Описание файла
Паспорт на станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
Мод. 3Л722А, 3Л722В, 3Л722В-70, 3Л722В-80, 3Л722В-001, 3Л722В-002
Липецкий станкостроительный завод (ЛСПО)
1990 год – 3L722V_3L722A_3L722V-70.djvu (13.57 MB)
1991 год – 3L722A_3L722V.djvu (8.96 MB)
Руководство по эксплуатации. Электрооборудование. Схемы электрические принципиальные – 3L722A_3L722V_Elektrooborudovanie.djvu (6.61 MB)
Чертежи и схемы – 3L722V_big.djvu (2.02 MB)
Скачать паспорт и электросхемы этого станка другого завода (г. Ленинград):
Станок 3Л722А. Плоскошлифовальный. Технические характеристики
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станке. Для плоскошлифовальных станков основными характеристиками является:
- Размеры рабочей поверхности станка
- Наибольшие размеры шлифуемого изделия
- Скорость продольного перемещения стола
- Скорость круга
Ниже приводится таблица с техническими характеристиками плоскошлифовального станка 3Л722А. Более подробно технические характеристики станка можно посмотреть в паспорте станка 3Л722А, скачать который можно ниже.
| Величины | ||
| Наибольшие размеры обрабатываемого изделия при номинальном диаметре круга без электромагнитной плиты (ДхШхВ) | мм | 1250х320х400 |
| Наибольшие размеры обрабатываемого изделия при номинальном диаметре круга на электромагнитной плите (ДхШхВ) | мм | 1250х320х280 |
| Наименьшие размеры обрабатываемого изделия, закрепленного на электромагнитной плите (ДхШхВ) | мм | 50х40х3 |
| Наибольшая масса обрабатываемого изделия на плите электромагнитной | кг | 400 |
| Наибольшая масса обрабатываемого изделия без плиты электромагнитной | кг | 600 |
| Наименьшее расстояние от оси шпинделя до рабочей поверхности стола | мм | 210 |
| Наибольшее расстояние от оси шпинделя до рабочей поверхности стола | мм | 625 |
| Пределы скорости перемещения стола | м/мин | 2…35 |
| Частота вращения шпинделя | об/мин | 1460 |
| Скорость шлифования принаибольшем диаметре шлифовального круга | м/сек | 34,4 |
| Габаритные размеры станка (ДхШхВ) | мм | 4810х2660х2660 |
| Масса станка | кг | 7000 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Сведения о производителе плоскошлифовального станка 3Л722В
Производитель плоскошлифовального станка 3Л722, 3Л722В, 3Л722А – Липецкий станкостроительный завод, ЛСЗ, основанный в 1929 году.
В 1956 года ремонтно-тракторный завод был переориентирован на выпуск станков и переименован в Липецкий станкостроительный завод.
Станки модели 3Л722В являются типовыми представителями гаммы плоскошлифовальных станков с прямоугольным столом среднего типоразмера и позволяет с микронной точностью обрабатывать плоские поверхности самых различных деталей. При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей.
Станки, выпускаемые Липецким станкостроительным заводом, ЛСЗ
ВВЕДЕНИЕ
Шлифовальные станки — оборудование, использующее в качестве режущего инструмента абразивный или алмазный круг. Применение этих станков определяется высокими требованиями к качеству поверхности, точности размеров, формы и положения обрабатываемых поверхностей и возможностью обработки труднообрабатываемых материалов. На шлифовальные станки, как правило, поступают заготовки, предварительно обработанные на других станках с оставлением небольшого припуска под шлифование, величина которого зависит от требований к шероховатости и точности обработки.
Вид и конструкция шлифовального станка определяется схемой шлифования, учитывающей форму обрабатываемой поверхности и ее расположение относительно рабочей поверхности шлифовального круга (станки для шлифования периферией или торцом круга) при обработке. Также учитывается направление движения подачи (продольно-шлифовальные и врезные шлифовальные станки), положение главного шпинделя (станки с горизонтальным или вертикальным шпинделями) и способ установки заготовки (центровые, патронные и бесцентровые станки).
Для всех шлифовальных станков характерна высокая производительность, которая определяется высокоскоростным режимом шлифования, позволяющим снимать большой объем материала в единицу времени (до 500 мм 3 /мин на 1 мм ширины круга) и широкой автоматизацией цикла обработки.
Плоскошлифовальные станки предназначены для чистовой обработки плоских и фасонных поверхностей на деталях разных размеров.
