизации. При работе станка могут возникнуть различные неисправности, которые может устранить сам рабочий или сообщить о них слесарю-ремонтнику. Указания о методах исправления дефектов приведены в паспорте.
ПАСПОРТ СТАНКА:
К каждому станку, заводом-производителем, прилагается «Руководство по эксплуатации станка». «Руководство» содержит: краткое описание назначения и области применения станка; инструкцию по перемещению (перевозки), распаковке и установки станка (с чертежом фундамента); описание конструкции основных сборочных единиц (узлов) станка; инструкцию по пуску и обслуживанию станка; паспорт электрооборудования и электрическую схему станка. Отдельной составной частью руководства является ПАСПОРТ станка, оформленный на специальных стандартных бланках. Паспорт содержит: основные данные станка (характеристику); спецификацию сборочных единиц (узлов) станка; таблицу основных параметров зубчатых колес, червяков, винтов и гаек; кинематическую схему станка; таблицу механики главного движения (положение рукояток и соответствующие им частоты вращения шпинделя, наибольшие допускаемые крутящие моменты, мощности, кпд, указания о слабых звеньях); таблицу механизма подачи (положение рукояток и соответствующие им величины подачи), схему расположения и спецификацию подшипников. К «Руководству» прилагаются чертежи наиболее часто заменяемых деталей станка. Ознакомление с новым станком станочник начинает с изучения паспорта станка и «Руководства по эксплуатации станка» . Этими документами руководствуются также при ремонтах и регулировках станка, смене смазки, модернизации станка или установке на него специальных приспособлений.
Общие указания по эксплуатации круглошлифовального станка 3А423
Перед тем как передвигать переднюю и заднюю бабки надо протереть верхний стол. Если шлифование будет производиться в центрах, то, вставляя их, тщательно протереть конические гнезда шпинделей бабок, удостовериться в отсутствии на центрах забоин. Протереть и смазать рабочие части центров. Убедиться в отсутствии грязи и пыли в центровых отверстиях изделия и протереть их. Несоблюдение указанных правил может привести к резкому снижению качества шлифования.
Большое значение имеет балансировка круга, поэтому ее надо выполнять по правилам, изложенным в разделе «Балансировка шлифовального круга». Работа с неотбалансированным кругом не разрешается.
В конце смены рекомендуется прокрутить шлифовальный круг на полной рабочей скорости в течение 1—2 мин, выключив охлаждение, чтобы круг избавился от жидкости, скопляющейся в нижней его части и нарушающей балансировку.
При шлифовании пользуются люнетами. Только при этом условии можно прошлифовать изделие с требуемой точностью.
Не следует стремиться обрабатывать все изделия одним и тем же кругом. Подбирать характеристику круга надо в соответствии с материалом изделия и требованиями к чистоте, точности и производительности шлифования.
Слишком большая поперечная подача приводит не к ускорению работы, а к чрезмерному нагреванию изделия и повышенному износу круга.
При плохом качестве шлифования не следует всегда делать вывод, что регулировка подшипников шпинделя шлифовальной бабки неправильная. Конструкция опор допускает люфт невращающегося шпинделя в радиальном направлении.
Регулировать подшипники шпинделя шлифовальной бабки нужно только в случаях крайней необходимости (см. разделы «Шлифовальная бабка» и «Дефекты шлифования и меры их устранения»).
Крепление шлифовального круга
На центрирующий выступ фланца надеть последовательно картонную прокладку, шлифовальный круг, вторую прокладку и прижимной фланец. Вставить и завинтить крепежные винты так, чтобы слегка зажать шлифовальный круг; затем равномерно завинчивать диаметрально противоположные винты, чтобы обеспечить надежное и равномерное зажатие круга. Диаметр картонных прокладок должен быть несколько больше наружного диаметра фланца. Шлифовальный круг должен свободно надеваться на центрирующий выступ фланца. Надевать шлифовальный круг на фланец с усилием нельзя, так как это может вызвать образование трещин в круге.
