Сверлильный станок 2Н118 рекомендован для применения в экспериментальных, инструментальных и ремонтно-механических цехах, в которых производится выпуск мелкосерийной либо единичной продукции.
Этот вертикально-сверлильный универсальный станок предназначен для рассверливания и сверления отверстий в заготовках из холодно- и горячекатаного проката, подрезки при помощи ножей торцов обрабатываемых деталей, нарезания на них резьбы. Его диаметр сверления (условный) равняется 18 мм, величина крутящего момента – не более 880 Нм, максимальная сила подачи – 560 кгс.
Имеющиеся пределы подач и числа оборотов установки дают возможность выбирать такой режим обработки, который гарантирует рациональное использование рабочей силы и производительности станка.
Первый подобный агрегат был изготовлен в 1960-х годах на Молодечненском комбинате станкостроения. Это предприятие в Советском Союзе по праву считалось самым прогрессивным в сфере производства эффективного сверлильного оборудования. И до настоящего времени завод не сдает своих позиций, продолжая выпускать востребованные станки различных моделей для российских промышленных компаний.
Более поздними аналогами описываемого аппарата считают станки 2Т118 Гомельского и МН18Н Молодечненского комбината, который, кстати сказать, выпускал и несколько модификаций интересующего нас оборудования:
- вертикально-сверлильный координатный агрегат 2Н118К;
- одношпиндельный универсальный станок (тоже вертикально-сверлильный) 2А118;
- установка с ЧПУ 2Н118Ф2.
Далее мы приводим ключевые технические характеристики станка, которому посвящена данная статья:
- масса – 450 кг;
- рабочий стол: передвижение на оборот рукоятки – 2,4 мм, ширина – 320 мм, длина – 360 мм, возможности вертикального передвижения – не более 350 мм, Т-образные пазы (общее число) – 3;
- максимальное расстояние до стола от шпинделя (дистанция отсчитывается от его торца) – 650 мм, минимальное – 0;
- вылет станка – 200 мм (показатель подразумевает дистанцию от направляющих стойки до оси шпинделя, находящегося в вертикальном положении);
- шпиндель: ход гильзы – 150 мм, перемещение его головки – не более 300 мм, число скоростей – 9, оборот маховичка передвигает головку шпинделя на 4,4 мм, а оборот маховичка-рукоятки передвигает сам шпиндель на 110 мм, частота вращения – от 177 до 1840 об/мин;
- электродвигатель: мощность – 1,5 кВт, количество оборотов за одну минуту работы – 1420, тип – АОЛ2–22–4С2, охлаждающая жидкость подается электронасосом ПА–22;
- механические показатели: сила подачи – до 560 кгс, минимальная подача (вертикальная) одного оборота шпинделя – 0,1 мм, максимальная – 0,56, ступени – 6;
- ширина агрегата – 590 мм, длина – 870 мм, высота – 2080 мм.
Одношпиндельный сверлильный агрегат представляет собой коробчатую колонну, установленную на фундаментную плиту. Шпиндельная головка располагается в верхней ее части. На головке имеется шпиндель с инструментом из быстрорежущей стали и электрический двигатель.
На направляющих (вертикальных) смонтирована шпиндельная бабка. Механизм подачи, обеспечивающий передвижение шпинделя по вертикали, находится внутри этого узла.
Подъем и спуск шпинделя осуществляется вручную (применяется штурвал) и механически. Детали, которые подвергаются сверлению, устанавливаются на стол станка, он же служит и для закрепления заготовок.
Ориентируясь на их параметры, можно регулировать высоту стола.
Кинематический принцип функционирования агрегата таков:
- коробка скоростей позволяет управлять шпинделем, изменяя его частоту вращения;
- электрический двигатель предназначен для вращения вала, от которого движение поступает на кинематические цепи агрегата (их две);
- в коробке скоростей имеется гильза полого вида со шлицевым отверстием (этот узел называют конечным валом), именно данный вал вращает шпиндель;
- если двигатель реверсируется оператором, происходит и реверс шпинделя (необходимость в подобной операции возникает при осуществлении на станке работ по нарезанию резьбы).
Шпиндель выполняет свою рабочую программу, используя реечную передачу. Рейка пиноли зацепляется с реечным колесом, при вращении коего шпиндель передвигается вместе с пинолью (вертикально). Через зубчатые цилиндрические колеса сверлильная установка может выполнить шесть разных передач.
