Применение и описание сверлильного станка 2С132 и станка 2С132К:
применяется для сверления, растачивания отверстий в сталях, цветных сплавах, чугуне, назначение станка промышленное, производительность серийная. Жесткая конструкция, промышленный электродвигатель, автоматические подачи позволяют работать в промышленных условиях, при нескольких рабочих сменах подряд. К преимуществам сверлильного станка 2С132, как универсальность, можно отнести возможность легкой и быстрой переналадки рабочего режима, легко настроить на другие частоты сверления металла, рабочие подачи. Применяться 2С132 может для высокоточных сверлильных работ, для сверления сквозного и по упору отверстий в стали до 50мм, для разнообразных расточных и резьбонарезных работ по стали, чугуну, цветным металлам. Наш станок 2С132К с накладным столом используется для разнообразных сверлильных работ по металлу. За счет настраиваемых автоматических подач производительность станка может быть мелкосерийной и серийной. Применение – для высокоточных сверлильных операций – сквозное и глухое сверление, рассверливание отверстий в стали, чугуне, легированных металлах, операции зенкования, развертывания. Нарезание резьбы у сверлильного станка 2С132К может вестись в ручном режиме, с ручной подачей инструмента, и с механической подачей шпинделя, когда резьбонарезание ведется с установленной подачей метчика и до определенной глубины. Крутящий момент шпинделя позволяет использование обычных спиралевидных сверл и инструмента с твердосплавными напайками. Станок 2С132К с крестовым столом может применяться как в промышленном производстве при серийной обработке.
Упаковка, хранение, распаковка и транспортировка 2С132
Для защиты станка, принадлежностей, инструмента, сменных и запасных частей от коррозии во время транспортировки на все неокрашенные поверхности наносится коррозионно-защитная смазка, т.е. проводится консервация. Консервация и расконсервация осуществляется в соответствии с ГОСТ 9.014-78 и ОСТ 2-Н89-30-79.
Консервация станка должна соответствовать группе П-1; инструмента, сменных и запас-ных частей – группе 1-2. Вариант временной защиты: В3-1. Вариант внутренней упаковки: для внутренних поставок – ВУ-1; для поставок на экспорт – ВУ-5. Гарантийный срок защиты без переконсервации – 1 год. Расконсервация производится маловязкими маслами или растворителями с последующим протиранием насухо.
Расконсервация станка. После установки станок необходимо тщательно очистить от антикоррозионных покрытий, нанесенных на открытые, а также закрытые кожухами и щитками обработанные и необработанные поверхности станка.
Очистка производится ветошью, смоченной уайт-спиритом. Затем, во избежание коррозии, очищенные поверхности покрыть тонким слоем индустриального масла И-20А ГОСТ 20799-88. Применение для чистки станка металлических предметов или наждачной бумаги не допускается.
Станок упаковывается коррозионно-защитной бумагой и полимерным чехлом.
Все прилагаемые к станку принадлежности, инструмент, сменные и запасные части, документация упакованы в ящики, помещаемые в ящик упаковки станка и надежно крепящиеся в ящике транспортируемого станка. Допускается безтарная (под чехлом) отгрузка продукции, которая оговаривается с пользователем и фиксируется в договоре. Документация, прилагаемая к станку, упаковывается в пакет из полиэтиленовой пленки и укладывается в ящик для документов, который помещается в место № 1.
Для микроклиматических районов с умеренным и холодным климатом в атмосфере любого типа станок должен храниться под навесом и/или в помещении, где колебания температуры и влажности воздуха существенно не отличаются от колебаний на открытом воздухе. Климатические факторы: температура воздуха ± 50ºС. Среднемесячное значение относительной влажности воздуха в наиболее теплый и влажный период 80% при 20ºС, продолжительностью 6 месяцев. Верхнее значение относительной влажности – 100% при 25ºС. Для любых микроклиматических районов, в том числе районов с тропическим климатом станок должен храниться в закрытых помещениях с естественной вентиляцией (без искусственно регулируемых климатических условий), где колебания температуры и влажности воздуха существенно меньше, чем на открытом воздухе. Климатические факторы: температура воздуха ± 50ºС. Среднемесячное значение относительной влажности воздуха в наиболее теплый и влажный пери-од 70% при 27ºС, верхнее значение относительной влажности – 98% при 35ºС. Не допускается хранение станка в упакованном виде свыше гарантийного срока защиты без переконсервации.
