Станок 3б151 технические характеристики
Руководство по уходу и обслуживанию. Станок круглошлифовальный модели 3Б151 предназначен для наружного шлифования цилиндрических изделий и пологих конусов. На станке можно выполнять следующие виды обработки: — Продольное и фрезерное шлифование при ручном управлении; — Продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола; — Врезное шлифование до упора при полуавтоматическом цикле работы;
На станке этой модели предусмотрена возможность установки приборов активного контроля, которые поставляются с ним по особому заказу и за отдельную плату. Станок главным образом рассчитан на работу в условиях серийного и массового производства, но может так же использоваться в единичном производстве.
Модификация станка не имеет гидравлического механизма врезания. Он предназначен в основном для выполнения продольного шлифования и снабжён механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На нём можно выполнять так же врезное и продольное шлифование при ручной поперечной подаче.
Станки модели 3б151 предназначены для наружного шлифования цилиндрических и пологих конических поверхностей в условиях серийного производства.
Состав: Вид общий
Софт: КОМПАС-3D 15
Автор: vindjj
Дата: 2019-03-05
Просмотры: 105
Добавить в избранное
Ключевые особенности
Существует довольно много различных вариантов исполнения круглошлифовальных станков, которые позволяют проводить обработку цилиндрических и конических поверхностей. Вариант исполнения с шлифовальной бабкой 3м151 используется довольно часто, в паспорте указаны все важные технические характеристики, а также в схеме указываются важные моменты расположения элементов конструкции.
Скачать паспорт шлифовального станка 3М151
Круглошлифовальный станок модели 3м151 используются для обработки наружной цилиндрической поверхности. Зачастую обработке на станке 3м151 подвергают изделия типа вал. При этом также могут подвергать обработке конические заготовки при смещении шлифовальной бабки. Паспорт станка содержит информацию о том, какой конусности может быть поверхность. Стоит отметить, что круглошлифовальный станок модели 3м151 имеет повышенную точность. При его использовании можно осуществлять следующие типы работ:
- схема конструкции обуславливает возможность проведения продольного и поперечного шлифования при использовании ручной подачи. в паспорте указывается максимальная продольная и поперечная ручная подача;
- модель 3м151 может использоваться для врезного и продольного шлифования при полуавтоматическом цикле работы;
- некоторые варианты исполнения имеют систему ввода программы обработки заготовки, работа проводится в автоматическом режиме.
Производство модели 3м151 началось в прошлом тысячелетии. Информация с паспорта и схемы определяет возможность использования модели 3м151 в мелкосерийном, серийном и крупносерийном производстве. За многие годы использования оборудования было отмечено то, что установленная шлифовальная бабка позволяет проводить снятие металла с конической поверхности с большой точностью.
Еще чертежи и проекты по этой теме:
Софт: SolidWorks 14
Состав: 3D Сборка
Софт: AutoCAD 2014 SP1
Состав: Общий вид универсального круглошлифовального станка модели ЗБ12, принципиальная схема универсального круглошлифовального станка модели ЗБ12
Софт: Creo Elements/Pro 2,0
Состав: 3D модель
Софт: Creo Elements/Pro 2,0
Состав: 3D модель
Софт: КОМПАС-3D V13
Состав: Чертёж электрической принципиальной схемы универсального круглошлифовального станка 3С130В.
Автор: vindjj
Дата: 2019-03-05
Просмотры: 105
Добавить в избранное
Схема электрическая принципиальная станка 3А161
Электрическая схема круглошлифовального станка 3а161
Станки оборудованы семью электроприводами: шлифовального круга, насоса гидравлики, насоса охлаждения, насоса смазки подшипников шпинделя шлифовальной бабки, насоса смазки направляющих станины, магнитного сепаратора и изделия.
Все электроприводы, кроме привода изделия, имеют асинхронные электродвигатели трехфазного тока с короткозамкнутым ротором. Электропривод изделия имеет электродвигатель постоянного тока с параллельной обмоткой возбуждения, который получает питание от блока магнитных усилителей и выпрямителей.
Скорость электродвигателя привода изделия можно бесступенчато регулировать в пределах от 250 до 2500 об/мин.
В станках предусмотрено местное освещение от пониженного напряжения 36 В.
Для цепей управления предусмотрено напряжение 127 В.
Цепи местного освещения и управления получают питание через понижающий трансформатор.
Станки выпускаются для питания от трехфазной сети переменного тока напряжением 380 В, 50 Гц.
