Основное назначение
Используются станки этого типа в первую очередь, конечно же, для расточки в заготовках отверстий разного диаметра. Но при необходимости их можно применять также для:
- обточки внешних поверхностей цилиндрических деталей;
- обработки торцов заготовок;
- зенкерования и развертывания отверстий;
- нарезания резьбы;
- фрезерования.
Виды расточных станков
Классифицироваться оборудование этого типа может по нескольким признакам. По сфере применения такие станки могут быть:
- универсальными токарно-расточными;
- специализированными.
Станки второй группы в свою очередь подразделяются на следующие разновидности:
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные.
В последнее время очень широкое распространение на предприятиях получили расточные станки с ЧПУ.
Расточные станки: модели отечественные и зарубежные
На отечественном рынке расточные станки представлены достаточно широко. Марок этого оборудования существует множество. В качестве примера можно привести:
- Выпускаемые компанией TOS Varnsdorf станки серий WH, WHN, WRD.
- Мобильные модели Climax производства США.
До сих пор большой популярностью на рынке пользуются и советские модели этой группы. К примеру, при желании можно приобрести горизонтально-расточные 2А614, 2А622, 2А635 либо координатно-расточные 2421, 2Е440, 2Е450 и т. д.
Каким может быть координатно расточной станок
Оборудование этого типа предназначено, прежде всего, для максимально точной обработки заготовок. Коородинатно-расточные станки могут быть:
- одностоечными;
- двухстоечными.
В конструкцию таких станков входят:
- станина;
- стойка;
- стол с салазками;
- расточная головка.
Также в конструкцию такого оборудования включена траверса.
Характеристика станков
Типы расточных станков зависят от особенностей их использования в производстве.
- Сверлильные. Ранее наиболее востребованный тип приспособлений, который можно было встретить в любом металлообрабатывающем предприятии. В настоящий момент большинство операций по сверлению выполняется на фрезерных станках. Сверлильные оборудования подразделяются на стандартные и специализированные (для конкретных деталей).
- Токарные. Активно используются мастерами для обрабатывания плоскостей и отверстий внутри корпусов. Их также называют координатными.
- Мобильно-наплавочные. Портативные приспособления, применяемые для ремонтных работ и восстановления цилиндрических пробоин на технике крупных габаритов. Незаменимы в области машинного, судового и авиационного видов строительства.
Особенности работы на коородинатно-расточном станке
При использовании оборудования этого типа обрабатываемую заготовку предварительно закрепляют на рабочем столе. Далее в шпинделе устанавливают нужный режущий инструмент. Затем работа выполняется в следующем порядке:
- в зависимости от того, какую высоту имеет обрабатываемая деталь, регулируют траверсу и расточную головку;
- устанавливают шпиндель на заданные координаты.
Последняя операция на таком оборудовании, как координатно-расточной станок, в зависимости от его вида, может выполняться по-разному. На одностоечной модели шпиндель устанавливается должным образом путем перемещения рабочего стола в двух перпендикулярных направлениях. На двухстоечном оборудовании:
- стол передвигают в продольном направлении;
- расточную головку перемещают в поперечном направлении по траверсе.
Типы оборудования
Как правило, на производствах используется три главных типа:
- Горизонтально-расточные станки;
- Координатно-расточные;
- Алмазно-расточные.
Наиболее распространены первые два вида.
Станки горизонтально-расточного типа
Главная особенность такого оборудования — горизонтальное расположение шпинделя, что дает ему возможность выдвигаться. Таким образом, можно сделать отверстие даже в не самых доступных местах габаритных деталей (стрел, рам, металлоконструкций).
Основное движение агрегата — вращательно-поступательное, совершается посредством шпинделя. Перемещаются не только инструменты, но и сами заготовки. Если возникает необходимость, то в процессе работы можно изменить подачу и скорость. Иногда при подаче задействуется специальная подложка.
В зависимости от комплектации могут быть и дополнительные движения вспомогательного характера:
- Шпиндельная бабка передвигается по вертикальной оси;
- Стол перемещается по ранее заданным координатам.
В некоторых моделях конструкцией предусмотрено, что может перемещаться люнет и задняя стойка. Они могут применяться для обработки изделий из чугуна либо литейной стали.