Устройство подач и шпиндель, а также коробка подач и скоростей располагаются в сверлильной головке. Последняя через реечную и червячную пару движется вдоль колонны станка (задается такое перемещение посредством одной из управляющих рукояток). В вертикальном направлении стол передвигается вручную (в этом случае перемещение идет через винтовую и коническую пару).
К управляющим органам установки относят следующие элементы:
- рукоятки подъема и зажима стола, зажима головки сверлильной, переключения скоростей и подач, контроля за механизмом подачи;
- кулачки, необходимые для управления циклами работы;
- выключатели механической подачи, насоса охлаждения, освещения;
- регулирующие болты (с их помощью стол либо сверлильную головку заклинивают в нужном положении);
- кнопочная станция («Влево-Вправо-Стоп»);
- автоматический вводный выключатель.
Подключение оборудования к электросети производится через отверстие размером 3/4 дюйма.
Станок располагает таким электрооборудованием:
- селеновый выпрямитель;
- двигатель, задающий вращение шпинделя;
- локальное освещение;
- насос охлаждения;
- механизм автоматики и пуска.
Агрегат управляется при помощи вводного автомата, трех кнопок для перемещения вправо, влево и остановки станка. Также в его конструкции есть специальный пускатель, управляющий охлаждающим насосом (запуск устройства и его остановка).
Обязательным является заземление оборудования. Выполняется оно в соответствии с общими для производственных аппаратов стандартами. От коротких замыканий и чрезмерных нагрузок двигатель станка предохраняется выключателем, действующим автоматически, серии АСТ–3. А катушка пускателей обеспечивает нулевую защиту установки.
Принцип действия электрической схемы сверлильного агрегата: при включении пускателя (кнопка «Вправо» на панели управления) блок-контакты блокируют его, после чего начинает работать промежуточное реле, подающее питание на шпиндель.
В тех случаях, когда предполагается выполнить реверс, промежуточное реле включает второй пускатель (кнопка «Влево»), предназначенный именно для такого режима функционирования станка.
При нажатии на «Стоп» первый или второй пускатель (в зависимости от того, какой из них был задействован) и промежуточное реле выключаются.
Динамическое торможение шпинделя, реализованное на станке, выполняется по схеме, предполагающей применение селенового выпрямителя, который инициирует работу тормозного пускателя. При этом подача тока (постоянного) происходит с одновременным закорачиванием обмотки статора, что гарантирует более эффективный процесс торможения.
Источник: https://tutmet.ru/stanok-2n118.html
Технические характеристики вертикально-сверлильного станка 2Н118
Вертикально-сверлильный станок 2Н118 не предназначен для применения на предприятиях со средне- и крупносерийным производством. Это оборудование производитель рекомендует для оснащения экспериментальных и ремонтно-механических цехов, в которых продукция изготавливается мелкими и единичными сериями.
Внешний вид вертикально-сверлильного станка 2Н118
Краткая справка о градации станков
Классификация агрегатов:
- Обработка небольших отверстий до 16,0 мм. Чаще всего такие диаметры используются в приборостроении.
- Обработка средних и больших диаметров от 18,0 до 75,0 мм.
- Радиально-сверлильный тип для сверления крупных изделий.
- Станки для высверливания высокоточных диаметров.
- Фрезерного типа.
- Центровальные станки.
- Многошпиндельные станки.
Многошпиндельный станок
Особенности станка модели 2Н118
Станок 2Н118 благодаря своим техническим характеристикам позволяет выполнять такие технологические операции, как:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы;
- подрезка торцов деталей (с применением специального инструмента).
Используя вертикально-сверлильный станок данной модели, в металле формируют отверстия, диаметр которых доходит до 18 мм. При этом развивается крутящий момент до 880 Нм, а максимальная величина рабочей подачи составляет 560 кгс.
При выполнении обработки на данном станке можно выбрать различные параметры подач и скоростей вращения шпиндельного узла, что позволяет использовать такое оборудование наиболее эффективно и с максимальной производительностью.
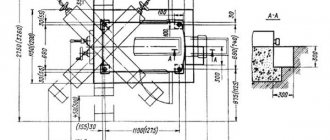
Габариты рабочего пространства и посадочные базы станка
Первый вертикально-сверлильный станок модели 2Н118 был выпущен еще в 60-х годах прошлого века. Производством данного агрегата занимался Молодечненский станкостроительный комбинат, который и по сей день является предприятием, выпускающим эффективное и надежное металлорежущее оборудование.
