Выпускается станок для шлифовки плоских металлических поверхностей на Липецком станкостроительном заводе. Оснащается 2 видами столов – прямоугольные, круглые. Используется в изготовлении подшипников и других деталей для автомашин, станков, тракторной техники. Особенность работы шлифовального профилированного круга, предназначенного для обработки фасонных деталей, заключается в способе обработки торцевой и периферической поверхностями.
Плоскошлифовальный станок 3Л722В
Плоскошлифовальный станок 3Л722В относятся к классу точности «А». Максимальные габариты обрабатываемых материалов при закреплении в бабках:
- длина – 1250 мм;
- ширина – 320 мм;
- высота – 400 мм.
Технические характеристики 3Л722В
Учитывая размеры рабочего стола, 1 метр в длину и 32 см в ширину, приходится признать, что в статичном положении заготовки охватить всю поверхность шлифовальным кругом 3Л722В невозможно без перемещения. Стол имеет продольную подачу. Основной движущийся инструмент – вращающийся шлифовальный круг получает направление подачи с бабки шпинделя, в котором крепится.
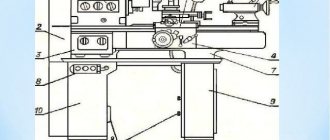
Общий вид плоскошлифовального станка 3Л722В
Кроме рабочего стола на 3Л722В крепление заготовок, весом до 400 кг возможно на магнитной плите. Обработка, при таком её расположении, производится вертикально. Только горизонтальная обработка возможна для деталей превышающих это значение. Ограничение веса при размещении на столе – 600 кг.
Скачать паспорт 3Л722
Размеры деталей обрабатываемых с закреплением на электромагнитной плите в мм
| Габариты | Максимальные | Минимальные |
| Длина | 1250 | 50 |
| Ширина | 320 | 40 |
| Высота | 280 | 3 |
При эксплуатации плоскошлифовального оборудования 3Л722В в режиме обработки деталей на столе используется гидравлическая система, сообщающая рабочей поверхности скорость возвратно-поступательного движения. Направление всего одно.
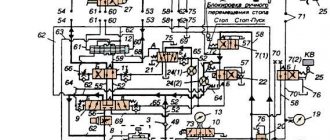
Кинематическая схема 3Л722В
Вращение шлифовального круга на базовой модели 3л722В 1460 оборотов в минуту. Руководство по эксплуатации станком состоит из нескольких разделов:
- характеристика электрооборудования;
- особенности первого пуска;
- описание режимов работы;
- схема управления;
- отладка и обслуживание;
- защита, звуковые сигналы;
- блокировочные устройства;
- этапы обслуживания и отладка механизмов;
- перечень электрических элементов плоскошлифовального станка и деталей из драгоценных металлов.
Плоскошлифовальный станок 3Л722В
Выпускается станок для шлифовки плоских металлических поверхностей на Липецком станкостроительном заводе. Оснащается 2 видами столов – прямоугольные, круглые. Используется в изготовлении подшипников и других деталей для автомашин, станков, тракторной техники. Особенность работы шлифовального профилированного круга, предназначенного для обработки фасонных деталей, заключается в способе обработки торцевой и периферической поверхностями.
Плоскошлифовальный станок 3Л722В относятся к классу точности «А». Максимальные габариты обрабатываемых материалов при закреплении в бабках:
- длина – 1250 мм;
- ширина – 320 мм;
- высота – 400 мм.
Технические характеристики 3Л722В
Учитывая размеры рабочего стола, 1 метр в длину и 32 см в ширину, приходится признать, что в статичном положении заготовки охватить всю поверхность шлифовальным кругом 3Л722В невозможно без перемещения. Стол имеет продольную подачу. Основной движущийся инструмент – вращающийся шлифовальный круг получает направление подачи с бабки шпинделя, в котором крепится.