Балансировка шлифовального круга
Отбалансированный шлифовальный круг установить на шпинделе шлифовальной бабки и проалмазить начерно. Снять шлифовальный круг вместе с фланцем и повторно тщательно его отбалансировать.
Балансировка шлифовального круга производится изменением положения балансировочных грузов в кольцевой выточке фланца шлифовального круга.
Приспособления для балансировки круга со станком не поставляются.
Балансировочные грузы закрепляют в нужном положении с помощью винтов, имеющих конические хвостовики и шариков, прижимающих грузы к поверхности выточки фланца.
По окончании балансировки надо снова установить шлифовальный круг на шпиндель и проалмазить его начисто.
Следует иметь в виду, что по мере износа круга его балансировка может нарушаться вследствие неравномерной плотности абразивного материала.
Нарушение балансировки круга может принести к возникновению вибраций, нагреванию подшипников шпинделя и т. д.
Устранение неполадок такого происхождения заключается в повторной балансировке шлифовального круга.
Круглошлифовальные станки по металлу — объясняем в общих чертах
Круглошлифовальные станки относятся к классу металлообрабатывающего оборудования. С их помощью выполняют точное шлифование металлических заготовок по внешней поверхности. Конструктивно станки этого типа существенно отличаются от аналогичного оборудования.
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по круглошлифовальному станку по металлу почти как на Авито и TIU
Назначение и виды круглошлифовальных станков
Круглошлифовальные станки относятся к классу металлообрабатывающего оборудования. С их помощью выполняют точное шлифование металлических заготовок по внешней поверхности. Конструктивно станки этого типа существенно отличаются от аналогичного оборудования.
Конструктивные особенности оборудования
Принцип работы круглошлифовальных станков основан на прижиме заготовки с помощью направляющего круга либо монтажа в центах. Обработка при этом выполняется путем касания рабочего вращающего абразива с поверхностью детали. Таким образом выполняется равномерное удаление материала с формированием оптимального показателя шероховатости.
Классическая компоновка станка представляет собой сочетание токарного и шлифовального. Для фиксации заготовки в конструкции предусмотрен специальный блок. Это может быть система патронов, удерживающих деталь в горизонтальном положении. Альтернативным вариантом является применение дополнительного круга, который придавливает заготовку к абразиву.
Круглошлифовальный станок имеет следующие преимущества использования:
- возможность обрабатывать детали с различными габаритами. При этом важно учитывать их массу;
- точная настройка параметров. Для обеспечения высокого качества шлифовки рекомендуется приобретать модели с автоматической подачей;
- выбор модели станка под конкретные производственные задачи. Это обеспечит максимальную производительность и снизит себестоимость продукта.
Однако для выбора оптимальной модели станка необходимо детально ознакомиться с их разновидностями и эксплуатационными качествами. Все зависит от конфигурации обрабатываемых деталей, а также требований к качеству шлифования.
Немаловажным моментом является конфигурация абразивного диска – его зернистость, площадь рабочей поверхности. Эти характеристики напрямую влияют на качество шлифовки стальной заготовки.
Виды круглошлифовальных станков
Пример компоновки станка ЗМ151
На практике на круглошлифовальных станках подвергаются обработке заготовки круглого или овального сечения. Шлифовка сложных деталей на этом оборудовании невозможна из-за специфики его конструкции. Это нужно учитывать при выборе модели станка.
Наиболее распространенными моделями круглошлифовальных станков является оборудование, в котором детали устанавливаются в центрах. Фиксация заготовки выполняется между передней и задней бабкой. Для повышения качества шлифования происходит вращение тела. При контакте его с абразивным диском происходит снятие излишка материала в виде металлической пыли стружки.
Кроме этой методики в последнее время набирают популярность так называемые бесцентровые круглошлифовальные станки. В них заготовка помещается на рабочий лафет и с одной стороны удерживается вспомогательным кругом, а другой подвергается шлифованию основным абразивом. Таким образом можно выполнить качественную тонкую обработку тонкостенных цилиндров или конусов. Степень прижатия регулируется с помощью системы автоматики.
