Jig Сверлильный Станок Сверлильный Станок Сверлильный Станок Для Продажи Головка
ОСОБЕННОСТИ МАШИНЫ
1) Стол, ползун и перо перемещаются точно в рабочей зоне и образуют точную координату и, следовательно, станок с именем —- сверлильный станок. Станок специально разработан для расточки отверстий, поверхностей и прорезей, которые требуют точности критического положения. Дополнительный поворотный стол и различные аксессуары могут быть предложены для увеличения работоспособности машины.
2) Станок широко используется в таких отраслях, как изготовление штампов, машиностроение, энергетика, транспорт, приборостроение, электроника, военное дело, авиастроение, судостроение и т. Д. Для обработки листовых, валовых, гильзовых, коробчатых деталей. Он выполняет функции сверления, растачивания, фрезерования, точной резьбы и т. Д.
3) Движение рабочего стола контролируется серводвигателем переменного тока. На машине установлены роликовые направляющие, которые обеспечивают микроперемещение скольжения и рабочего стола.
4) Шпиндель управляется серводвигателем переменного тока
5) Быстрая подача шпиндельной бабки контролируется двигателем переменного тока
6) Датчик FAGOR и УЦИ используются для измерения движения ползуна и рабочего стола.
7) Машина имеет модульную конструкцию и очень удобна в эксплуатации, техобслуживании.
Технические характеристики:
JGB45B 6
1.1
2.2
| № | Поз. | JGB32B | Единица | ||
| 1 | размер рабочего стола | 320 × 600 | 450 × 800 | мм | |
| 2 | рабочий стол | 250 × 400 | 400 × 600 | мм | |
| 3 | подача рабочей поверхности | 50 ~ 500 | 50 ~ 1000 | мм / мин. | |
| 4 | минимальный отсчет в ле координаты ngth и ширина | 0.001 | 0,001 | мм | |
| 5 | Точность позиционирования по координатам длины и ширины | 0,002 | 0,003 | ||
| макс. расстояние от конца шпинделя до рабочего стола | 500 | 680 | мм | ||
| 7 | макс.ход шпиндельного стержня | 120 | 180 | мм | |
| 8 | Макс. диаметр сверления | 15 | 20 | мм | |
| 9 | Макс. диаметр сверления | 100 | 200 | мм | |
| 10 | шпинделя шпинделя | медленно | 100 ~ 800 | 50 ~ 500 | об / мин |
| быстро | 250 ~ 2000 | 200 ~ 2000 | об / мин | ||
| 11 | подача шпинделя | 0.02 0,04 0,08 | 0,02 0,04 0,06 0,11 0,20 0,36 | мм / р | |
| 12 | Главный двигатель (постоянный ток) | мощность | 1.1 | кВт | |
| скорость | 3000 | 3000 | об / мин | ||
| 13 | габаритные размеры | 154 × 126 × 202 | 198 × 163 × 252 | см | |
| 14 | вес нетто | ~ 2500 | ~ 5000 | кг | |
https: // smac.en.alibaba.com/product/60231742494-50021670/the_hot_sale_and_low_price_good_lathe_for_sale_CQ6263D_of_SMAC.html?spm=a2700.icbuShop.41413.10.1bf778a1kza9Il
Описание продукта
автоматической кондуктор скучного машин
1.High положение accuarcy : наиболее подходит для обработки таких деталей, как штампы, сверления или растачивания
приспособления и приспособления
2. более широкий диапазон применения: сверление, растачивание, фрезерование со средней нагрузкой, скрайбирование, масштабирование и измерение все в порядке
3.Различные размеры стола: , три стандартных размеров и многое другое, в зависимости от ваших потребностей
Инженерная команда
Профессиональная команда инженеров Специально для
автоматическая сверлильно-расточная машина
** ************************************************** *******************
Наше преимущество
Автоматический сверлильно-расточный станок
1.Более чем двадцатилетний опыт работы с промышленными продуктами
2. Все модели с CE, TUV, SGS, ISO9001 / 9002 ИЛИ утверждены другими органами
3.Высокая репутация во всем мире
4.Профессиональное обслуживание и технологическая поддержка
5. Конкурентоспособная цена с лучшим качеством, даже лучшим
6. Конечная экспортируемая продукция прошла бы строгую тестовую обработку третьим международным органом BIVAC
7.Более 20 лет опыта экспорта с нашей собственной компанией / производителем
. Tdg60 Цилиндровый расточный инструмент / Джиг Портативная машина / и Хонинговальное оборудование на продажу
TDG60 Переносной линейный расточной станок
TDG60 — это универсальный и модульный расточной станок с хорошими рабочими характеристиками для ремонта оборудования, он предлагает простую настройку и точную обработку для обрабатывающего оборудования.
