Консольный вертикально-фрезерный станок модели 6Р12 (6Т12) применяется для разнообразных работ на заготовках из металла и других материалов. Технологические возможности позволяют обрабатывать горизонтальные, вертикальные и наклонные плоскости, а так же различные пазы, углы.
Применяются станки 6Р12 (6Т12) в цехах основного производства, ремонтных участках, учебных мастерских.
Маркировка:
- 6 — фрезерная группа;
- Р — указывает на поколение станка;
- 1 — с вертикальным расположением шпинделя;
- 2 — характеризует параметры рабочей плоскости стола 300х1250 мм;
- Ф1 — укомплектован цифровой индикацией;
- Ф3 — с ЧПУ.
Похожие модели: 6М12П, 6Б12, 6Л12, 6Н12, 6Р12Б, 6Р12К, FSS350MR.
Конструктивные особенности
- Система предохранения от перегрузки.
- Высокая мощность привода и жесткость оборудования позволяют применять твердосплавный инструмент, которым являются различные фрезы: концевые, торцовые, дисковые, а так же сверла, развертки, зенкеры.
- Настройка на автоматические режимы позволяет интегрировать оборудование в производственные линии.
- Большие пределы частот вращения шпинделя и подач.
- Использование дополнительных принадлежностей и приспособлений значительно расширяют технологические возможности.
- Установка и закрепление заготовки осуществляется в машинных тисках или непосредственно на столе.
- Все направляющие закалены и отшлифованы.
- Подача охлаждающей жидкости в зону резания снижает износ инструмента и нагрев при фрезеровании.
- Устойчивость к вибрациям повышает точность получаемого изделия.
- С применением копировального приспособления допускается обработка криволинейных плоскостей.
- Механизированное крепление режущего инструмента внутри шпинделя.
- Удобство в эксплуатации и обслуживании.
- Нормальная точность по ГОСТ 8 — 77.
Применение и описание фрезерного станка 6Т12:
разнообразные фрезерные операции по металлу, вертикальное фрезерование, под различными углами. Эксплуатируется в полуавтоматическом режиме, подачи рабочего стола механические. Станок 6Т12 хорошо зарекомендовал себя в основном производстве на крупных машиностроительных предприятиях. Класс точности – Н и П, согласно ГОСТ 8-82. Фрезерная головка выполняет вертикальные операции, имеет поворот в обе стороны, для работ под различными углами. Производительность станка фрезерного 6Т12 может варьироваться от единичной и мелкосерийной, например, в ремонтных цехах, до среднесерийной, на промышленном производстве, все движения стола и инструмента механизированы.
Подключение станка
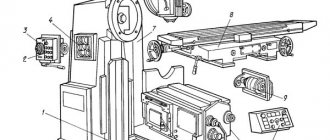
До подключения станка к питающей электросети подключите станок к цеховой системе заземления 4 (рис.1)
Подвод кабеля от цеховой электрической сети к вводным клеммам станка производится через крышку 5 на верхней стенке станции управления. Сечение жил кабеля (проводов) определяется номинальным током станка и номинальным током расцепителя вводного выключателя, указанных на табличке 1.
ВНИМАНИЕ! Станок должен быть надежно заземлен в соответствии с правилами и нормами.
ЗАПРЕЩАЕТСЯ РАБОТА НА СТАНКЕ С ОТКРЫТЫМИ ШКАФОМ УПРАВЛЕНИЯ И КЛЕММНОИ КОРОБКОЙ. ПРОФИЛАКТИЧЕСКИЙ РЕМОНТ, ОСМОТР И ЧИСТКУ ЭЛЕКТРООБОРУДОВАНИЯ ПРОИЗВОДИТЬ ТОЛЬКО ПРИ ОТКЛЮЧЕННОЙ ПИТАющЕЙ ЭЛЕКТРИЧЕСКОЙ СЕТИ.
Электрическое сопротивление, измеренное между винтом заземления и любой металлической частью станка, которая может оказаться под напряжением в результате пробоя изоляции, не должно превышать 0,1 Ом.
Обслуживание электрооборудования станка должно производиться специалистами по электрооборудованию станков.
Помните, что при отключенном вводном выключателе его верхние зажимы и вводной клеммный набор находятся под напряжением питающей сети. Снимать кожухи ЗАПРЕЩАЕТСЯ.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой дверке шкафа) в схеме предусмотрен деблокирующий переключатель SA1, установленный в шкафу управления. Этим переключателем должны пользоваться специалисты-электрики.