Дополнительно необходимо учитывать такие особенности, которыми обладает круглошлифовальный станок:
- наличие поворотного стола. С его помощью можно осуществлять смещение заготовки относительно абразивного диска в горизонтальной и вертикальной плоскости;
- устройство механизма подач. Это может быть автоматизированный комплекс или его механический аналог. В последнем случае станки подобного типа применяют для чернового шлифования;
- возможность фиксации заготовки в центрах, патроне. Этот параметр относится только к оборудованию центрового типа.
Элктрооборудование станка 3А423
Общие сведения
На станке установлено четыре трехфазных короткозамкнутых асинхронных электродвигателя (рис. 20):
- электродвигатель привода шлифовального круга типа АО2-52-6 мощностью 7,5 кВт, 970 об/мин;
- электродвигатель привода изделия типа АО2-31-6/4 мощностью 0,75/1,1 кВт, 950/1440 об/мин;
- электродвигатель гидронасоса типа АО2-31-6 мощностью 1,5 кВт, 950 об/мин;
- электродвигатель насоса для охлаждающей жидкости типа ПА-22 мощностью 0,12 кВт, 2800 об/мин.
Станок выпускается с электрооборудованием на напряжение 380 В частотой 50 Гц в силовой цепи.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220, 400, 415, 440 В частотой 50 Гц в силовой цепи.
Цепь управления питается напряжением 127 В через понижающий трансформатор.
Станок оборудован местным освещением с напряжением 36 В.
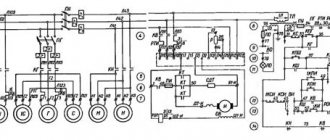
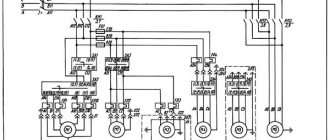
Работа электрической схемы станка 3А423
Чтобы пустить станок, необходимо замкнуть линейный выключатель ВЛ (рис. 21, 22) и затем поочередно нажать кнопки КПШ и КПИ.
При нажатии кнопки КПШ происходит пуск электродвигателей шлифовального круга, гидронасоса и насоса охлаждения, а при нажатии кнопки КПИ — включение электродвигателя изделия.
Предусмотрен толчковый режим (проворот изделия), для этого следует нажать кнопку КТИ.
Отключение всех электродвигателей производится кнопкой КС.
На станке предусмотрены два режима управления работой:
- Режим полуавтоматический
- Режим ручной
При полуавтоматическом режиме контакты выключателя БД замкнуты. Быстрый подвод шлифовальной бабки осуществляется от рукоятки 9 (см. рис. 4).
По окончании врезания упор механизма воздействует на микропереключатель КО, замыкающий контакт которого замкнется, электромагнит ЭП получит питание через реле РО и переключит золотник гидросистемы; произойдет отвод шлифовальной бабки от изделия.
При ручном режиме работы контакты выключателя ВА разомкнуты и отвод шлифовальной бабки не происходит. Быстрый отвод шлифовальной бабки в этом случае осуществляется рукояткой 9.
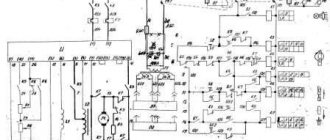
Защита
Защита электрооборудования станка от коротких замыканий осуществляется автоматическими выключателями ВЛ, АГ, АИ и и плавкими предохранителями ПУ, ПО, а защита электродвигателей от перегрузок—тепловыми реле РТШ, РТГ, РТН. Тепловые реле имеют ручной возврат.
Станок для перешлифовки коленвалов 3А423
Станок для перешлифовки коленвалов 3А423
Сообщение #1 Texman » 05 дек 2022, 22:31
Общесправочная тема по данному станку и по тонким моментам работе на нём. По мере возникновения проблем и их решения буду писать посты в формате «вопрос-ответ».
Флудить не надо, полезную инфу выкладывать надо.