Позднее на Гомельском и Молодечненском станкостроительных заводах выпускался аналог вертикально-сверлильного станка 2Н118 – 2Т118. Кроме данной модели, специалистами Молодечненского станкостроительного завода был разработан еще ряд модификаций станка 2Н118:
- 2Н118К – вертикально-сверлильный станок координатного типа;
- 2А118 – сверлильный станок с вертикальной компоновкой, оснащенный одношпиндельной рабочей головкой;
- 2Н118Ф2 – станок c программной системой управления.
Вертикально-сверлильный станок 2Н118-1 1987 года выпуска
Среди технических характеристик вертикально-сверлильного станка рассматриваемой модели (все они описаны в паспорте на оборудование) необходимо выделить следующие.
- Габариты рабочего стола, на поверхности которого выполнены три Т-образных паза, составляют 320х360 мм.
- Величина перемещения рабочего стола, которое приходится на один оборот рукоятки-маховика, составляет 2,4 мм.
- Величина максимального перемещения рабочего стола по вертикальной оси – 350 мм.
- Масса аппарата – 450 кг.
- Максимальное расстояние от торца шпиндельного узла до поверхности рабочего стола – 650 мм.
- Расстояние от направляющих колонны до оси шпидельного узла (вылет станка) – 200 мм.
- Шпиндельная головка может перемещаться на величину до 300 мм.
- Ход гильзы шпиндельного узла составляет 150 мм.
- За один оборот маховика шпиндельная головка перемещается на 4,4 мм.
- Частота вращения шпиндельного узла находится в интервале 180–2800 об/мин.
- Скорость вращения шпиндельного узла может регулироваться по 9 ступеням.
- Шпиндельный узел выполнен с конусом Морзе 2.
- Вал электродвигателя главного движения (тип АОЛ2-22-4С2), мощность которого составляет 1,5 кВт, может вращаться с максимальной скоростью 1420 об/мин.
- За подачу СОЖ отвечает электрический насос ПА-22.
- Максимальная сила подачи, на которую рассчитана конструкция вертикально-сверлильного станка 2Н118, составляет 560 кгс.
- Вертикальные рабочие подачи, совершаемые за один оборот шпиндельного узла, находятся в интервале 0,1–0,56 мм.
- Параметры рабочих подач станка могут регулироваться по 6 ступеням.
- Габариты вертикально-сверлильного станка (ДШВ) – 870х590х2080 мм.
Характеристики станка в формате таблицы
Архив на станки
Станок универсальный горизонтально-расточной 2А614-1 предназначен для обработки корпусных деталей с точными отверстиями. связанными между собой точными межосевыми расстояниями.
Наибольшая масса обрабатываемых деталей 2000 кг.
Станок 2А614-1 в отличие от станка 2А615-1 оснащен встроенной планшайбой с радиальным суппортом.
Станки обладают большой универсальностью. На них можно производить сверление, растачивание, зенкерование и развертывание отверстий, фрезерование плоскостей и пазов, а также обтачивание торцов, растачивание отверстий и обработку кольцевых канавок радиальным суппортом планшайбы.
- Станок 2А614-1 по заказу потребителя может быть изготовлен с резьбонарезным устройством.
- Наличие механизированного зажима инструмента, жесткость, виброустойчивость, быстроходность и удобство управления станком позволяют вести на них точную производительную обработку с наименьшей затратой машинного и вспомогательного времени.
- Станки предназначены для работы в инструментальных и механических цехах.
Технические характеристики горизонтально-расточного станка 2А614-1
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станках. Для горизонтально-расточных станков основными характеристиками является:
- Размер рабочей поверхности стола
- Диаметр выдвижного шпинделя
- Наибольшее продольное перемещение шпинделя
- Число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками координатно-расточного станка 2А614-1. Более подробно технические характеристики станка можно посмотреть в паспорте станка 2А614-1 расположенном ниже.