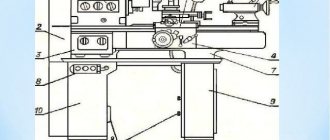
Расположение составных частей шлифовального станка 3Л722В
Расположение составных частей шлифовального станка 3Л722В
Перечень составных частей шлифовального станка 3Л722В
- Станина
- Стол
- Стойка
- Шлифовальная бабка
- Электрошкаф
- Гидроагрегат
- Станина стойки
- Пульт управления
- Редуктор поперечной подачи
- Агрегат охлаждения
По направляющим станины 1 возвратно-поступательно перемещается стол 2.
На лицевой части станины располагается пульт управления 8 и редуктор поперечной подачи 9.
К задней стенке станины стола, по центру, крепится станина стойки 7, в которой размещается привод поперечных подач.
По направляющим станины стойки перемещаются салазки, на которых жестко закреплена стойка 3.
Шлифовальный станок 3л722 схема
Универсальный плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем модели ЗБ722 (рис. 1) предназначен для шлифования плоскостей деталей периферией круга. Шлифуемые детали в зависимости от материала, формы и размеров могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола.
Кинематическая схема
Движение от маховика А (рис. 6) передается через шестерни 1,2, кулачковую муфту Б, коническую пару 3,4 на гайку 5, связанную с ходовым винтом 6. Так как гайка фиксирована от вертикального перемещения, то при ее вращении винт 6 будет перемещаться в осевом направлении, производя подачу каретки со шлифовальной бабкой.
Станина и стол
По направляющим станины 1 (рис. 7) перемещается стол 2, несущий цилиндр 3. Открывающиеся при движении стола направляющие станины закрыты двумя гибкими лентами 4. Ленты проходят в окна стола, образованные телом стола и привернутыми направляющими 5. Концы лент натянуты и неподвижно укреплены на торцах станины. При натяжении ленты отпускают гайки 6 и вращением винта 7 перемещают вниз колодку 8 с укрепленной на ней лентой, после чего вновь затягивают гайки 6. Для того, чтобы ленты при движении стола прилегали к направляющим станины, имеются ролики 9, вращающиеся на осях 10, укрепленных в привернутых планках 11.
Колонка
Колонка 1 (рис. 8), привернутая к тумбе станины 2, представляет собой жесткую литую раму с направляющими, по которым при помощи системы роликов 3, размещенных в сепараторе 4, перемещается каретка 5. Люфт в направляющих устраняется подгонкой планок 6 и клином каретки 7. Для визуального контроля за размером шлифуемого изделия предусмотрен индикатор 8 и кронштейн 9 с регулируемым упором.
Механизм вертикальной подачи
Механизм вертикальной подачи (рис. 9а, 96) крепится на передней панели станины 1 и закрывается крышками 2 и 3. Цилиндр механизма подачи 4 крепится к корпусу 5. Для увеличения долговечности храпового механизма собачка 6 выполнена в виде звездочки с шестью зубьями. Замена изношенного зуба на новый производится поворотом собачки. Для включения ускоренного перемещения полумуфта 7 перемещается рычагом 8 в крайнее правое положение, при котором маховик 9 оказывается отключенным от механизма. Кулачок 10 включает конечный выключатель 11, подготавливая ускоренное перемещение от электродвигателя. Ускоренное перемещение возможно только до тех пор, пока нажата кнопка. Для ликвидации зазора в зубчатом зацеплении привода перемещения перекрыщки 12 шестерни 13 и 14 выполнены сдвоенными. Во втулке откидного жесткого упора 15 укреплен палец 16, который упирается в неподвижную колодку 17, чем и определяется постоянное положение откидного упора. Смазка шестерен осуществляется маслом, стекающим с направляющих станины по трубке 18 и собирающимся на дне корпуса. Сектор 19 служит для автоматического прекращения подачи после снятия установленного припуска на обработку. Вращаясь вместе с лимбом 20, сектор 19 перекрывает зону качания собачки 6, постепенно уменьшая подачу до нуля.
Опора привода винта
Опора привода винта (рис. 9 а) служит для передачи движения от механизма вертикальной подачи к редуктору колонки. Корпус опоры 21 укреплен на привалочной плоскости тумбы 22. Валик-шестерня 23 вращается на двух роликовых конических подшипниках. Смазка конических шестерен 23 и 24 осуществляется самотеком через трубку 25.
Редуктор колонки
Редуктор колонки (рис. 9 а) служит для передачи движения от механизма вертикальной подачи через опору привода винта к каретке. Валик-шестерня 23 опоры привода винта вращает коническую шестерню 24, сидящую на шпонке на биметаллической гайке 26. При вращении гайки 26, закрепленной в осевом направлении с помощью двух радиальноупорных и упорного подшипников, винт 27 получает вертикальное перемещение. Вместе с винтом перемещается и каретка 28. Смазка пары гайка— ходовой винт производится через трубку 29 от лубрикатора, установленного на каретке.