При необходимости можно выбрать облицовочную головку и систему сварки с автоматическим отверстием.
Описание продукта
Технические данные:
| Диаметр прутка | 60 мм | 4439 0 4439 0 Описание продукта диаметр растачивания метр Подача 9012
Узел осевой подачи и узел вращения: Силовая часть привода: 7 9000 Для 9000 Сварочная система с автоматическим отверстием (опция):
Информация о компании Добро пожаловать на наш завод. Основные продукты: 1. Как отремонтировать отверстие в машине? Сначала вам понадобится переносной сверлильный станок 2.Как выбрать правильный сверлильный станок? Вам нужно сообщить нам, какой диаметр отверстия, и мы предложим вам подходящую модель сверлильного инструмента 3.Как выбрать двигатель привода? Вам нужно сообщить нам, какая машина и какая мощность понадобится, и мы можем предложить использовать расточный или гидравлический двигатель с электродвигателем, Электродвигатель будет более легким и гибким, гидравлическая — более мощной 4. У вас есть инструменты для ремонта облицовки? Да, мы можем предоставить опцию торцевой головки для ремонта некоторых машин 5.Включает ли машина в линию сварочную машину? Нет, мы можем предоставить автоматический сварочный аппарат для расточки отверстий, но он не входит в линейный сверлильный станок TDG60, вы можете щелкнуть ссылку, чтобы получить информацию: https://preview.alibaba.com /product/60332325454-802654840/Auto_bore_welder_rotary_welding_machine_BW350_for_MIG_welding_machine.html 6.Что такое MOQ вашей скучной линии? Линия сверления буфера TDG60 составляет 1 комплект, мы предложим хорошую скидку, если более 5 комплектов 7.Какое время доставки? У нашего TDG60 есть запас, мы можем отправить быстро, (иногда продаем в горячем виде, возможно, нужно 10 дней, нужно подтвердить с продажами), начинают время доставки после получения депозита 8. Can Вы предлагаете цену FOB / CIF? Мы обычно предлагаем цену EXW / CFR, мы также можем иметь дело с ценой FOB, но нужно добавить стоимость FOB. 9. Каковы условия оплаты? 50% предоплата и баланс оплаты перед отправкой 10.Какое отношение имеют SHENZHE JOYSUNG и DTH MACHINES? SHENZHEN DTH MACHINES CO., LTD. И SHENZHEN JOYSUNG MACHINERY CO., LTD. оба являются одним и тем же владельцем. JOYSUNG является брендом портативных машин №1 в Китае, DTH MACHINES является профессиональным экспортным отделом Звоните нам прямо сейчас !!! Спасибо большое !!! , Tdg60 Цилиндрический расточный станок Портативный станок TDG60 Переносной линейный расточной станок TDG60 — это универсальный и модульный расточной станок с хорошими рабочими характеристиками для ремонта оборудования, он предлагает простую настройку и точную обработку для обрабатывающего оборудования. При необходимости можно выбрать облицовочную головку и систему сварки с автоматическим отверстием. Описание продукта Технические данные: 4439 | ||||||||||||||||||||||||||||
Технические характеристики станка 2А450
Технические характеристики станка 2А450 это основной показатель пригодности станка к выполнению определенных работ. Для координатно-расточных станков основными характеристиками является:
- размер рабочей поверхности стола
- наибольший диаметр обработки сверления
- наибольший диаметр обработки растачивания
- растояние от торца шпинделя до рабочей поверхности стола
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 2А450. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 2А450
| Величины | ||
| Рабочая поверхность стола (ДхШ) | мм | 1100х630 |
| Наибольшее продольное перемещение стола | мм | 1000 |
| Наибольшее поперечное перемещение стола | мм | 630 |
| Расстояние от торца шпинделя до рабочей поверхности стола | мм | 250…750 |
| Наибольший ход шпинделя | мм | 250 |
| Вылет шпинделя от стойки | мм | 710 |
| Пределы чисел оборотов шпинделя (бесступенчато) | об/мин | 50…2000 |
| Пределы подач на один оборот шпинделя | мм | 0,03…0,16 |
| Наибольший диаметр сверления по стали в сплошном материале | мм | 30 |
| Наибольший диаметр расточки | мм | 250 |
| Допустимый вес обрабатываемого изделия при установке на столе станка | кг | 600 |
| Величина ускоренного перемещения стола и салазок | мм/мин | 1200 |
| Величина перемещения изделия при фрезеровании | мм/мин | 30…200 |
| Мощность электродвигателя шпинделя | кВт | 2 |
| Число оборотов двигателя шпинделя | об/мин | 700…2800 |
| Габаритные размеры станка | мм | 2670х3305х1266 |
| Вес станка | кг | 7300 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Паспорт станка 2А450
Данное руководство по эксплуатации «Паспорт станка 2А450» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации станка 2А450.