Основные виды работ станка фрезерного вертикального 6Т12:
— вертикальное фрезерование плоских, ступенчатых, криволинейных поверхностей
— черновые и чистовые операции, жесткость конструкции позволяет устанавливать тяжелые детали, без потери точности и производительности
— фрезерные и сверлильные работы под различными углами, за счет наклона головки
— обработка пазов, колес, горизонтальные поверхности деталей
— сверлильные, расточные работы, с автоматической подачей инструмента, сквозное сверление и по упору
— нарезание резьбы в полуавтоматическом режиме, тонкая настройка подачи.
Кинематическая схема
Основная задача кинематической схемы заключается в том, чтобы владелец понимал, как взаимодействуют и контактируют между собой основные элементы оборудования. Выноски включают в себя количество зубьев шестерен. Главное движение становится возможным благодаря фланцевому электрическому двигателю посредством упругой соединительной муфты. Количество оборотов способно меняться за счет передвижения трех зубчатых блоков по специальным шлицевым валам.
Подачи приводятся в действие с помощью фланцевого электрического двигателя, установленного в консоли. Благодаря двум трехвенцовым блокам и передвижному зубчатому колесу обеспечивается доступ к 18 различным подачам, которые передаются в консоль по шариковой предохранительной муфте.
Получение ускоренных перемещений становится возможным при включении фрикционов быстрого хода, который вращается благодаря промежуточным зубчатым колесам от электрического двигателя подач. Основным элементом всей конструкции станка является станина, на которой закрепляются остальные механизмы и узлы. Она жестко крепится к основанию с помощью набора штифтов.
Модификации консольно-фрезерного станка 6Т12:
— станок вертикальный консольно-фрезерный 6Т12. Класс точности Н по ГОСТ. В комплектности имеет поворотную фрезерную головку, пульт управления на поворотном кронштейне.
— фрезерный станок 6Т12П. Имеет повышенный класс точности, может быть оснащен устройством цифровой индикации.
— фрезерный станок 6Т12-К с кабинетной защитой зоны обработки. На рабочий стол устанавливаются раздвижные экраны, для уменьшения шумности станка, попадания наружу брызг от СОЖ и стружки.
Вертикальный фрезерный консольный станок 6Т12 цена – 1774000 рублей.
Станок новый, гарантия 1 год, предпродажная подготовка.
Как устроена поворотная головка станка?
На изображении выше представлен актуальный чертеж поворотной головки, которая используется в станке 6Т12. Ее центрируют в кольцевой выточке, расположенной в горловине станины, фиксируя 4-мя болтами, которые входят в 1-разный паз станинного фланца.
Шпиндель состоит из двухопорного вала, который интегрируется в выдвижную гильзу. Регулировка осевых люфтов сводится к необходимости подшлифовки колец 4 и 3. Устранение повышенного люфта в переднем подшипнике становится возможным за счет подтягивания гайки и подшлифовки кольца 5. От владельца требуется соблюдение правильного порядка проведения обслуживания. Чтобы избавиться от радиального люфта, величина которого составляет одну сотую миллиметра, требуется подшлифовка приблизительно на 0.12 миллиметров.
Конструкция и принцип работы станка вертикально-фрезерного 6Т12:
выполняет все виды фрезерных и сверлильных работ, рабочие размеры стола 320х1250мм позволяют надежно установить и обработать заготовку соответствующего размера, фрезерный станок позволяет обрабатывать мелкие и средние заготовки высотой до 450мм. Благодаря жесткой конструкции вертикального фрезерного станка 6Т12 и мощному электродвигателю, можно изготавливать детали со сложными формами, например пресс-формы, кулачки, штампы из различных сплавов. Вертикальная фрезерная головка у 6Т12 поворачивается на 45 градусов, что позволяет обрабатывать поверхности под углом, криволинейной формы. Так же для обработки длинных заготовок сама шпиндельная головка перемещается на выдвижном хоботе. Консоль фрезерного-вертикального станка 6Т12 позволяет рабочему столу вертикально перемещаться, при необходимости оператор может включить помимо ручной автоматическую подачу стола в вертикальном, поперечном и продольном направлениях. Расширить технологические возможности можно с помощью удобных приспособлений – поворотные наклоняемые столы, делительные головки разного диаметра, поворотные тиски, вся оснастка может устанавливаться и крепиться в Т-образные отверстия, которых на рабочем столе 3шт. Чертежи по посадочным и присоединительным размерам, габариты рабочего пространства высылаются по запросу.
Стоимость
Узнать подробную информацию и купить вертикально-фрезерный станок 6Р12 (6Т12) можно, связавшись с нами по телефону +7(4852) 66-40-25, через форму запроса на сайте, а так же по электронной почте: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. В кратчайшие сроки мы предоставим развернутое коммерческое предложение. Срок поставки и цена зависят от исполнения и комплектации. На новые станки предоставляем гарантию 12 месяцев. По дополнительному соглашению осуществляем транспортировку и пуско-наладку на площадях заказчика.