Расположение органов управления шлифовальным станком 3Л722В
Расположение органов управления шлифовальным станком 3Л722В
Перечень органов управления шлифовального станка 3Л722В
- Кнопка «Гидропривод, пуск»
- Кнопка «Общий стоп»
- Кнопка «Размагничивание электромагнитной плиты»
- Кнопка включения возвратно-поступательного движения стола
- Кнопка включения намагничивания плиты
- Кнопка остановки движения стола
- Кнопка включения возвратно-поступательного движения стола
- Рукоятка изменения количества подаваемой СОЖ в зону резания
- Кнопка останова движения стойки
- Кнопка включения движения стойки от себя
- Рукоятка ручной вертикальной микроподачи
- Сигнальная лампа
- Сигнальная лампа
- Сигнальная лампа
- Сигнальные лампы
- Указатель нагрузки электродвигателя шлифовального круга
- Сигнальная лампа
- Сигнальные лампы
- Указатель величины скорости стола
- Сигнальная лампа
- Сигнальная лампа
- Сигнальная лампа
- Переключатель режима работы стойки
- Кнопка включения вращения шлифовального круга
- Переключатель режима вертикальных подач шлифовальной бабки
- Кнопки ускоренного вертикального перемещения шлифовальной бабки
- Кнопка толчкового вертикального перемещения шлифовальной бабки вниз
- Кнопка замедленного непрерывного вертикального перемещения шлифовальной бабки вниз
- Рукоятка автоматического выключателя
- Кнопки ускоренного вертикального перемещения шлифовальной бабки
- Переключатель характера вертикальных подач шлифовальной бабки в автоматическом режиме
- Переключатель выбора величины вертикальной автоматической подачи
- Рукоятки настройки величины хода стойки
- Кнопка остановки вращения шлифовального круга
- Выключатель системы подачи и очистки СОЖ
- Рукоятки настройки величины хода стойки
- Выключатель лампы местного освещения
- Рукоятка настройки величины автоматической поперечной подачи
- Рукоятки настройки величины и места хода стола
- Кнопка включения движения стойки на себя
- Рукоятки настройки величины и места хода стола
- Тумблер задания скорости стола
- Маховик ручного перемещения стойки
- Тяга режима работы поперечного перемещения стойки
- Рукоятка микрометрической подачи стойки
- Рукоятка включения ручной микрометрической подачи стойки
- Кнопка обнуления УЦИ.Ф5290
Система гидравлическая и смазочная шлифовального станка 3Л722В
Гидравлическая система станка осуществляет возвратно-поступательное перемещение стола с бесступенчатым регулированием скорости перемещения.
Описание работы гидросистемы смотрите в руководстве по эксплуатации комплектного гидропривода РГ48.3Д722.02, прилагаемого к станку.
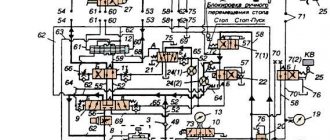
Для подключения комплектного гидропривода к станку следует использовать трубопроводы 5, 6 и 20 для дренажного слива из-под крышек цилиндра согласно схеме гидравлической принципиальной (рис.12).
Правильная и регулярная смазка станка имеет большое значение для нормальной его эксплуатации и долговечности.
Смазку необходимо производить смазочными материалами, указанными в карте смазки (см.табл.1) или их заменителями, приведенными в перечне рекомендуемых смазочных материалов (см.табл.2).
В станке применена централизованная система смазки горизонтальных направляющих станка и стола от смазочной станции.
ВНИМАНИЕ! Первую смену фильтроэлемента следует производить по мере засорения, но не позднее одного месяца со дня пуска станка в эксплуатацию, вторую – через три месяца, а далее – руководствуясь указаниями карты смазки.
Ежедневно необходимо следить за указателем засоренности фильтра, расположенного на его крышке.