Расточные станки применяют в работе со сложными деталями, которые содержат многочисленные отверстия, пазы, уступы. По компоновке их разделяют на:
- Модели со шпинделем не более 125 мм. Предназначаются для обработки небольших заготовок. Стол подвижный по двум осям, расточные бабки перемещаются в вертикальном направлении.
- Модели со шпинделем 100−200 мм. Дают возможность работать со средними и большими деталями. Стол перемещается только по одной оси.
- Модели со шпинделем 125−320 мм. С их помощью можно обработать очень крупные детали. Стол неподвижный.
Координатно-расточные станки
Такие станки предназначены для сверления отверстий согласно определенным параметрам. Выполняют операции на различных заготовках. Высокоточная обработка получается за счет наличия специальных устройств: электронных, механических и оптических. Кроме того, поворотные столы также помогают получить нужные результаты: отверстие можно сделать, не смещая деталь. Модели не слишком габаритные, занимают немного полезного пространства.
Модели алмазно-расточного типа
Они позволяют проводить тонкое растачивание цилиндрических поверхностей. Если есть дополнительные комплектующие, то можно подвергать обработке конические поверхности и торцы с канавками вращения. Допустимо выполнять сверление пары отверстий, имеющих параллельные оси. Станки такого типа могут быть:
- Вертикальными;
- Наклонными;
- Комбинированными;
- Горизонтальными, стол — подвижный.
Модельный ряд координатно-расточных станков
Выпускают такое оборудование сегодня многие производители. Но чаще всего на предприятиях используются координатно-расточные станки:
- 2Е450. Эта одностоечная модель имеет размеры стола 630 х 1120 мм и оснащена оптической измерительной системой, дополненной экранным отсчетом. Также этот расточной станок имеет функцию автоматической остановки салазок. Еще одним повышающим удобство в работе дополнением в этой модели является устройство предварительного набора координат.
- 2Д450. Эта модель также имеет размеры стола 630 х 1120. Входящее в ее конструкцию оптическое устройство может отсчитывать как целую, так и дробную части координат.
Могут использоваться на предприятиях, конечно же, и другие координатные расточные станки. Модели 2А450, 2Л450АФ11-01, к примеру, также сегодня очень востребованы.
Горизонтально-расточные станки
Такое оборудование используется на предприятиях и в мастерских также достаточно часто. Основной его отличительной особенностью является то, что шпиндель в нем расположен горизонтально. Основным движением последнего является вращательно-поступательное относительно оси. При этом во время обточки может осуществляться как подача заготовки, так и передвижение самого рабочего инструмента.
Перемещение шпиндельной бабки на таком оборудовании, как горизонтально-расточной станок, является движением дополнительным.
Основные технические характеристики расточных станков
К основным техническим характеристикам относятся такие показатели как:
Габариты рабочего стола мм.; Диаметр выдвижного шпинделя мм.; Максимальные размеры и вес обрабатываемой заготовки Наибольшее перемещение по осям мм.; Диапазон скоростей оборотов шпинделя об/мин.; Диапазон рабочих подач мм/мин.; Мощность электродвигателя главного привода кВт.; Габариты станка и его вес.
Учитывая тот факт, что многие расточные станки относятся к уникальному оборудованию, их стоимость может составлять от нескольких сотен тысяч до нескольких десятков и сотен миллион рублей. Денежная стоимость металлорежущего оборудования зависит, прежде всего, от его технических и технологических характеристик, а также общего технического состояния интересующей модели расточного станка.
Какие модели могут использоваться
На рынок сегодня может поставляться оборудование этого типа как обычное универсальное со шпинделем диаметром 110-130 мм, так и тяжелое. Станки последней разновидности обычно дополнительно оснащаются ползуном и подвижной колонной.
Моделей такого оборудования производителями выпускается также множество. К примеру, большой популярностью у потребителей пользуются агрегаты линеек ВФЦ и F.O.R.T.
Горизонтально расточной станок ВФЦ может быть предназначен для обработки заготовок весом до 10 тонн. Применяются такие станки в основном для растачивания деталей из чугуна и стали. Построены эти модели по модульному принципу и имеют поворотный стол.