| Наименование параметров | Ед.изм. | Величины |
| Класс точности станка по ГОСТ 8-77 | Н | |
| Диаметр выдвижного шпинделя | мм | 80 |
| Конец выдвижного шпинделя с конусом для крепления инструмента | 40АТ5, Морзе 5 | |
| Размеры встроенного поворотного стола (Д х Ш) | мм | 1000×1000 |
| Вертикальное перемещение шпиндельной бабки | мм | 800 |
| Продольное перемещение выдвижного шпинделя | мм | 500 |
| Продольное перемещение встроенного поворотного стола | мм | 1000 |
| Поперечное перемещение встроенного поворотного стола | мм | 1000 |
| Радиальное перемещение суппорта встроенной планшайбы | мм | 125 |
| Частота вращения выдвижного шпинделя | об/мин | 20…1600 |
| Частота вращения планшайбы | об/мин | 6,3…200 |
| Пределы подач рабочих органов | мм/об | 0,02…8 |
| Пределы подач выдвижного шпинделя, шпиндельной бабки, стола в обоих направл. | мм/мин | 1,26…2000 |
| Пределы подач суппорта встроенной планшайбы | мм/мин | 0,5…800 |
| Скорость быстрых установочных перемещений шпинделя выдвижного, бабки, стола | мм/мин | 5000 |
| Скорость быстрых установочных перемещений суппорта встроенной планшайбы | мм/мин | 2000 |
| Наибольший допустимый крутящий момент на выдвижном шпинделе | Нм | 865 |
| Наибольший допустимый крутящий момент на строенной планшайбе | Нм | 1300 |
| Наибольшее допустимое усилие подачи шпинделя | кН | 7,5 |
| Наибольшее допустимое усилие подачи стола | кН | 10 |
| Наибольшая масса обрабатываемого изделия | кг | 2000 |
| Габаритные размеры станков без приставного оборудования (ДхШхВ) | мм | 4518х2590х2585 |
| Масса станков без электрооборудования и принадлежностей | кг | 8500 |
Кинематическая схема и конструкция оборудования
Несущим элементом вертикально-сверлильного станка данной модели, оснащенного одношпиндельной головкой, служит массивная колонна коробчатой формы, установленная на плиту-основание. В верхней части колонны смонтирована передняя бабка устройства, которая может перемещаться по ее направляющим. На передней бабке находится главный электродвигатель вертикально-сверлильного станка, а на ее нижней части – шпиндельный узел с рабочей головкой, в которой фиксируется режущий инструмент.
Шпиндельная головка станка – вид спереди
Во внутренней части шпиндельной бабки располагается коробка скоростей, отвечающая за регулировку частоты вращения сверлильной головки, а также обеспечивающая перемещение последней в вертикальном направлении коробка подач. За подъем и опускание рабочей головки станка отвечает реечный механизм, имеющийся в кинематической схеме передней бабки, а органом, при помощи которого этот механизм задействуется, является специальный штурвал.
Деталь перед началом обработки закрепляется на поверхности рабочего стола, который также имеет возможность перемещения по направляющим колонны. Высоту его расположения, которую выбирают в зависимости от габаритов обрабатываемой детали, изменяют при помощи вращающейся рукоятки, расположенной на передней стороне узла.
Регулируемый по высоте рабочий стол станка
Элементы, входящие в кинематическую схему рассматриваемого вертикально-сверлильного станка, функционируют следующим образом.
- Коробка скоростей за счет наличия в ее конструкции нескольких валов и ряда зубчатых передач позволяет регулировать скорость вращения сверлильной головки по 9 ступеням. Выходной вал коробки скоростей, который соединяется со шпиндельным узлом станка при помощи шлицевого соединения, выполнен в форме полой гильзы. При помощи реверсирования приводного электродвигателя можно изменять направление вращения рабочей головки оборудования, что необходимо в том случае, если в обрабатываемой детали нарезается внутренняя резьба.
- Подача шпинделя в вертикальном направлении, как уже говорилось выше, осуществляется за счет рейки, смонтированной в пиноли оборудования, и входящего с ней в зацепление зубчатого колеса, установленного в шпиндельной бабке. Коробка подач станка, в которой есть несколько зубчатых передач, позволяет регулировать вертикальное перемещение шпиндельного узла по 6 ступеням.
- И коробка скоростей, и коробка подач установлены в шпиндельной бабке вертикально-сверлильного станка, которая также может вертикально перемещаться по направляющим колонны. За это перемещение, осуществляемое за счет реечного и червячного соединения, отвечает соответствующая рукоятка.