Паспорт 3Л722А Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
Наименование издания: Часть 1: Руководство по эксплуатации (3Л722А.000.000 РЭ) – 41 страница Часть 2: Электрооборудование станка – 21 страница Часть 3: Схемы электрические – 47 страниц Часть 4: РГ48-3Д722-02 Комплектный гидропривод (РГ48-3Д722-02.00.000 РЭ) – 46 страниц Выпуск издания: — Год выпуска издания: 1990 Кол-во книг (папок): 4 Кол-во страниц: 155 Стоимость: Договорная Описание: Полный комплект документации
Содержание: Часть 1: Руководство по эксплуатации (3Л722А.000.000 РЭ) 1. Общие сведения — Общий вид станка 2. Основные технические данные и характеристики — Эскиз конца шпинделя — Эскиз пазов стола 3. Комплект поставки 4. Указания мер безопасности 5. Состав станка — Расположение составных частей станка — Расположение органов управления станком 6. Устройство и работа станка и его составных частей — Схема кинематическая — Механизм вертикальных подач — Редуктор поперечной подачи — Установка сельсина-датчика стола 7. Гидравлическая и смазочная системы станка — Схема гидравлическая принципиальная — Схема смазки принципиальная — Расположение мест смазки — Установка смазки 8. Порядок установки — Схема транспортирования станка — Установочный чертёж — Схема установки защитной ленты 9. Возможные неисправности и методы их устранения 10. Указания по эксплуатации, техническому обслуживанию и ремонту 11. Материалы по быстроизнашивающимся деталям — Колесо червячное (3Л722А.166.201) — Червяк (3Л722А.166.401) — Зубчатое колесо (3Л722А.322.401) — Блок-шестерня (3Л722А.322.402) — Зубчатое колесо (3Л722А.322.403) — Схема расположения подшипников качения 12. Протокол приёмосдаточных испытаний 13. Свидетельство о консервации 14. Свидетельство об упаковке Приложение 1: Испытание станка на соответствие нормам точности и жёсткости Приложение 2: Свидетельство о выходном контроле электрооборудования Приложение 3: Сведения о содержании драгоценных металлов Приложение 4: Перечень метрологической оснастки, применяемой при испытаниях станка на соответствие нормам точности
Часть 2: Электрооборудование станка 1. Краткая характеристика электрооборудования 2. Сведения о системе питания электрооборудования 3. Первоначальный пуск станка 4. Режимы работы станка 5. Схема управления станком 6. Защита, сигнализация, блокировки 7. Обслуживание, наладка Перечень элементов электрооборудования станка 8. Перечень элементов электрооборудования станка 9. Сведения о содержании драгоценных металлов в станке 10. Иллюстрации — Схема электрическая принципиальная управления поперечной подачей стойки — Схема электрическая принципиальная пускателя тиристорного (3Л722А.859.000) — Осциллограмма напряжений — Функциональная схема вертикальной подачи — Функциональная схема блока поперечной подачи — Схема электрическая принципиальная элемента Т-101 — Схема электрическая принципиальная элемента Т-102 — Схема электрическая принципиальная элемента Т-103 — Схема электрическая принципиальная элемента Т-402 — Схема электрическая принципиальная элемента Т-403 — Схема соединений проводов штепсельных разъёмов станка — Схема расположения элементов силового коммутатора (3Л722А.854.040) — Схема расположения элементов пускателя тиристорного (3Л722А.859.000) — Составные части станка и их соединения
Часть 3: Схемы электрические — Схема электрическая соединений комплектного гидропривода (РГ48-3Д722-02) — Схема электрическая соединений (3Л722А,В.850.000Э4) — Схема электрическая принципиальная силовая часть — Схема электрическая принципиальная — Схема электрическая принципиальная силового коммутатора управления шаговым двигателем — Схема электрическая принципиальная управления поперечной подачи стойки — Схема электрическая принципиальная блока реверса стола и стойки (3Л722А.858.000) — Пускатель тиристорный схема электрическая принципиальная (3Л722А.859.000) — Схема соединений проводов штепсельных разъёмов станка
Описание работы централизованной системы смазки станка 3Л722В
В целях улучшения теплового режима работы станции гидропривода передние дверцы, задний и верхний щиты допускается не устанавливать.
На рис.14 приведено расположение мест смазки. Смазка направляющих осуществляется от индивидуальной смазочной станции (рис.15), в резервуар 4 которой заливается отфильтрованное масло Т22 ГОСТ 32-74 или ВНЛИ НП-403 ГОСТ 16728-78 в количестве, указанном в табличке на установке смазки.
Величина настройки давления 0,5. 0,8 кгс/см² контролируется манометром 2. Для предотвращения включения движения стойки и стола при отсутствии смазки на направляющих в системе смазки установлено реле давления I типа РД8/10-000-03. Регулировка и визуальный контроль смазки на направляющих осуществляются дроссельным блоком смазки 8 (см.рис.13). При заворачивании регулировочных винтов блока изменяется зазор, а значит и величина расхода масла. Необходимое количество смазки, поступающей на направляющие, обеспечивается в том случае, когда поплавки дроссельного блока смазки 8 находятся между двумя красными линиями.
Масло к направляющим поступает через фильтр тонкой очистки 3 по трубопроводам 13. 14.15. 16, 17 (см.рис.13). Слив масла с направляющих осуществляется самотеком по трубопроводам 9, 10, II, 12 в полость направляющей части станины стойки, а оттуда – по трубопроводу 18 в резервуар станции смазки.
Фильтр 7 служит для очистки масла при заливании его через заливную горловину. В установку смазки входит насос 6 с электродвигателем.