============================================================== Ремни главного привода: длина 1600, профиль Б Ремни привода изделия: длина 900, профиль А Подшипники главного двигателя: 76-180607С9Ш Подшипники привода изделия: 76-180609С9Ш ============================================================== Двигатель привода шлифкруга: АО2-52-6, 7.5кВт, 970об/мин Двигатель привода изделия: двускоростной АО2-32-6/4, 0.75/1.1кВт, 950/1440об/мин Двигатель привода гидронасоса: АО2-32-6 (не уверен), 1.5кВт, 950об/мин Помпа стандартная ПА-22 ============================================================== Гидронасос: Г12-23 ============================================================== Сломанный карболитовый штурвал замечательно меняется на рулевое колесо от а/м ЗиЛ-130: посадка растачивается до диаметра втулки с родного штурвала, затем прихватывается сваркой. ==============================================================
Рекламная пауза:
По СНГ ездит бригада людей с Лубенского завода (Украина), который и производил эти станки. Один хороший человек с неё и помогал мне разобраться с моим аппаратом. Обращайтесь, контакты указаны в видосе.
Станок для перешлифовки коленвалов 3А423
Сообщение #2 Texman » 17 авг 2022, 16:44
Обрывки мыслей, которые, может быть, кому-то будут полезны.
Верхний стол, по которому движутся бабки – это наверняка самая частозапарываемая деталь в станке. Если шлифовщик не протирает его направляющие перед каждым перемещением бабок, то абразив попадает под них – и все, начинается ускоренный износ. Если шлифовщик не пьяное быдло – то он всегда держит стол чистым.
Есть еще проблемное место – планшайба приводной бабки. Через нее внутрь попадает эмульсия, последствия очень печальные – портится цепь и подшипник. В самой планшайбе есть кольцевая выточка вроде бы под войлочное уплотнение, но уплотнение есть не у всех. Кстати, снизу-сзади бабки, под тем местом, откуда выходит электрокабель, есть сливная пробка – через нее неплохо бы время от времени спускать накопившуюся в бабке чачу.
—– Что делать, если на шейках изделия появляется огранка? Нужно отрегулировать цепь болтом под внутренний шестигранник S=12, он находится на приводной бабке снизу над ближней к рабочему направляющей, и законтрен круглой гайкой. Если отрегулировать не получается – значит, цепь накрылась, а может и звездочка. Надо покупать новую, купить можно у тех парней, реклама которых выше. Где достать эти запчасти в России – понятия не имею.
—– Почему на шейках изделия после шлифовки появилась эллипсность и конусность? Причина, как мне сказал ремонтник с Лубенского завода, в несоосности бабок. Несоосность эта возникает по причине предыдущего пункта – абразивного износа направляющих верхнего стола.
—– Что делать, если испорчены конусы в шпинделе ведущей бабки и в пиноли ведомой, а отремонтировать их нет возможности? На бабку привода изделия (ведущую) можно изготовить планшайбу под четырехкулачковый патрон и работать с ним. А на задранную поверхность конуса пиноли просто забить. (для справки – на этом станке просто так не отшлифуешь 60-градусный конус упорного центра, как на обычном кругло- или резьбошлифе)
—– Почему в баке вместо масла – желто-белая эмульсия? Потому что в масло попала охлаждающая жидкость. Откуда она попала? Скорее всего через длинный щиток, прикрученный вдоль верхнего стола. По идее он должен плотно прилегать к столу, но по факту это бывает не всегда. Лучше всего прикрутить щиток с резиновой подкладкой через жесткую планку, чтобы жестянка не пузырилась. Есть еще вариант попадания воды из трех сливных отверстий, идущих сквозь верхний стол. Нужно или заглушить их со стороны оператора, или вставить в них коррозионностойкие трубки такой длины, чтобы она перекрывала призматическую направляющую с запасом.