- Вертикальное перемещение рабочего стола, запускаемое вращением соответствующей рукоятки, обеспечивают коническая и винтовая пары, которыми оснащена кинематическая схема данного конструктивного элемента станка.
Схема кинематическая вертикально-сверлильного станка 2Н118
К элементам, посредством которых осуществляется управление работой вертикально-сверлильного станка данной модели, относятся:
- вводный выключатель автоматического типа;
- выключатель освещения рабочей зоны;
- выключатель для запуска и остановки насоса, подающего охлаждающую жидкость;
- рукоятка, отвечающая за управление механизмом подач;
- кнопка, посредством которой включается механизм подачи;
- рукоятка, обеспечивающая выбор параметров подач;
- кнопочная станция, на которой смонтированы кнопки «Влево», «Вправо», «Стоп»;
- рукоятка, отвечающая за выбор требуемой скорости вращения сверлильной головки;
- рукоятка, обеспечивающая зажим сверлильной головки;
- болты, при помощи которых регулируется клин сверлильной головки;
- болты, предназначенные для регулировки клина рабочего стола;
- рукоятка, при помощи которой выполняют зажим рабочего стола;
- рукоятка, отвечающая за подъем рабочего стола по направляющим колонны;
- квадратный концевик валика, посредством которого приводится в действие механизм подъема сверлильной головки;
- кулачки, при помощи которых выполняется настройка циклов работы оборудования;
- отверстие (3/4 дюйма), в котором располагаются электрические контакты для подключения оборудования к питающей сети.
Элементы управления оборудованием
Существует ряд элементов агрегата:
- Автоматический выключатель питания.
- Тумблер освещения рабочей поверхности.
- Включатель насоса подачи жидкости в систему охлаждения.
- Рукоятка для регулировки подач.
- Кнопка для активации подачи.
- Регулятор выбора скоростей подачи.
- Блок управления и направления движения шпинделя.
- Регулятор частоты вращения головки сверления.
- Болты – фиксаторы клина рабочей головки.
- Рукоятка для фиксации зажима рабочего стола.
- Плата электрических контактов и питания сети.
- Для обеспечения вспомогательного управления используется ряд кнопок, пусковой автомат, ручной пускатель.
Элементы электрической схемы устройства
Электрическая схема вертикально-сверлильного станка рассматриваемой модели включает в себя следующие элементы:
- электродвигатель, который обеспечивает вращение сверлильной головки;
- электрический насос, отвечающий за подачу в зону обработки охлаждающей жидкости;
- пусковая аппаратура и элементы автоматики;
- электрический выпрямитель селенового типа;
- понижающий трансформатор, от которого питается селеновый выпрямитель;
- элементы, входящие в систему местного освещения.
Принципиальная электрическая схема станка
На вертикально-сверлильном станке данной модели применена система динамического торможения, которая функционирует следующим образом: постоянный ток, формируемый при помощи селенового выпрямителя, через контакты тормозного пускателя подается на три фазы обмотки статора главного электродвигателя. Для обеспечения эффективного торможения вала электродвигателя в момент подачи на его статор постоянного тока одна из его обмоток закорачивается в двух фазах. Торможение вала электродвигателя происходит в тот момент, когда на панели станка нажимается соответствующая кнопка.
Электрическая схема вертикально-сверлильного станка работает по следующему принципу. При нажатии на панели управления кнопки «Вправо» (основной режим работы), запускается первый пускатель, который одними из своих контактов самоблокируется, а через другие подает питание на промежуточное реле. Электрический ток через промежуточное реле, которое встает на самопитание, может подаваться и на второй пускатель, запускающий вращение вала электродвигателя в обратном направлении.
В электрощите станка располагаются элементы защиты и автоматики, а также электросхема динамического торможения шпинделя
Включение второго пускателя, одни из контактов которого также самоблокируются, происходит после нажатия кнопки «Влево» на панели управления оборудования. В какую бы сторону ни вращался вал электродвигателя, при нажатии кнопки «Стоп» от питания отключается соответствующий пускатель и запускается пускатель торможения, отвечающий за подачу постоянного тока на обмотку статора электродвигателя.
Характеристики данного вертикально-сверлильного станка предусматривают наличие в его схеме автоматического выключателя, защищающего электрический двигатель от перегрузок и коротких замыканий. Предусмотрена в станке и нулевая защита, которая возможна благодаря использованию в его схеме катушки магнитных пускателей.