СОДЕРЖАНИЕ
- Назначение станка
- Техническая характеристика станка
- Требования к условиям эксплуатации станка
- Транспортировка станка
- Установка станка и подключение к электрической сети
- Паспорт координатно расточного станка
- Описание кинематической схемы станка
- Подготовка к пуску
- Управление станком
- Оптическая система отсчета координат
- Техника безопастности при работе на станке
Скачать паспорт координатно-расточного станка 2А450 в хорошем качестве можно по ссылке расположенной ниже.
ПАСПОРТа на Расточные станки
- 2А78; 2А78Н паспорт станка
- 2А430(Вильнюс)паспорт станка
- 2А450(Москва) (Куйбышев)паспорт станка
- 2А614-1паспорт станка
- 2А622-1; 2А620-1; 2А622Ф2-1; 2А620Ф2-1; 2А622Ф1-1; 2А620Ф1-1; 2А622ПФ1паспорт станка
- 2А635; 2Б635; 2В635; 2Г635 (Коломенск)паспорт станка
- 2А636Ф-1 паспорт станка
- 2Б660Ф1 (Новосибирск)паспорт станка
- 2В440А (Куйбышев)паспорт станка
- 2Г660Ф2 (Новосибирск)паспорт станка
- 2Д450АФ2 (Москва)паспорт станка
- 2Е78Ппаспорт станка
- 2Е440А (Куйбышев)паспорт станка
- 2Е450А (Москва)паспорт станка
- 2Л614; 2615 (ЧСЗ)паспорт станка
- 2М614Г, 2М615 (ЧСЗ)паспорт станка
- 2М(А)614-1 (ЧСЗ)паспорт станка
- 2Н636ГФ1; 2Н637ГФ1 (Коломна)паспорт станка
- 2У 430 (Каунас)паспорт станка
- 24К40СФ4 (Куйбышев)паспорт станка
- 2421паспорт станка
- 2431паспорт станка
- 2431С; 2431СФ10 (Каунас)паспорт станка
- 2455АФ2 (Куйбышев)паспорт станка
- 2620; 2622.паспорт станка
- 2620А (Ленинград)паспорт станка
- 2620В; 2620Е; 2622В; 2622П (Ленинград)паспорт станка
- 2652 (Рязань)паспорт станка
- 2654; 2656; 2657паспорт станка
- ИР320ПМФ4паспорт станка
- ИР 500 ПМФ4 (привода Mezomatic)смотреть демо версию
- КР-450М (Владимир)паспорт станка
- C-500 FKr SRS 500 (ГДР)паспорт станка
- МС 032.06 (Болгария) смотреть демо версию
- MCFHD 80 (NC452) MC 800H MAHOпаспорт станка
- TO 161 Cпаспорт станка
- VR 5N-B (Чехословакия) Кординатно сверлильныйпаспорт станка
- W100Aпаспорт станка
| . СКАЧАТЬ ПАСПОРТ СТАНКА БЕСПЛАТНО: |
ПАСПОРТ СТАНКА:
Паспорт — это основной технический документ, содержащий данные, характеризующие станок, рекомендации по установке его и уходу за ним. В паспорте указывают основные размеры станка, скорости шпинделя и стола, величины подач, величину наибольшего допустимого крутящего момента на шпинделе и мощность. В нем содержатся сведения об основных принадлежностях и приспособлениях к станку, о приводе, гидравлических механизмах, схеме управления станком, об устранении дефектов при работе, приводятся электро- и гидросхемы, кинематическая схема, спецификация подшипников, зубчатых колес, электродвигателей, золотников, клапанов и других устройств. Паспорт используется цеховым технологом как документ для назначения режимов обработки, подбора приспособлений, планировки размещения станка в цехе. Паспорт необходим также механику и энергетику как руководство по эксплуатации и ремонту станка; в него вносят данные о проведенных ремонтах и модернизации. При работе станка могут возникнуть различные неисправности, которые может устранить сам рабочий или сообщить о них слесарю-ремонтнику. Указания о методах исправления дефектов приведены в паспорте.