Станки серии F.O.R.T также представлены на рынке в очень широком ассортименте. Конструкцию они могут иметь классическую с крестообразным столом либо с подвижной колонной. Размеры стола у горизонтально-расточных станков F.O.R.T варьируются от 1250 х 1400 мм до 4000 х 4000 мм. Диаметр шпинделя при этом у них может быть равен 100-260 мм.
Лекции по разделу «Станки сверлильно -расточной группы»
Тема Станки сверлильно-расточной группы
Назначение и классификация.
Сверлильные станки
предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
Основной параметр станка — наибольший условный диаметр сверления отверстия (по стали). Кроме того, станок характеризуется вылетом и наибольшим ходом шпинделя, скоростными и другими показателями.
а б в г
Рисунок 4.16. Одношпиндельные (а, б) и многошпиндельные (в, г) вертикально-сверлильные станки:
а — настольный; б — среднего размера; в — на общей станине; г — с регулируемыми шпинделями
а б в
Рисунок 4.17. Радиально-сверлильные станки:
а — стационарный; б — передвижной по рельсам; в — переносной
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы. Приспособления, позволяющие использовать универсальные сверлильные станки в качестве специальных и специализированных, рассмотрены в учебнике.
Из достаточно большой номенклатуры сверлильных станков можно выделить следующие основные типы универсальных станков: одно- и многошпиндельные вертикально-сверлильные рисунок 4.13); радиально-сверлильные (рисунок 4.14); горизонтально-сверлильные для глубокого сверления (рисунок 4.15).
Рисунок 4.18. Горизонтально-сверлильные станки для глубокого сверления вращающихся (а) и неподвижных (б) заготовок:
Dn Ds — направления главного движения и подачи соответственно
Расточные станки
подразделяются на универсальные горизонтально-расточные и координатно-расточные.
Горизонтально-расточные
станки предназначены для растачивания, сверления, зенкерования и развертывания отверстии, нарезания резьбы и для обработки плоских поверхностей в деталях типа корпусов, кронштейнов и др. Эти станки используются в мелкосерийном и серийном производствах. В качестве инструмента в расточных станках используют резцы, фрезы, сверла, зенкеры, развертки, метчики. Инструменту сообщается главное вращательное движение. Движение подачи сообщается инструменту или заготовке.
Вертикально-сверлильные станки.
На станине 1 станка размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9
и сверлильная головка
3,
несущая шпиндель 7 и электродвигатель
2.
Заготовку или приспособление устанавливают на столе
9
станка, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
Управление коробками скоростей и подач осуществляется рукоятками 4, р
учная подача — штурвалом
5.
Глубину обработки контролируют по лимбу
6.
Противовес размещают в нише, электрооборудование вынесено в отдельный шкаф
12.
Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок. Внутренние полости фундаментной плиты в отдельных конструкциях станков служат резервуаром для СОЖ. Стол
9
можно перемещать по вертикальным направляющим вручную с помощью ходового винта, вращая рукоятку
10.
В некоторых моделях стол бывает неподвижным (съемным) или поворотным (откидным).
Охлаждающая жидкость подается электронасосом по шлангу 8.
Узлы сверлильной головки смазывают с помощью насоса, остальные узлы — вручную.
Сверлильная головка 3
представляет собой чугунную отливку, в которой смонтированы коробка скоростей, механизмы подачи и шпиндель. Коробка скоростей содержит двух- и трехвенцовый блоки зубчатых колес, переключениями которых с помощью одной из рукояток
4
шпиндель получает различные угловые скорости. Частота вращения шпинделя, как правило, изменяется ступенчато, что обеспечивается коробкой скоростей и двухскоростным электродвигателем
2.