3А423 Гидравлическая схема круглошлифовального станка
Гидравлическая схема круглошлифовального станка 3а423
Гидравлическая схема круглошлифовального станка 3а423
- 1. Насос шиберный Г12-23 1
- 7. Цилиндр блокировки мехаиизма ручного перемещения стола — 1: В механизме ручного перемещения стола
- 12. Цилиндр выборки люфта бабки -1: В плите шлифовальной бабки
- 20. Цилиндр быстрого подвода и отвода шлифовальной бабки — 1: В плите шлифовальной бабки
- 24. Поршень цилиндра быстрого подвода — 1:
- 26. Обратный клапан — 2: В цилиндре быстрого подвода
- 29. Цилиндр врезной подачи стола — 1: На цилиндре быстрого подвода
- 30. Рукоятка управления быстрым подводом шлифовальной бабки — 1: На передней панели станины
- 31. Золотник управления быстрым подводом — 1: На цилиндре быстрого подвода
- 32. Дроссель скорости врезной подачи — 1: На передней панели станины
- 33. Обратный клапан — 1: В дросселе врезной подачи
- 34. Механизм блокировки включения стола — 1: На кронштейне гидропанели
- 35. Переключатель рода работ («Шлифование» — «Правка») — 1: На передней панели станины
- 36. Рукоятка пуска стола — 1: На передней панели станины
- 37. Обратный клапан — 2: В гидропанели
- 38. Дроссель плавности разгона стола — 2: В гидропанели
- 39. Дроссель регулирования времени задержки стола — 2:
- 40. Гидравлически управляемый золотник реверса — 1:
- 41. Механически управляемый золотник реверса — 1:
- 42. Упоры реверса — 2: На нижнем столе
- 43. Кран пуска стола — 1:
- 44. Рычаг реверса — 1: На кронштейне гидропанели
- 45. Демпфер колебания давления в гидросистеме — 1: В напорном золотнике
- 46. Дроссель скорости стола — 1:
- 48. Регулировочный винт 1: В напорном золотнике
- 49. Напорный золотник 1:
- 50. Фильтр пластинчатый 1:
- 51. Манометр МТ-4 ГОСТ 8625—59 на давление 25 кгс/см2 1:
- 52. Фильтр приемный сетчатый C41-12 1:
Технические характеристики станка 3А423
| Наименование параметра | 3В423 | 3А423 |
| Основные параметры | ||
| Класс точности по ГОСТ 8-71 | П | П |
| Наибольший диаметр устанавливаемого изделия, мм | 580 | 580 |
| Наибольшая длина устанавливаемого изделия в центрах, мм | 1600 | 1600 |
| Наибольшая длина устанавливаемого изделия в патронах, мм | 1450 | 1500 |
| Диаметр шлифования без люнета, мм | 30..150 | 30..150 |
| Наибольший диаметр шлифования в люнете, мм | 30..110 | 30..100 |
| Наибольшая длина шлифования, мм | 1600 | 1600 |
| Расстояние от оси шпинделя передней бабки до зеркала стола — высота центров, мм | 300 | 300 |
| Наибольший радиус кривошипа, мм | 105 | 110 |
| Наибольшая масса обрабатываемого изделия, кг | 150 | 130 |
| Станина и столы станка | ||
| Наибольшее продольное перемещение стола от руки/ от гидравлики, мм | 1600/ 1600 | 1600/ 1600 |
| Скорость перемещения стола от гидросистемы, м/мин | 0,2..4,0 | 0,2..7,0 |
| Ручное замедленное/ ускоренное перемещения стола за один оборот маховика, мм | 2/ 15,2 | 5,3/ 14,2 |
| Наименьший ход стола между упорами, мм | ||
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 2 | 2 |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 3 | 3 |
| Наибольшая конусность верхнего стола по часовой стрелке, мм | 0,075 | 0,075 |
| Наибольшая конусность верхнего стола против часовой стрелки, мм | 0,1 | 0,1 |
| Цена деления шкалы поворота верхнего стола, мин | 15 | |
| Цена деления шкалы поворота верхнего стола (конусность), мм | 0,005 | |
| Шлифовальная бабка | ||
| Диаметр шлифовального круга — наименьший/ наибольший, мм | 750/ 900 | 600/ 900 |
| Диаметр шлифовального круга — посадочный, мм | 305 | 305 |
| Наибольшая высота устанавливаемого круга, мм | 63 | 40 |
| Количество скоростей шпинделя шлифовальной бабки | 2 | |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 740 | 730..830 |