При распаковке необходимо сначала снять верхний щит упаковочного ящика, а затем – боковые. Необходимо следить за тем, чтобы не повредить станок распаковочным инструментом.
При распаковке станка особенно важно проследить, чтобы коррозионно-защитная пленка или бумага снимались после выравнивания температур станка и помещения (обычно через 48 часов). В противном случае возникает опасность коррозии в результате воздействия конденсата.
При распаковке необходимо проверить комплектность поставки и/или наличие возможных повреждений при транспортировке. После распаковки следует проверить наружное состояние узлов и деталей станка, а также наличие демонтированных со станка и упакованных отдельно его составных частей, инструмента и принадлежностей, запасных частей и технической документации согласно данному руководству.
Станок допускается транспортировать всеми видами транспорта. Перед доставкой станка тщательно спланируйте его выгрузку, а также транспортировку к месту монтажа. К моменту доставки Вашего станка транспортировочные и подъёмные приспособления должны быть в полной готовности. Перед доставкой станка следует устранить возможные препятствия на пути транспортировки от места выгрузки до места монтажа. При транспортировке нахождение людей в опасной зоне недопустимо!
Схема транспортировки станка
Особые указания при транспортировке:
Пользуйтесь только транспортными средствами с достаточной грузоподъёмностью, т.е. больше чем указанный транспортируемый вес! При выборе грузоподъемных устройств (лент, цепей, канатов и т.д.) обязательно убедитесь, что их максимально допустимая грузоподъемность достаточна для транспортируемого веса! Вес упакованного станка указан на ящике. При выгрузке станка в упакованном виде обязательно следуйте указаниям, имеющимся на наружной стороне упаковки! При транспортировке к месту установки и при опускании на фундамент (пол) необходимо следить за тем, чтобы станок не подвергался сильным толчкам и сотрясениям. Перед транспортировкой станка в распакованном виде необходимо убе-диться в том, что перемещающиеся узлы надежно закреплены: — подвижный стол находится в нижнем положении; — сверлильная головка опущена на упор стола и на деревянный брус, зажатый в тисках, закрепленных на подвижном столе; — упор головки вывернут и закреплен к упору стола. Станок может отгружаться и без тисков. В таком случае сверлильная голов-ка опущена на деревянный брус, закрепленный в заднем пазу стола, поджата и закреплена на колонне прижимными винтами. Стол также закреплен. Упор сверлильной головки вывернут и закреплен к упору стола.
Транспортировка станка осуществляется согласно схеме транспортировки. Для транспортировки распакованного станка используют штангу Ø35 мм, которую вставляют в отверстия колонны. При этом необходимо предохранить выступающие части и облицовку станка, для чего под канат подкладывают деревянные прокладки. После транспортировки станка с использованием подъемных средств и транспортных отверстий необходимо немедленно закрыть транспортные отверстия пробками, находящимися в ящике с запасными частями.
Основные виды работ станков вертикально-сверлильных 2С132 и 2С132К:
— разнообразные сверлильные операции по металлу, в ручном и полу-автоматическом режиме. Механическая подача инструмента настраивается через свою коробку подач.
— нарезание резьбы, внутренней, метрической. Настраивается величина хода подачи, скорость подачи метчика и включение реверса.
— рассверливание отверстий большего диаметра, сверление в чугуне, цветных сплавах, зенкование, развертывание
— на станке 2С132К имеется возможность продольной и поперечной подачи заготовки, наподобие фрезерного станка. Возможна фрезерная обработка небольших заготовок.
Плавающий стол
Эта деталь устройства необходима для сверления заготовок. Если заглянуть в паспорт, то можно увидеть, что он состоит из следующих составляющих: салазки, непосредственно сам стол и его основа. Стол движется засчет игольчатых подшипников продольного действия. Они же отвечают за движение салазок поперек. Салазки обеспечивают необходимое положение стола, делая все перемещения простыми и плавными.