Общий вид плоскошлифовального станка 3Л722В
Кроме рабочего стола на 3Л722В крепление заготовок, весом до 400 кг возможно на магнитной плите. Обработка, при таком её расположении, производится вертикально. Только горизонтальная обработка возможна для деталей превышающих это значение. Ограничение веса при размещении на столе – 600 кг.
Скачать паспорт 3Л722
При эксплуатации плоскошлифовального оборудования 3Л722В в режиме обработки деталей на столе используется гидравлическая система, сообщающая рабочей поверхности скорость возвратно-поступательного движения. Направление всего одно.
Кинематическая схема 3Л722В
Вращение шлифовального круга на базовой модели 3л722В 1460 оборотов в минуту. Руководство по эксплуатации станком состоит из нескольких разделов:
- характеристика электрооборудования;
- особенности первого пуска;
- описание режимов работы;
- схема управления;
- отладка и обслуживание;
- защита, звуковые сигналы;
- блокировочные устройства;
- этапы обслуживания и отладка механизмов;
- перечень электрических элементов плоскошлифовального станка и деталей из драгоценных металлов.
3Л722В характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 3л722в предназначены для точности обработки плоских и фасонных поверхностей. Станок может комплектоваться синусными плитами, позволяющими производить обработку деталей под разным углом.
Класс точности В Наибольшие размеры обрабатываемых изделий при номинальном диаметре круга, мм: без плиты электромагнитной: длина ……………………………. 1250 ширина …………………………. 320 высота …………………………… 400 на плите электромагнитной: длина ……………………………. 1250 ширина ……………………………. 320 высота …………………………… 280 Наименьшие размеры обрабатываемых изделий, закрепленных на плите электромагнитной, мм: длина ………………………………… 50 ширина ………………………………. 40 высота ……………………………… 3 Наибольшая масса обрабатываемых изделий, кг: на плите электромагнитной ………………. 400 без плиты электромагнитной ……………… 600 Расстояние от оси шпинделя до рабочей поверхности стола, мм: наименьшее ……………………………. 210 наибольшее …………………………… 625 Пределы скоростей перемещения стола (регулирование бесступенчатое), м/мин ……….. 2 …35 Круг шлифовальный по ГОСТ 2424-75 ……….. ПП450х80х203 Частота вращения шлифовального шпинделя, мин -1 .. 1460 Скорость шлифования при наибольшем диаметре шлифовального круга, м/с …………………… 34,4 Поперечное перемещение стойки, мм …………… 430 Скорость поперечного перемещения стойки, м/мин: при ускоренном перемещении, не менее …….. 1,2 в режиме правки ……………………….. 0,150 Предел прерывистой поперечной подачи стойки на ход стола (регулирование бесступенчатое), мм/ход ….. 1..60 Вертикальное перемещение шлифовальной бабки, мм: наибольшее ……………………………. 415 на одно деление лимба ………………….. 0,002 на один оборот лимба …………………… 0,2 при толчковой подаче …………………… 0,002…0,120 микрометрическое ручное ………………… есть Ускоренное вертикальное перемещение шлифовальной бабки, мм/мин ……………………… 200 Величина аварийного отскока шлифовальной бабки, мм, не менее ……………………….. 1,0 Габаритные размеры станка, мм: длина ………………………………… 4810 ширина……………………………….. 2660 высота……………………………….. 2660 Масса станка (без гидроагрегата, агрегата охлаждения, электрошкафа), кг………………. 6100 Масса станка, кг ………………………….. 7150 Относительный показатель использования материала , кг/кВт … 554 Относительный показатель использования электроэнергии, кВт/ом … 1,4 Корректированный уровень звуковой мощности, дБл … 99
Купить этот станок без посредников:
mashinform.ru
Капитальный ремонт плоскошлифовального станка
При эксплуатации станка истираются не только рабочие инструменты, но и внутренние вращающиеся узлы. Это приводит к снижению качества металлообработки. Модернизация и ремонт плоскошлифовальных станков 3л722В производится в Липецке и в Московской области.