Для обеспечения безаварийной работы и безопасности оператора необходимо позаботиться о качественном заземлении вертикально-сверлильного станка, которое должно быть выполнено в соответствии со всеми общепринятыми требованиями, относящимся к производственному оборудованию.
Оглавление
Вертикально-сверлильный станок 2Н118 предназначен для выполнения сверлильных работ с максимальным диаметром сверления- 18 мм. Кроме этого, возможно выполнение и других работ: рассверливание, зенкерование, развертывание и нарезание резьбы.
Устройство вертикально-сверлильного станка
- Колона, стол, плита;
- Коробка скоростей;
- Коробка подач;
- Сверлильная головка;
- Шпиндель станка;
- Система охлаждения;
- Электрооборудование
Органы управления вертикально-сверлильного станка
- Местное освещение
- Насоса СОЖ
- Автоматический выключатель
- Ручка управлением механизмом подачи
- Включение механической подачи
- Переключение подач
- Кнопочная станция
- Переключение скоростей
- Зажим сверлильной головки
- Регулировочные болты клина сверлильной головки
- Зажим стола
- Регулировочные болты клина стола
- Подъем стола
- Квадрат валика механизма подъема сверлильной головки
- Кулачки настройки циклов работы
- Подключение станка к электросети
Кинематическая схема вертикально-сверлильного станка 2Н118
Электрическая схема вертикально-сверлильного станка
Коробка скоростей вертикально-сверлильного станка
Коробка скоростей вертикально-сверлильного станка при помощи двух тройных блоков шестерен 1 и 2 передает шпинделю девять различных скоростей.
Механизм коробки скоростей состоит из электродвигателя, расположенного вертикально и зубчатой передачи 5. За счет этой передачи, возможно изменить передаточное отношения, тем самым изменить диапазон частоты вращения шпинделя.
Выходной вал коробки скоростей 8 изготовлен в форме гильзы со шлицевым отверстием, передающим крутящий момент шпинделю станка.
Переключение скоростей осуществляется при помощи рукоятки 10, которая имеет три положения по окружности и три осевых положения. Рукоятка через шестерни 11, 12 и рейку 13 перемещает штанги 14 и 15, которые связанные с вилками 16 и 17.Вилки, в свою очередь, осуществляют переключение подвижных блоков 1 и 2.
Коробка подач вертикально-сверлильного станка
Коробка подач вертикально-сверлильного станка состоит из трех валов смонтированных в отдельном литом корпусе 1.
Коробка подач обеспечивает шесть подач при помощи подвижного тройного блока 2 и двойного блока 3. Вращение коробки подач передается от зубчатого колеса, сидящей на гильзе шпинделя на шестерню 4.
Третий вал 5 через зубчатую передачу передает крутящий момент на шариковую муфту и червяк механизма подач. Шариковая муфта предназначена для выключения подачи при достижении необходимой глубины сверления. Она же также выполняет функцию предохранительного устройства при перегрузке по усилию подачи.
Переключение скоростей осуществляется с помощью рукоятки 13, которая имеет два осевых положения и три круговых. Конструкция механизмов переключения подач и скоростей идентична.
Смазка как коробки подач, так и других механизмов, осуществляется от шестеренчатого насоса 12.
Сверлильная головка вертикально-сверлильного станка
Сверлильная головка вертикально-сверлильного станка это чугунный корпус, в который устанавливаются следующие узлы станка:
- Коробка скоростей станка;
- Коробка подач станка;
- Шпиндельная бабка;
- Механизм подач
Основной частью узла сверлильной головки является механизм подач, состоящий из червячной передачи 1, горизонтального вала с реечной шестерней , лимба 3, штурвала 4,кулачковой муфты 5 и храповой муфты 6.
Характерные преимущества станка
Сверлильная установка 2н118 предназначен для сверления малых отверстий до 18,0 мм в металлических поверхностях. С целью повышения качества работы развивается максимальный крутящий момент в 880 Нм и подача равна 560 кгс. При работе с каждой деталью имеется возможность выбора скорости и величины подачи, что делает работу более точной и эффективной, снижает риск брака.
Похожие модели:
- 2А118 компоновка и одношпиндельная головка.
- 2Н118Ф2 модернизированный вариант с автоматизированной системой управления.
- 2б118 с увеличенным количеством этапов подачи.
- Вертикальный механизм 2Н118К.
Станок 2Н118К