Предназначен для обработки отверстий с расположением осей размеры между которыми заданы в прямоугольной системе координат.
Шпиндельная коробка 2Д450. Механизм зажима стола 2Д450. Механизм перемещения салазок 2Д450.
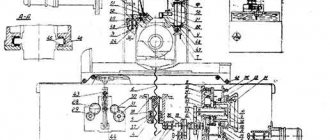
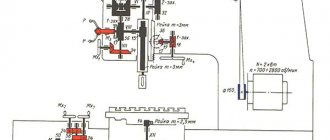
Шпиндельная коробка 2Д450.(рис. 89). Корпус шпиндельной коробки 1 имеет две V-образные призматические направляющие 5, с помощью которых коробка перемещается по двум вертикальным направляющим узла — блока направляющих.
Рис. 89. Шпиндельная коробка станка модели 2Д450:
1 —корпус шпиндельной коробки, 2 — винт зажима гильзы, 3 — рукоятка механизма перемещения гильзы, 4 — маховичок точного перемещения гильзы, 5 — направляющие, 6 — гильза, 7 — расточный шпиндель
В шпиндельной коробке смонтирована гильза 6 с расточным шпинделем 7, механизмом подачи гильзы и рукоятками ручного перемещения 3. Рукоятки 3 устроены так, что если на них нажать «от себя», произойдет включение фрикционной муфты, смонтированной в корпусе червячного колеса, в результате чего гильза получит механическое движение от привода подач. Если рукоятки потянуть «на себя» — муфта выключится, тогда можно, вращая их, осуществлять быстрое перемещение гильзы. Медленное перемещение для точной установки гильзы осуществляется маховичком 4.
Рис. 90. Расточный шпиндель станка модели 2Д450: 1 — шпиндель, 2 — патрон механического крепления инструмента, 3 — упругая лента, 4 — барабан, 5 — гильза
Внутри шпинделя 1 (рис. 90) смонтирован патрон 2 для механического крепления инструмента. В паз патрона вводится инструмент, имеющий специально оформленный хвостовик, и поворачивается. При движении гильзы 5 вниз инструмент закрепляется пружинами, смонтированными в шпинделе. При перемещении гильзы в верхнее крайнее положение пружины сжимаются и инструмент выталкивается из приемного конуса шпинделя. Уменьшение усилии, необходимых для перемещения гильзы, достигается за счет уравновешивания гильзы с помощью упругих лент 3, намотанных на ось барабана 4. В крайних положениях гильзы происходит автоматическое выключение подачи и вращения шпинделя.
При фрезеровании плоскостей и подрезке торцов гильза шпинделя должна быть закреплена. Для этой цели нижняя часть корпуса выполнена в виде хомута, охватывающего гильзу и стягиваемого винтом 2 (см. рис. 89) с квадратной головкой. В верхней части шпиндельной коробки (крышка снята) смонтирован механизм отключения подачи гильзы на заданной глубине. Этим механизмом обеспечивается автоматическое уменьшение величины подачи при подходе к заданному размеру и автоматическое отключение подачи при достижении размера.
Для точного измерения хода гильзы со столом поставляется съемное приспособление в виде стержня, монтируемого в корпусе шпиндельной коробки, и хомута с индикатором, устанавливаемого на гильзе. На стержне имеется откидная лапка, на которую устанавливается набор мерительных плиток, соответствующий измеряемому размеру (этот механизм подробно описывается в руководстве по эксплуатации станка).
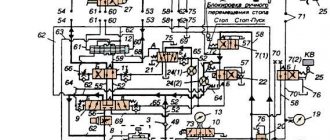
На рис. 91 показано устройство зажима стола. К столу 9 прикреплены ленты 8. При движении стола ленты располагаются с зазором относительно тормозных колодок 6, закрепленных на салазках 1. По окончании перемещения стола воздух из цилиндра 3 автоматически отводится и колодки 7 под действием пружин 2 прижимают ленту к тормозным колодкам 6. Регулировка зазоров между лентой и колодками осуществляется винтом 5 и гайкой 4.