Кинематическая схема станка 2С132
Стол сверлильного станка 2C132 фиксируется за счет специального зажима, включающего следующие узлы: верхняя тяга, эксцентриковый вал, два клина, нижняя тяга. Это часть агрегата регулируется за счет специального винта.
Модификации станка вертикально-сверлильного 2С132:
— станок универсальный вертикально-сверлильный 2С132. Имеет жесткую чугунную станину, направляющие движения вертикального узла, механическую подачу шпинделя.
— станок вертикально-сверлильный 2С132К с накладным крестовым столом. По желанию Заказчика прямоугольный стол может быть заменен круглым, поворотным, размеры варьируются.
— станок сверлильный 2С132П. Дополнительно имеет повышенный класс точности П, по ГОСТ. Предназначен для высокоточных сверлильных работ, возможно для глубинного сверления.
Станок вертикально-сверлильный 2С132 цена – 450000 рублей.
Производство РФ, гарантия 1 год.
Станок вертикально-сверлильный повышенной точности 2С132П цена – 520000 рублей.
Производство РБ, класс точности П по ГОСТ, гарантия 2 года.
Станок вертикальный сверлильный с крестовым столом 2С132К цена – 580000 рублей.
Конструкция и принцип работы сверлильных станков 2С132 и 2С132К:
2С132 и 2С132К используется в ручном и полуавтоматическом режиме, ручная подача режущего инструмента осуществляется маховиком, расположенным справа сверлильного станка, для повышенной производительности и удобства технического специалиста на станке включаются автоматические подачи сверла, метчика, зенкера. Наибольший диаметр сверления вертикального сверлильного станка 2С132 – 50мм, данные приведены при небольших частотах вращения сверла и подач. Автоматически нарезать метрическую внутреннюю резьбу можно от М3 до М33. На рабочий стол можно установить дополнительную оснастку для расширения технологических возможностей станка, с помощью поворотного стола можно производить операции сверления и фрезерования под различными углами, установленная на рабочий стол делительная головка позволяет точно обрабатывать зубчатые колеса и другие заготовки. При единичном производстве вертикально-сверлильный станок 2С132 легко переналаживать на другие сверлильные работы, подача инструмента в зону обработки может быть ручная или полу-автоматическая. Для повешения производительности специалист, работающий на станке, может подключить механические подачи. Стандартно по ГОСТ станок вертикально-сверлильный 2С132 устанавливается на ровную бетонную площадку на болты, при закупке станка перед его получением мы предварительно в Ваш адрес можем выслать схему установки. Скорость вращения шпинделя и сверла изменяется через коробку скоростей, которая, как и у фрезерных станков – шестеренчатая. При сверлильных и фрезерных работах класс точности — Н по ГОСТ 8-82. точность сверления по ГОСТ 8-82 – Н. Как отличительная особенность станина и основные узлы – чугунные, литые. Такая жесткость конструкции позволяет устанавливать на рабочий стол большие и тяжелые заготовки. Система подачи СОЖ (смазочная жидкость) включается с пульта управления, ее работа необходима при серийном сверлении деталей в несколько смен. Для предотвращения поломки инструмента основной электродвигатель оснащен предохранительной муфтой, срабатывающей при перегрузке. Все регулировки подачи сверла и скорости вращения происходят переключением рукояток, которые находятся на лицевой части нашего станка. Как и в других промышленных вертикально-сверлильных станках, у 2С132К коробка скоростей шестеренчатая, для передачи максимального момента от двигателя на шпиндель. С кнопок управления задаются команды: включение питания, подачи СОЖ, левое и правое вращение инструмента, останов шпинделя, режим нарезания резьбы. Весь вертикальный узел движется по направляющим «ласточкин хвост», на рабочем столе имеются Т-образные пазы для закрепления тисков. Через коробку скоростей задаются 15 частот вращения, рукоятки коробки подач имеют девять положений. Шпиндель устанавливается на опорных подшипниках. В сверлильной головке станка имеются основные узлы: коробка скоростей и подач, механизм подачи, противовес шпинделя. Система смазки обеспечивает долгую работу трущихся узлов. При заказе у нас станка 2С132К технические специалисты нашей компании СтанкоПоставка высылают схему транспортирования, установочный чертеж.