Рисунок 4.19. Вертикально-сверлильный станок:
1 — колонна (станина); 2 — электродвигатель; 3 — сверлильная головка; 4 — рукоятки переключения коробок скоростей и подач; 5 — штурвал ручной подачи; 6 — лимб контроля глубины обработки; 7— шпиндель; 8— шланг для подачи СОЖ; 9 — стол; 10 — рукоятка подъема стола; 11 — фундаментная плита; 12 — шкаф электрооборудования
Рисунок 4.20. Вертикально сверлильный станок 2С132
Рисунок 4.21. Общий вид вертикально-сверлильного станка модели 2А135
Радиально-сверлильный станок
В отличие от вертикально-сверлильного в радиально-сверлильном станке оси отверстия заготовки и шпинделя совмещают путем перемещения шпинделя относительно неподвижной заготовки в радиальном и круговом направлениях (в полярных координатах). По конструкции радиально-сверлильные станки подразделяют на станки общего назначения (рисунок 4.22), переносные для обработки отверстий в заготовках больших размеров (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках и закрепляемые при обработке с помощью башмаков.
Рисунок 4.22. Общий вид радиально-сверлильного станка
На радиально-сверлильных станках общего назначения заготовку закрепляют на фундаментной плите 1
(см. рисунок 4.23) или приставном столе
9;
очень крупные заготовки устанавливают на полу. В цоколе плиты смонтирована тумба
2,
в которой может вращаться поворотная колонна
3.
Зажим колонны — гидравлический.
Рукав 6
перемещается по колонне от механизма подъема
4
и ходового винта
5.
Шпиндельная бабка 7смонтирована на рукаве и может перемещаться по нему вручную. В шпиндельной бабке размещены коробки скоростей, подач и органы управления. Шпиндель
8
с инструментом устанавливают относительно заготовки поворотом рукава и перемещением по нему шпиндельной бабки.
Рисунок 4.23. Радиально-сверлильный станок:
1 — плита; 2 — тумба; 3 — колонна; 4 — механизм подъема; 5 — ходовой винт; 6 — рукав; 7 — шпиндетьная бабка; 8 — шпиндель; 9 — приставной стол
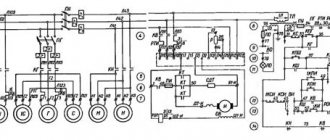
Сверлильные станки с ЧПУ
Вертикально-сверлильный станок с ЧПУ.
Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы и легкого прямолинейного фрезерования деталей из стали, чугуна и цветных металлов в условиях мелкосерийного и серийного производства. Револьверная головка
3
(рисунок 4.20) с автоматической сменой инструмента и крестовый стол
4
позволяют производить координатную обработку деталей типа крышек фланцев, панелей без предварительной разметки и применения кондукторов. Класс точности станка обычно П.
Станок оснащен замкнутой системой ЧПУ, в качестве датчиков обратной связи используются сельсины. Управление процессом позиционирования и обработки в прямоугольной системе координат осуществляет УЧПУ. Имеется цифровая индикация, предусмотрен ввод коррекции на длину инструмента. Точность позиционирования стола и салазок 0,05 мм, дискретность задания перемещений и цифровой индикации 0,01 мм. Число управляемых координат — 3/2 (всего/одновременно).
УЧПУ, смонтированное в шкафу 1, содержит считывающее устройство 10,
кодовый преобразователь
9,
блок технологических команд
6,
блоки управления приводами салазок 8 и стола 7. Для удобства визуального наблюдения за работой механизмов предусмотрен блок 11 ручного управления и сигнализации. УЧПУ оснащают различными дополнительными блоками: устройствами коррекции радиуса, длины и положения инструмента, значений подачи, скорости резания; индикации перемещений, датчиками обратной связи при нарезании резьбы; блоками контроля останова на рабочих и вспомогательных ходах и т.п.
Получив информацию через считывающее устройство 10,
УЧПУ выдает команды на автоматический привод перемещения рабочих органов станка, например на шаговый двигатель
5
привода салазок. Силовое электрооборудование размещено в шкафу
2,
откуда команды передаются на станочное электрооборудование. Рабочий орган станка — револьверная головка
3
с набором инструментов — обеспечивает обработку различными инструментами (до шести) в заданной программой последовательности.
Рисунок 4.24. Вертикально-сверлильный станок с ЧПУ:
1 — автономная стойка УЧПУ; 2 — шкаф силового электрооборудования; 3 — револьверная головка; 4— стол; 5— шаговый электродвигатель; 6, 7, 8, 11 — блоки управления; 9 — кодовый преобразователь; 10 — считывающее устройство.