| Конец шлифовального шпинделя, мм | 1:5 | 1:5 |
| Механизм поперечных подач шлифовальной бабки | ||
| Наибольшее перемещение шлифовальной бабки по винту, мм | 175 | 210 |
| Величина быстрого гидравлического подвода шлифовальной бабки, мм | 100 | 50 |
| Время быстрого гидравлического подвода шлифовальной бабки, с | ||
| Толчковая подача — периодическая подача с реверсированием стола (на один зуб храпового колеса), мм | 0,0025 | 0,0025 |
| Цена деления лимба поперечной подачи, мм | 0,005 | 0,005 |
| Цена деления лимба тонкой поперечной подачи, мм | 0,0025 | 0,0025 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика (лимба), мм | 0,5 | 0,5 |
| Скорость быстрого установочного перемещения шлифовальной бабки, мм/мин | ||
| Передняя бабка | ||
| Частота вращения изделия (при частоте тока 50 Гц), об/мин | 30, 60, 90, 180 | 31, 62, 108, 216 |
| Количество скоростей вращения изделия | 4 | 4 |
| Конус шпинделя передней бабки | Морзе 5 | Морзе 5 |
| Задняя бабка | ||
| Величина отвода пиноли задней бабки от руки рычагом/ винтом, мм | 35/ 55 | 35 |
| Конус шпинделя пиноли задней бабки | Морзе 4 | Морзе 4 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 4 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 11,0 | 7,5 |
| Электродвигатель насоса системы охлаждения, кВт | 0,25 | 0,125 |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | — |
| Электродвигатель основного насоса гидросистемы, кВт | 2,2 | 1,7 |
| Электродвигатель насоса системы смазки шпинделя, кВт | 0,09 | — |
| Электродвигатель насоса системы смазки направляющих стола, кВт | 0,09 | — |
| Электродвигатель привода изделия, кВт | 1,75 | 0,7/ 1,2 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 5500 х 2550 х 1670 | 4600 х 2100 х 1580 |
| Масса станка с электрооборудованием и охлаждением, кг | 8180 | 5750 |
- Специальный круглошлифовальный станок для перешлифовки автотракторных коленчатых валов 3А423. Руководство и паспорт, 1966
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Справочник заводов производителей шлифовальных станков
- Справочник заводов производителей металлорежущих станков
- Справочник плоскошлифовальных станков
- Статьи по теме
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Круглошлифовальный для коленвалов 3А423
Специальный круглошлифовальный станок модели 3А423 предназначен для перешлифовки шатунных и коренных шеек коленчатых валов автомобильных и тракторных двигателей в условиях авторемонтных заводов и других ремонтных служб. На станке можно производить шлифование цилиндрических поверхностей и конических поверхностей с небольшим углом уклона. Управление станком-электромеханическое, гидравлическое и ручное. На станке можно производить шлифование с автоматическим врезанием.
| Технические характеристики | |
| Наибольшие размеры устанавливаемого изделия, мм, диаметр/длина | 580/1600 |
| Диаметр шлифования, мм : | |
| -наименьший | 30 |
| -в люнетах/без люнетов | 100/150 |
| Наибольшая длина шлифования, мм, в центрах / в патронах | 1600/1500 |
| Наибольший допускаемый радиус кривошипа изделия, мм | 110 |
| Наибольший допускаемый вес изделия, кг | 130 |
| Наибольшее продольное перемещение стола, мм, ручное / гидравлическое | 1600/1600 |
| Скорость гидравлического перемещения стола, мм/мин, наиб./наим. | 7000/200 |
| Электродвигатель гидронасоса: | |
| -мощность, кВт | 1,5 |
| -число оборотов в минуту | 950 |
| Диаметр шлифовального круга, мм, наибольший/наименьший | 900/600 |
| Наибольшая высота шлифовального круга, мм | 40 |
| Число оборотов шпинделя шлифовальной бабки в минуту | 830-730 |
| Поворот шлифовальной бабки | нет |
| Габариты станка (длина×ширина×высота), мм | 4600×2100×1580 |
| Вес станка, кг | 5750 |