По согласованию с заводом-изготовителем станки могут быть изготовлены и на другие напряжения питания, местного освещения и цепи управления.
Станция управления прикреплена к станине станка.
НЕТ КОММЕНТАРИЕВ
Оставьте комментарий, отзыв о работе, жалобу (только конкретная критика) или просто поблагодарите автора.
Не открывается архив или чертеж? Прочитайте, перед тем как писать комментарий.
Пожалуйста, войдите, чтобы добавить комментарии.
9.7 Круглошлифовальный станок модели 3Б151
Наибольшие размеры устанавливаемого изделия, мм:
Наибольшие размеры шлифования, мм
Конус Морзе центра бабки:
Размер шлифовального круга (наружный диаметр × высота × диаметр отверстия), мм:
Мощность электродвигателей, кВт:
привода шлифовального круга
Габариты станка, мм:
9.8 Универсально – заточной станок модели 3Д642Е
Наибольшие размеры обрабатываемой заготовки, устанавливаемой в центрах:
Угол поворота стола в горизонтальной плоскости стола, 0
Перемещение шлифовальной бабки:
Похожие работы
. требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия .
. В СФЕРЕ ПОДГОТОВКИ ПРОИЗВОДСТВА. Экономия от снижения себестоимости проектирования определяется по формуле: Э’ = (C1 — C2) * А2, где C1 — себестоимость проектирования элемента конструкции или разработки одного технологического процесса при существующем способе проектирования, руб.; С2 — себестоимость проектирования элемента конструкции или разработки одного технологического процесса при .
. расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого .
. автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию .
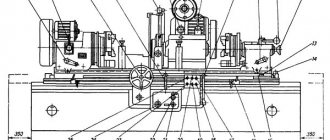
Перечень и обозначение составных частей шлифовального станка 3А161
- 1. Станина станка
- 2. Шлифовальная бабка
- 3. Гидравлическое управление
- 4. Механизм ручного перемещения стола
- 5. Механизм поперечной подачи
- 6. Передняя бабка
- 7. Задняя бабка
- 8. Маслопровод*
- 83. Кожух шлифовального круга
- 85. Охлаждение
- 87. Люнет
- 89. Прибор для правки шлифовального круга
- 91. Ограждение
- 92. Механизм быстрого подвода шлифовальной бабки (только на станках моделей 3Б151 и 3Б161)*
- 92. Механизм быстрого подвода и врезания (только на станках моделей 3а151 и 3а161)*
- 94. Принадлежности*
- 95. Электрооборудование, пульт управления
- ШУ-270. Фланец шлифовального круга*
- ШУ-297. Механизм для балансирования шлифовального круга
- ШУ-965. Правильный прибор*
* Группы и узлы, отмеченные звездочкой на рисунке не показаны.
Круглошлифовальный станок 3б151 технические характеристики
Станки предназначены для наружного шлифования цилиндрических изделий и пологих конусов.
На станках моделей ЗА151 и ЗА161 можно выполнять следующие виды обработки:
1) продольное и врезное шлифование при ручном управлении;
2) продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
3) врезное шлифование до упора при полуавтоматическом цикле работы.
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату. Станки моделей ЗА151 и ЗА161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве. Станки моделей ЗБ151 и ЗБ161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче. Станки моделей ЗБ151 и ЗБ161 рассчитаны на работу в условиях серийного и единичного производства.
Гидрокинематическая схема
Посредством ряда кинематических цепей и гидравлической системы в станке осуществляются следующие движения:
1. Вращение шпинделя шлифовальной бабки.
2. Вращение изделия.
3. Ручная и автоматическая поперечные подачи (станки моделей ЗА151 и ЗА161 имеют два вида автоматической поперечной Подачи — непрерывную врезную подачу и периодическую подачу, Осуществляющуюся при реверсе стола;
станки моделей ЗБ151 и ЗБ 161 не имеют автоматической врезной подачи).
4. Ручное и гидравлическое перемещение стола.
5. Быстрый гидравлический подвод и отвод шлифовальной бабки.
6. Гидравлический отвод пиноли задней бабки. Кинематические цепи главного движения, вращения изделия, ручной поперечной подачи и ручного перемещения стола ясны из прилагаемых схем (см. рис. 21 и 22) и поэтому описание их не приводится. В настоящем разделе описаны конструктивные особенности и принцип действия отдельных узлов станков. Устройство и работа гидросистемы описаны в разделе «Гидропривод станков».