Рисунок 4.25 Вертикально-сверлильный станок с ЧПУ
Горизонтально-расточные станки
Универсальный горизонтально-расточный станок с ручным управлением.
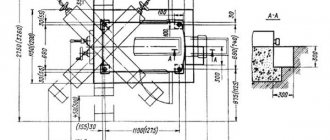
Станок предназначен для обработки заготовок больших размеров и массы. Станок (рисунок 4.26) имеет неподвижную переднюю стойку
3,
установленную на основании 11. На направляющих стойки может перемещаться вверх-вниз шпиндельная бабка 7 с расточным шпинделем
6
и планшайбой
5.
На направляющих основания расположены салазки
10,
а на них стол 9, который может перемещаться в продольном и поперечном направлениях относительно оси шпинделя и совершать круговое движение. На основании установлена задняя стойка 1 с люнетом
2,
предназначенным для дополнительной опоры конца борштанги при растачивании длинных отверстий. На планшайбе в радиальных направляющих смонтирован суппорт
4,
обеспечивающий обработку резцом плоских поверхностей и выточек. Управление станком осуществляется с пульта
8.
Координаты перемещения шпиндельной бабки, люнета, задней стойки и стола отсчитываются по лимбам или с помощью навесных оптических устройств (с точностью до 0,01 мм).
Главное движение
— вращение — шпиндель и планшайба
Рисунок 4.26. Универсальный горизонтально-расточный станок:
1,3 — стойки; 2 — люнет; 4 — суппорт; 5 — планшайба; 6 — шпиндель; 7 — шпиндельная бабка; 8 — пульт; 9 — стол; 10 — салазки; 11 — основание
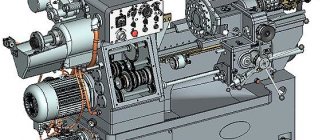
Рисунок 4.27. Универсальный горизонтально-расточный станок модели W100A.
Координатно-расточные станки
Назначение и конструктивные особенности.
Координатно-расточные станки предназначены для обработки отверстий с высокой точностью взаимного расположения относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве. На этих станках выполняют практически все операции, характерные для расточных станков. Кроме того, на координатно-расточных станках можно производить разметочные операции.
Для точного измерения координатных перемещений станки снабжены различными механическими, оптико-механическими, индуктивными и электронными устройствами отсчета, позволяющими измерять перемещения подвижных узлов с высокой точностью — 0,003…0,005 мм. Станки снабжены универсальными поворотными столами, дающими возможность обрабатывать отверстия в полярной системе координат и наклонные отверстия.
По компоновке станки выполняют одностоечными и двухстоечными. Главным движением является вращение шпинделя, а движением подачи — вертикальное перемещение шпинделя. Установочные движения в одностоечных станках — продольное и поперечное перемещение стола на заданные координаты и вертикальное перемещение шпиндельной бабки в зависимости от высоты детали; в двухстоечных станках — продольное перемещение стола, поперечное перемещение шпиндельной бабки по траверсе и вертикальное перемещение траверсы со шпиндельной бабкой.
Рисунок 4.28. Одностоечный координатно-расточный станок с ручным управлением:
1
— маховик ручного перемещения стола;
2
— кнопка перемещения салазок;
3
— пульты управления;
4
— шпиндель;
5
— рукоятка для ручного ускоренного перемещения шпинделя;
6
— указатель частоты вращения шпинделя; 7- коробка скоростей; 8 — шпиндельная бабка;
9
— стойка;
10 —
указатель скорости перемещения гильзы шпинделя;
11
— маховик для установки частоты вращения шпинделя;
12
— рукоятка для ручного точного перемещения шпинделя;
13
— кнопка перемещения гильзы шпинделя;
14
— кнопка перемещения стола;
15
— кнопка механизма набора координат салазок;
16
— стол;
17 —
салазки;
18
— направляющие;
19 —
станина;
20
— маховик ручного ускоренного перемещения стола;
21
— маховик ручного перемещения стола с микрометрической подачей;
22
— маховичок устройства приведения отсчета оптических систем к нулю;
23
— кнопка механизма набора координат стола;
24
— маховик ручного перемещения салазок с микрометрической подачей
Рисунок 4.29. Координатно—
расточные станки модели 2Е450
Контрольные вопросы
1. В чем отличие узлов вертикально-сверлильного и координатно-расточного станков?