Рис. 91. Механизм зажима стола станка модели 2Д450: 1 — салазки, 2— пружина, 3— цилиндр пневматический, 4 — гайка. 5 — винт регулировочный, 6 — колодка тормозная, 7 — колодка, 3 — лента, 9 — стол, 10 — направляющие качения
Завершился капитальный ремонт с модернизацией станка модели 2А450 1972 г.в.
Перед заключением договора на проведение работ по капитальному ремонту и модернизации станка модели 2А450 было проведено обследование станка, по результатам которого был разработан проект его модернизации и определены основные направления работ. Описание проведенных работ кратко представлено в данном отчете ниже.
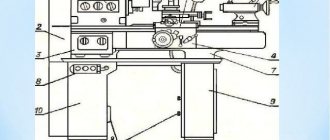
Модернизированный станок 2А450
В процессе работ по модернизации станка 2А450 был проведен капитальный ремонт механической части, включавший в себя: капитальный ремонт стола и станины, замену подшипников опор ШВП и доработку станины и стола под установку новой измерительной системы, капитальный ремонт приводов поперечной и продольной подачи стола, капитальный ремонт группы расточного шпинделя (в т.ч. шлифовка и шабровка направляющих под группу расточного шпинделя).
При проведении капитального ремонта станка 2А450 также была отремонтирована оригинальная коробка подач, в том числе и редуктор шпиндельной группы и расточного шпинделя. Кроме того, был выполнен капитальный ремонт двухступенчатой коробки скоростей и заменены все использовавшиеся ранее подшипники, для обеспечения максимальной плавности вращения.
Капитальный ремонт пневмосистемы и гидравлики станка 2А450 проводился по следующим направлениям:
- система смазки станка (с заменой лубрикатора на современную систему смазки).
- пневмосистема станка с частичной заменой аппаратуры.
- гидравлика станка с заменой гидроаппаратуры станка.
Безусловно, проведение ремонта гидравлической, пневматической и механической систем станка сопровождается дефектацией и заменой резинотехнических изделий.
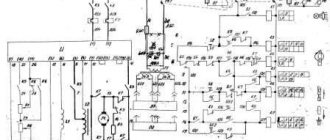
Модернизация электрической части станка выполнялась по следующим основным направлениям:
- замена контроллера
- полная замена электротрасс и электроавтоматики станка.
- замена электроприводов и электродвигателей главного движения и подач по координатным осям.
- проведение ревизии и ремонта асинхронных двигателей вспомогательных движений.
- установка линейных измерительных датчиков на соответствующие исполнительные механизмы станка.
В результате выполнения перечисленных выше работ станок 2А450 получил новую современную комплектную систему управления на базе системы ЧПУ NCT115, синхронных цифровых сервоприводов NCT серии DS-D и синхронных серводвигателей NCT серии А. Помимо этого, вместо старой громоздкой системы управления в новый малогабаритный электрический шкаф управления станком были установлены не только компактные цифровые привода и блоки питания NCT, но и новые компактные устройства электроавтоматики станка, что позволяет сократить площадь, занимаемую станком, а также существенно повышает удобство обслуживания электрической части станка. Кроме того, само по себе применение цифровых приводов позволяет существенно повысить качество обработки и расширяет функционал станочного оборудования. В сочетании с современными устройствами электроавтоматики, применение цифровых приводов NCT существенно повышает энергоэффективность станка, снижая количество потребляемой им электроэнергии.
Пульт управления с системой NCT115
Вместе с новой системой управления был изготовлен и смонтирован новый эргономичный подвижный пульт управления станком. Удобный пульт оператора в сочетании с FANUC-совместимым программированием системы ЧПУ NCT115 позволяют обеспечить комфортные условия работы оператора даже при продолжительных рабочих сменах. Система ЧПУ NCT115 позволяет:
- выполнять все наиболее часто употребляемые программные функции и машинные циклы, использующиеся при программировании в G-коде;
- обеспечивает возможность работы в ручном и покадровом режиме;
- обладает возможностью связи с ПК по интерфейсу RS 232;
- обладает системой диагностики исполнительных механизмов и отсчетных систем станка с индикацией неисправности.
Cтанок установлен на предприятии Заказчика, прошел приемо-сдаточные испытания и успешно выполняет задачи производственного участка.