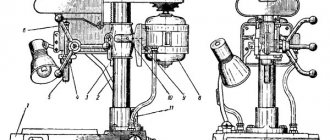
Основные части станка
Расположение и обозначение составных частей оборудования
1. Привод. 2С132.21.000 (1400 мин-1) 2. Коробка скоростей. 2С132.20.000 (1400 мин-1) 3. Насос плунжерный. 2С132К.24.000 4. Коробка подач. 2С132.30.000 5. Основание. 2С132.10.000 6. Механизм управления скоростями и подачами. 2С132.25.000 7. Шпиндель. 2С132.50.000 8. Электрооборудование. 2С132.95.000* (Российская) Электрооборудование. 2С132.92-1.000* (Телемеханик) 9. Сверлильная головка. 2С132.40.000 10. Система охлаждения. 2С132.80.000 11. Ограждение зоны резания. 2С132.45.000* * — Дополнительная опция
Технические характеристики вертикально-сверлильного станка по металлу 2С132 и 2С132К:
| Ø сверления в стали, мм | 50 |
| Метрическая внутренняя резьба | М3 – М33 |
| Высота устанавливаемой заготовки, мм | 800 |
| Масса устанавливаемой заготовки, кг | 600 |
| Вертикальный ход рабочего стола, мм | 300 |
| Вылет головки, мм | 170 |
| Вылет инструмента от колонны, мм | 300 |
| Габариты рабочего стола, мм | 500х500 |
| Для станка 2С132К: | |
| — параметры крестового стола, мм | 320*630, 240*425 |
| — круглый поворотный стол, мм | 250 |
| Длина Т-образного паза | 500 |
| Пазы стола, мм | 3шт по 18 |
| Шпиндель станка, конус Морзе | IV |
| Вылет шпинделя по вертикали, мм | 250 |
| Мощность главного двигателя, кВт | 4,0 |
| Рабочее напряжение сети, В | 380 |
| Общая мощность станка, кВт | 4,2 |
| Мощность шпинделя, кН | 15 |
| Частота вращения инструмента, об/мин | 31 – 1 400 |
| Механическая подача шпинделя, об/мин | 0,1 – 1,6 |
| Всего подач, шт. | 9 |
| Число скоростей, шт. | 12 |
| Момент на шпинделе, Нм | 400 |
| Габариты 2С132, м | 1,4х1,1х2,3 |
| Вес 2С132, кг | 1 520 |
Характеристики электрооборудования
| Основные параметры | Размеры |
| Питающая сеть: Род тока Частота тока, ГЦ Напряжение, В | переменный, трехфазный 50 (60*) + 2% 380 (220*) +10% |
| Электродвигатель привода главного движения: Номинальная мощность, кВт Номинальная частота вращения, мин—1 | 4 1430 |
| Электронасос системы охлаждения: Мощность, кВт Подача, л/мин | 0,12 22 |
| Количество электродвигателей на станке | 2 |
| Суммарная мощность установленных на станке электродвигателей, кВт | 4,12 |
Степень защиты электрооборудования
Электрическая панель вмонтирована в нише колонны.
Дверца ниши снабжена специальным замком и ключом, там же расположен предупреждающий знак «Опасное напряжение».
Корпус пульта управления имеет степень защиты IP44, ниша колонны имеет исполнение по степени защищенности IP43 по EN 60529.
Подключение станка к электросети должен производить специально подготовленный персонал, имеющий допуск по работе с электрооборудованием до 1000 В, ознакомившийся с разделом 2С132.95.000РЭ2 или 2С132.92-1.000 РЭ2.
После подключения к электросети все электрооборудование должно быть проверено на безупречную работу. Необходимо обеспечить правильное заземление станка и правильную изоляцию всех выходов. Все переключатели перевести в их исходное или нулевое положение, проверить, что все выключатели станка, конечные выключатели с ручным управлением и иные выключатели правильно установлены для надежной наладки.
После установки станка, до подключения его к цеховой сети, необходимо произвести замеры электрического сопротивления между шиной заземления и любой металлической частью станка с расположенными на ней элементами электрооборудования, которые могут оказаться под напряжением выше 24В в результате пробоя изоляции проводов. Измеренное сопротивление не должно превышать 0,1 Ом.