При эксплуатации станка до 20 лет выход из строя его основных узлов имеет малую вероятность. Но с каждым годом возрастают возможности новых технологий оборудования 3Л722В. Для того чтобы станок соответствовал новейшим требованиям, ему необходима модернизация, доработка. Исходя из того, что основная схема принципиально не меняется, выдерживаются и основные параметры рабочих поверхностей, модернизация станка не отразится на внешнем виде и габаритах оборудования. Для мастера обслуживающего станок руководство производителя по эксплуатации и обслуживанию 3Л722В останется актуальным. Изменятся только некоторые характеристики мощности электрооборудования. Что необходимо учесть, заменив в инструкции характеристики усовершенствованных узлов. Капитальный ремонт оборудования, выпущенного пол столетия лет назад, заключается в полном обновлении электрических систем. Общая схема останется прежней, но в эксплуатации станок станет тише и мощнее, что обосновано заменой электродвигателя постоянного тока на аналогичный, работающий от переменного.
В процессе модернизации, при замене двигателя плоскошлифовального станка, меняется коробка передач и система управления. На смену ручным настройкам приходит ЧПУ. Установка программного управления имеет смысл только на отвечающее определённым требованиям точности оборудование. Это качество достигается исправными ходовыми винтами, подшипниками, зубчатыми редукторами, гладкими направляющими, отлаженной системой смазки.
Чего ждать от модернизации
Модернизация с заменой устаревших электрических узлов производится на агрегаты отечественного и зарубежного производства. Для станков Липецкого завода подходят агрегаты, выпускаемые фирмами Siemens и Omron, благодаря чему схема с релейным управлением становится современной – цифровой. Руководство по эксплуатации обновлённого таким способом оборудования изменится кардинально.
При капитальном ремонте механические узлы плоскошлифовального оборудования меняются на треть. Модернизация касается в основном электроприводов. Чаще всего замена электрической начинки проводится полностью.
После проведения капитального ремонта с установкой ЧПУ руководство по эксплуатации от изготовителя можно считать морально устаревшим, оно не соответствует обновлённым системам. Управление становится легче.
Описание файла
Паспорт на станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
Мод. 3Л722А, 3Л722В, 3Л722В-70, 3Л722В-80, 3Л722В-001, 3Л722В-002
Липецкий станкостроительный завод (ЛСПО)
1990 год – 3L722V_3L722A_3L722V-70.djvu (13.57 MB)
1991 год – 3L722A_3L722V.djvu (8.96 MB)
Руководство по эксплуатации. Электрооборудование. Схемы электрические принципиальные – 3L722A_3L722V_Elektrooborudovanie.djvu (6.61 MB)
Чертежи и схемы – 3L722V_big.djvu (2.02 MB)
Скачать паспорт и электросхемы этого станка другого завода (г. Ленинград):
Паспорт 3Л722А Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
Наименование издания: Часть 1: Руководство по эксплуатации (3Л722А.000.000 РЭ) – 41 страница Часть 2: Электрооборудование станка – 21 страница Часть 3: Схемы электрические – 47 страниц Часть 4: РГ48-3Д722-02 Комплектный гидропривод (РГ48-3Д722-02.00.000 РЭ) – 46 страниц Выпуск издания: — Год выпуска издания: 1990 Кол-во книг (папок): 4 Кол-во страниц: 155 Стоимость: Договорная Описание: Полный комплект документации