Устройство и принцип работы станка консольно-фрезерного вертикального 6Т12:
станок имеет мощный привод главного движения, 7,5кВт, что позволяет фрезеровать детали из труднообрабатываемых сплавов. Стол полностью механизирован, имеет автоматические подачи под всем трем осям. Для увеличения производительности станок имеет обратный ускоренный ход стола. Дополнительно фрезерный станок 6Т12 может оснащаться механизмом, контролирующим замедление рабочего хода стола в зависимости от размера подачи. Инструмент в шпинделе крепится механически. Для переключения скоростей без останова станка и его, по надобности, полного торможения консольно-фрезерный вертикальный станок оснащен современной электромагнитной муфтой. Для серийной обработки деталей на вертикально-фрезерном станке 6Т12 применяются автоматические и полуавтоматические циклы станка. По запросу наш технический отдел вышлет инструкцию по подключению к электрическому питанию, план фундамента. На каждом их поставляемых нами фрезерных станках имеется инвентарный номер, вместе с гарантийным талоном и сертификатом соответствия это является подтверждением качества. Станок консольно-фрезерный вертикальный 6Т12 является надежным станком, срок службы от 15 лет.
Эксплуатация
Для повышения эффективности эксплуатации каждый станок комплектуется набором вспомогательных схем – подшипников, строповки, смазки, кинематики и так далее. Остальная часть руководства включает в себя электрическое оборудование. Здесь указана принципиальная схема подключения электроприборов, а также приводится набор спецификаций для подбора запасных деталей.
На основе статистических данных, полученных в рамках многолетнего выпуска станка, производитель составил перечень быстроизнашивающихся деталей. Для них предусматривается отдельный чертеж каждого элемента. Благодаря унификации появляется возможность использовать запасные детали от других серий станков 6Т, включая 6Т13.
Технические характеристики вертикального фрезерного станка 6Т12:
| Размеры рабочего стола, мм | 1250х320 |
| Механический ход стола: | |
| — в продольном направлении, мм | 800 |
| — в поперечном направлении, мм | 320 |
| — в вертикальном направлении, мм | 420 |
| Вес устанавливаемой на стол заготовки, кг. | 630 |
| Поворот вертикальной головки, гр. | ± 45 |
| Шпиндель станка | 50 |
| Деление лимба при перемещении, мм | 0,05 |
| Механическая подача стола станка: | |
| — при продольном движении, мм/мин | 12 – 1600 |
| — в поперечном движении, мм/мин | 12 – 1600 |
| — в вертикальном движении, мм/мин | 4 – 530 |
| Ускоренный ход стола: | |
| — при продольном движении, м/мин | 4,0 |
| — в поперечном движении, м/мин | 4,0 |
| — в вертикальном движении, м/мин | 1,3 |
| Мощность главного электродвигателя, кВт | 7,5 |
| Частота вращения инструмента, об/мин | 31 – 1600 |
| Рабочее напряжение сети, В | 380 |
| Пазы стола, шт. | 3 |
| Класс точности по ГОСТ 8-82 | Н, П |
| Габариты 6Т12, м | 2,3х2х2,2 |
| Вес 6Т12, кг | 320 |
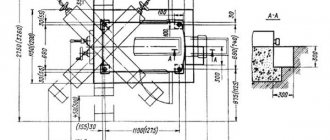
Как устанавливать 6Т12
Установка станка допускается на специальный фундамент или на бетонный пол, толщина которого должна быть не менее 300 мм. Такие меры оправданны. Как никак вес оборудования составляет 3250 кг. Только при соблюдении требований, предъявляемых к установке станка, производитель гарантирует спокойную и точную работу оборудования. При обустройстве фундамента необходимо предусмотреть колодцы под анкерные болты и приямок, куда будет сливаться охлаждающая жидкость из основания станины.
Станок на фундаменте необходимо выверить стальными клиньями, затем – подлить раствор цемента, а после того, как он застынет, закрепить станину фундаментными болтами.
Особые требования предъявляются к установке заземления и подводу напряжения. Ознакомиться с ними необходимо в инструкции по эксплуатации, которая в обязательном порядке поставляется вместе с 6Т12.
Указания по обслуживанию электрооборудования
Надежность и долговечность работы электрооборудования станка обеспечивается правильной эксплуатацией и надлежащим уходом.
Систематические технические осмотры и чистка электрооборудования от загрязнений являются обязательными.
Технические осмотры магнитных пускателей, реле и аппаратов защиты производить не реже одного раза в месяц. При осмотрах особо обратите внимание на правильное функционирование подвижных частей аппаратов, надежность крепления резъемных контактных соединений и крепежа аппаратов. Проверьте контактные системы электроаппаратов, при необходимости зачистить от нагара и отрегулировать.