2. Какие движения выполняет режущий инструмент вертикально-сверлильного станка при обработке отверстий?
3. Назовите основные узлы радиально-сверлильного станка. Для обработки каких деталей он предназначен?
4. Чем отличается горизонтально-расточный станок от токарного, и есть ли в движениях их узлов что-то общее?
5. Какой режущий инструмент применяется при обработке изделий на горизонтально-расточном станке с ЧПУ?
6. Где крепится заготовка на горизонтально-расточном станке?
7. Каково назначение координатно-расточных станков? Назовите их основные узлы.
Алмазно-расточные станки
Оборудование этой разновидности предназначено в основном для тонкой окончательной обработки заготовок. Инструменты в таких станках, как уже можно судить по их названию, используются либо алмазные, либо твердосплавные. Расточной станок этой разновидности может применяться для обработки заготовок как из стали и чугуна, так и из сплавов цветных металлов, эбонита, текстолита, резины и т. д. В ряде случаев алмазная расточка может заменить даже шлифование.
Резка на таком оборудовании производится со значительной скоростью и при этом небольшой глубиной снятия материала. По расположению шпинделя алмазно-расточные станки могут быть горизонтальными или вертикальными.
Расточные станки: назначение и сферы использования
Применяться такое оборудование может для выполнения таких операций, как:
- нарезание резьбы, внутренней и наружной;
- сверление отверстий глухих и сквозных;
- зенкерование;
- подрезка торцов заготовок;
- торцевое и цилиндрическое фрезерование и т. д.
Чаще всего это оборудование используется для чистовой или получистовой обработки. Однако бывает, что с его применением производят и чистовую. Корпус детали на таких станках обрабатывается редко, но иногда эта операция все же производится. Ремонт расточного станка выполняется примерно по такой же технологии, что и токарного. То же самое касается и особенностей эксплуатации. Конструкцию эти два типа станков имеют схожую. Как и многие другие специальные разновидности оборудования, предназначенного для обработки металлических и деревянных заготовок, расточный станок был когда-то сконструирован на основе именно токарного.
Токарно-расточные станки
Основной особенностью оборудования этой разновидности является очень высокая скорость вращения шпинделя. Токарно-расточной станок может использоваться для обработки как плоских деталей, так и цилиндрических.
При работе на таком оборудовании заготовка крепится на столе. При этом шпиндель совершает вращательно-поступательное движение.
Современной промышленностью выпускаются в том числе и токарно-расточные станки крупногабаритные. Диаметр обточки у такого оборудования может быть равен 4 м. При этом на станке допускается выполнять обработку деталей длиной до 32 м. Наиболее востребованной моделью токарно-расточного станка на данный момент является 2А656РФ11.
Виды по компоновке
Расточный станок обычно используется для обработки сложных по конфигурации деталей со множеством отверстий, пазов и уступов. По компоновке это оборудование классифицируется на:
- Модели с диаметром шпинделя до 125 мм. С использованием такого оборудования обрабатывают обычно небольшие заготовки. Стол у таких моделей может перемещаться по двум осям. Расточная бабка способна двигаться по колонне в вертикальном направлении.
- Оборудование с диаметром шпинделя 100-200 мм. Такой расточный станок предназначен для работы с заготовками средних размеров и крупными. У таких станков стол перемещается только в одном направлении.
- Модели со шпинделем 125-320 мм. Это оборудование применяется для обработки очень крупных деталей. У этих станков стол неподвижен.
Оборудование с ЧПУ
ЧПУ могут дополняться как алмазно-, так и горизонтально-, токарно- или координатно-расточные станки. Современная электроника, конечно же, в разы повышает удобство пользования этим оборудованием. Работой станка с ЧПУ токарь управляет не вручную, а через компьютер. Это позволяет добиться высочайшей точности сверления или резки и максимальной производительности.
Использоваться расточные станки с ЧПУ могут как для черновой, так и для чистовой обработки заготовок. Стоят они, конечно же, намного дороже обычных моделей. Работать на таких станках могут только токари, прошедшие переквалификацию по соответствующей программе.