Содержание: Часть 1: Руководство по эксплуатации (3Л722А.000.000 РЭ) 1. Общие сведения — Общий вид станка 2. Основные технические данные и характеристики — Эскиз конца шпинделя — Эскиз пазов стола 3. Комплект поставки 4. Указания мер безопасности 5. Состав станка — Расположение составных частей станка — Расположение органов управления станком 6. Устройство и работа станка и его составных частей — Схема кинематическая — Механизм вертикальных подач — Редуктор поперечной подачи — Установка сельсина-датчика стола 7. Гидравлическая и смазочная системы станка — Схема гидравлическая принципиальная — Схема смазки принципиальная — Расположение мест смазки — Установка смазки 8. Порядок установки — Схема транспортирования станка — Установочный чертёж — Схема установки защитной ленты 9. Возможные неисправности и методы их устранения 10. Указания по эксплуатации, техническому обслуживанию и ремонту 11. Материалы по быстроизнашивающимся деталям — Колесо червячное (3Л722А.166.201) — Червяк (3Л722А.166.401) — Зубчатое колесо (3Л722А.322.401) — Блок-шестерня (3Л722А.322.402) — Зубчатое колесо (3Л722А.322.403) — Схема расположения подшипников качения 12. Протокол приёмосдаточных испытаний 13. Свидетельство о консервации 14. Свидетельство об упаковке Приложение 1: Испытание станка на соответствие нормам точности и жёсткости Приложение 2: Свидетельство о выходном контроле электрооборудования Приложение 3: Сведения о содержании драгоценных металлов Приложение 4: Перечень метрологической оснастки, применяемой при испытаниях станка на соответствие нормам точности
Описание работы централизованной системы смазки станка 3Л722В
В целях улучшения теплового режима работы станции гидропривода передние дверцы, задний и верхний щиты допускается не устанавливать.
На рис.14 приведено расположение мест смазки. Смазка направляющих осуществляется от индивидуальной смазочной станции (рис.15), в резервуар 4 которой заливается отфильтрованное масло Т22 ГОСТ 32-74 или ВНЛИ НП-403 ГОСТ 16728-78 в количестве, указанном в табличке на установке смазки.
Величина настройки давления 0,5. 0,8 кгс/см² контролируется манометром 2. Для предотвращения включения движения стойки и стола при отсутствии смазки на направляющих в системе смазки установлено реле давления I типа РД8/10-000-03. Регулировка и визуальный контроль смазки на направляющих осуществляются дроссельным блоком смазки 8 (см.рис.13). При заворачивании регулировочных винтов блока изменяется зазор, а значит и величина расхода масла. Необходимое количество смазки, поступающей на направляющие, обеспечивается в том случае, когда поплавки дроссельного блока смазки 8 находятся между двумя красными линиями.
Масло к направляющим поступает через фильтр тонкой очистки 3 по трубопроводам 13. 14.15. 16, 17 (см.рис.13). Слив масла с направляющих осуществляется самотеком по трубопроводам 9, 10, II, 12 в полость направляющей части станины стойки, а оттуда – по трубопроводу 18 в резервуар станции смазки.
Фильтр 7 служит для очистки масла при заливании его через заливную горловину. В установку смазки входит насос 6 с электродвигателем.
Шлифовальный станок 3л722 схема
Универсальный плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем модели ЗБ722 (рис. 1) предназначен для шлифования плоскостей деталей периферией круга. Шлифуемые детали в зависимости от материала, формы и размеров могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола.
Кинематическая схема
Движение от маховика А (рис. 6) передается через шестерни 1,2, кулачковую муфту Б, коническую пару 3,4 на гайку 5, связанную с ходовым винтом 6. Так как гайка фиксирована от вертикального перемещения, то при ее вращении винт 6 будет перемещаться в осевом направлении, производя подачу каретки со шлифовальной бабкой.
Станина и стол
По направляющим станины 1 (рис. 7) перемещается стол 2, несущий цилиндр 3. Открывающиеся при движении стола направляющие станины закрыты двумя гибкими лентами 4. Ленты проходят в окна стола, образованные телом стола и привернутыми направляющими 5. Концы лент натянуты и неподвижно укреплены на торцах станины. При натяжении ленты отпускают гайки 6 и вращением винта 7 перемещают вниз колодку 8 с укрепленной на ней лентой, после чего вновь затягивают гайки 6. Для того, чтобы ленты при движении стола прилегали к направляющим станины, имеются ролики 9, вращающиеся на осях 10, укрепленных в привернутых планках 11.