Гидропривод станка
Гидропривод станка выполняет следующие функции: продольное реверсивное перемещение стола с рабочей скоростью или со скоростью правки; регулируемое по скорости перемещение стола при отведенной шлифовальной бабке; осциллирующее движение стола; быстрый подвод и отвод шлифовальной бабки; заданное перемещение шлифовальной бабки; отвод пиноли задней бабки при отведенной шлифовальной бабке; блокировку механизма ручного перемещения стола; непрерывную подачу шлифовальной бабки до касания круга с заготовкой; поперечные подачи шлифовальной бабки, непрерывные при шлифовании врезанием и периодические при продольном шлифовании; доводочную микроподачу (толчковую микроподачу); автоматический отвод бабки после достижения заданного размера; подачу команд на электрический счетчик ходов стола при выхаживании; перемещение суппорта и каретки при правке по гладкому или ступенчатому копиру; подачу алмазного карандаша прибора правки; компенсацию припуска, снятого при правке; перемещение скобы измерительного управляющего устройства перемещение цилиндров широкодиапазонного измерительного прибора; подачу смазочного материала в подшипники шпинделя шлифовальной бабки, направляющих стола и опоры винта поперечных подач. .
В шлифовальных станках широко применяются гидравлические приводы. В качестве рабочих жидкостей используют минеральные масла (Индустриальное 12 и 20). Гидравлический привод стола круглошлифовального станка (рис. 12) работает так: масло из резервуара 1 через всасывающий трубопровод насоса 3 и обратный клапан 5 поступает в гидрораспределитель (золотник) 6, а затем (по трубопроводу в левую полость гидроцилиндра 10, двухсторонний шток которого связан со столом 11. Происходит перемещение стола слева направо. При этом масло правой полости гидроцилиндра по трубопроводу 9 через гидродроссель 4 возвращается в резервуар 1. Для перемещения стола справа налево соленоид 7 перемещает гидрораспределитель 6. Предохранительный клапан 2 служит для выпуска масла при повышении давления в системе. Для подачи жидкости (в гидравлическую систему шлифовального станка) применяют шестеренчатые, пластинчатые и поршневые насосы. Для контроля и регулирования количества и давления масла применяют различные контрольно-регулирующие устройства, обратные, предохранительные, редукционные клапаны, дроссели, регуляторы скорости.
Назначение станка по металлу 3Б151П
Полуавтомат предназначен для наружного шлифования цилиндрических и пологих конических поверхностей в условиях серийного производства. Шлифование производится в неподвижных центрах
Технические характеристики станка 3Б151П
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок круглошлифовальный 3Б151П по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 3Б151П производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок круглошлифовальный 3Б151П составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок круглошлифовальный 3Б151П звоните по телефонам:
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Нур-Султане;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок круглошлифовальный 3Б151П звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Описание принципиальной схемы
Для пуска станка необходимо включить автоматический выключатель АВ (рис. 1) и воздействовать на кнопку КПГ. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1С.
Убедившись в наличии циркуляции масла в двух прозрачных колпачках, расположенных на крышке корпуса шлифовальной бабки, воздействием на кнопку КПШ включаем электродвигатель шлифовального круга Ш.
Включение и выключение электродвигателя изделия И может быть осуществлено либо вручную при воздействии соответственно на кнопки КПИ (1КПИ), КСИ (1КСИ), либо автоматически при быстром подводе (включение) и отводе (отключение) шлифовальной бабки.
В первом случае выключатель ВИ должен быть установлен в положение, при котором замкнуты контакты 45—47, во втором случае — в положение, при котором замкнуты контакты 45—55.
Включение и отключение электродвигателя изделия при подводе и отводе шлифовальной бабки происходит в результате того, что микропереключатель КИ соответственно нажимается и освобождается.
Остановка электродвигателя И изделия происходит в режиме динамического торможения.
Включение и отключение электродвигателя Н насоса охлаждения при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш.
Это достигается с помощью переключателя ВН, который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
Отключение всех электродвигателей производится воздействием на кнопку КС.
Включение и отключение местного освещения производится выключателем ВО.
Монтажная схема представлена на рис. 2, схема размещения электрооборудования на станке — на рис. 3, символические изображения на пультах управления — на рис. 4, а схема трассы зануления на рис. 5.
Размещение электрооборудования на станке 3А161
Размещение электрооборудования на станке 3а161
- регулятор скорости вращения изделия
- кнопки включения и отключения двигателя вращения изделия
- пульт управления станком
- отверстие для подключения станка к сети
- винт заземления
- конечный выключатель включения вращения электродвигателя вращения изделия