Технические осмотры аппаратов ручного управления, трансформаторов, конденсаторов, резисторов и других неподвижных аппаратов производите не реже одного раза в шесть месяцев. При осмотрах проверьте надежность креплений, состояние цепей заземления. У трансформаторов проверьте величину сопротивления обмоток, которая должна быть не менее 0,5 Мом, измеренная мегомметром при напряжении 1000 В.
Периодичность осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца. При осмотрах электродвигателей необходимо очистить их от загрязнений, проверить надежность заземления и соединения с приводным механизмом.
Периодичность профилактических ремонтов электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в год или 4000 часов работы. При профилактическом ремонте производится разборка электродвигателя, внутренняя чистка и замена смазки подшипников. Перед набивкой свежей смазкой подшипники необходимо промыть бензином, камеру заполнить свежей смазкой на 2/3 ее объема. Рекомендуемые смазки для подшипников приведены в табл.8.
Схемы электрические принципиальные станка показаны на рис.2, 3.
Схемы электрические соединений станка, консоли, основного пульта, станции управления показаны на рис. 4…7.
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6Т82Г-29, 6T82-29, 6T12-29, 6Т82Ш-29, 6Т83Г-29, 6T83-29, 6T13-29, 6Т83Ш-29
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Дмитровского станкозавода, ДЗФС
Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
Электрооборудование фрезерных станков 6Н11, 6Н81, 6Н81Г, 6Н81А
Органы управления консольно-фрезерными станками 6Т82Г, 6T82, 6T12, 6Т82Ш, 6Т83Г, 6T83, 6T13, 6Т83Ш
Управление приводами станка осуществляется с пультов управления: основного 6 и бокового 7 (рис.1).
На основном пульте управления расположены: кнопки (клавиши)
- управления приводом стола;
- кнопки управления шпинделями;
- кнопка аварийного отключения.
переключатели:
- SА3 — выбора режима работы;
- SА6 — замедленного хода стола.
На боковом пульте управления расположены:
- QS3 переключатель для включения и отключения привода зажима инструмента;
- SА5 переключатель для выбора координаты перемещения стола;
- SВ5 кнопка для импульсного включения шпинделя;
- дублирующие кнопки управления приводами станка и аварийного отключения.
На правой боковой стенке электрошкафа выведена ручка 3 вводного выключателя.
На крышке левой ниши станины выведены ручки переключателей:
- QS1 — реверс первого шпинделя;
- SA2 — насоса охлаждения;
- QS2 — реверс второго шпинделя;
- SA7 — выбора циклов;
- SA4 — выбора вида рамочного цикла.
Сигнализация и блокировочные устройства
В целях удобства, надежности и безопасности работы на станках электрическая схема обеспечивает следующие световые сигнализации и электрические блокировки:
- а) на левой боковой стенке станции управления установлены сигнальная лампа HL3 с фильтром молочного цвета, указывающая на включенное состояние вводного выключателя и НL1 с фильтром красного цвета, предупреждающая о неисправности цепи управления;
- б) в станции управления установлена сигнальная лампа HL2 с фильтром красного цвета, предупреждающая обслуживающий персонал о включенном состоянии вводного выключателя при открытой дверке электрошкафа
- в) в станции управления установлено блокировочное устройство (SQ11, SA1), которое обеспечивает блокировку вводного выключателя с дверкой станции управления;
- г) реле контроля зажима инструмента К1 блокирует цепь включения главного привода (см.строка 28);
- д) исключается перемещение стола в рабочем режиме при отключенном приводе главного движения (см. КТ4 строка 48);
- е) исключается возможность включения привода главного движения при его торможении (см. КТ3, строка 40);
- ж) взаимной блокировкой исключается возможность включения подвижных узлов станка во взаимно противоположных направлениях;
- и) при одновременном отключении приводов стола и главного движения обеспечивается последовательность отключения (см.КТ4 строка 29);
- к) исключается возможность одновременного включения муфт подачи, быстрого и замедленного хода;
- л) при перемещении стола в поперечном и вертикальном направлениях от рукояток исключается возможность пуска привода стола в этих направлениях от кнопок. См.путевые выключатели SQ13, SQ14;
- м) при включении привода зажима инструмента происходит автоматическое торможение главного привода (см. QS3.7 строка 119);
- н) в режиме автоматического управления отключены органы управления, используемые в ручном и толчковом режимах управления (см.SАЗ.3 строка 45);
- п) в станции управления предусмотрены клеммные зажимы 45, 46 для подключения аппаратов контроля механизма зажима заготовки.