Колонка
Колонка 1 (рис. 8), привернутая к тумбе станины 2, представляет собой жесткую литую раму с направляющими, по которым при помощи системы роликов 3, размещенных в сепараторе 4, перемещается каретка 5. Люфт в направляющих устраняется подгонкой планок 6 и клином каретки 7. Для визуального контроля за размером шлифуемого изделия предусмотрен индикатор 8 и кронштейн 9 с регулируемым упором.
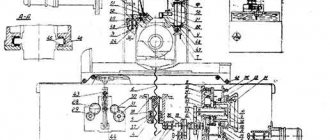
Механизм вертикальной подачи
Механизм вертикальной подачи (рис. 9а, 96) крепится на передней панели станины 1 и закрывается крышками 2 и 3. Цилиндр механизма подачи 4 крепится к корпусу 5. Для увеличения долговечности храпового механизма собачка 6 выполнена в виде звездочки с шестью зубьями. Замена изношенного зуба на новый производится поворотом собачки. Для включения ускоренного перемещения полумуфта 7 перемещается рычагом 8 в крайнее правое положение, при котором маховик 9 оказывается отключенным от механизма. Кулачок 10 включает конечный выключатель 11, подготавливая ускоренное перемещение от электродвигателя. Ускоренное перемещение возможно только до тех пор, пока нажата кнопка. Для ликвидации зазора в зубчатом зацеплении привода перемещения перекрыщки 12 шестерни 13 и 14 выполнены сдвоенными. Во втулке откидного жесткого упора 15 укреплен палец 16, который упирается в неподвижную колодку 17, чем и определяется постоянное положение откидного упора. Смазка шестерен осуществляется маслом, стекающим с направляющих станины по трубке 18 и собирающимся на дне корпуса. Сектор 19 служит для автоматического прекращения подачи после снятия установленного припуска на обработку. Вращаясь вместе с лимбом 20, сектор 19 перекрывает зону качания собачки 6, постепенно уменьшая подачу до нуля.
Опора привода винта
Опора привода винта (рис. 9 а) служит для передачи движения от механизма вертикальной подачи к редуктору колонки. Корпус опоры 21 укреплен на привалочной плоскости тумбы 22. Валик-шестерня 23 вращается на двух роликовых конических подшипниках. Смазка конических шестерен 23 и 24 осуществляется самотеком через трубку 25.
Редуктор колонки
Редуктор колонки (рис. 9 а) служит для передачи движения от механизма вертикальной подачи через опору привода винта к каретке. Валик-шестерня 23 опоры привода винта вращает коническую шестерню 24, сидящую на шпонке на биметаллической гайке 26. При вращении гайки 26, закрепленной в осевом направлении с помощью двух радиальноупорных и упорного подшипников, винт 27 получает вертикальное перемещение. Вместе с винтом перемещается и каретка 28. Смазка пары гайка— ходовой винт производится через трубку 29 от лубрикатора, установленного на каретке.
ВВЕДЕНИЕ
Шлифовальные станки — оборудование, использующее в качестве режущего инструмента абразивный или алмазный круг. Применение этих станков определяется высокими требованиями к качеству поверхности, точности размеров, формы и положения обрабатываемых поверхностей и возможностью обработки труднообрабатываемых материалов. На шлифовальные станки, как правило, поступают заготовки, предварительно обработанные на других станках с оставлением небольшого припуска под шлифование, величина которого зависит от требований к шероховатости и точности обработки.
Вид и конструкция шлифовального станка определяется схемой шлифования, учитывающей форму обрабатываемой поверхности и ее расположение относительно рабочей поверхности шлифовального круга (станки для шлифования периферией или торцом круга) при обработке. Также учитывается направление движения подачи (продольно-шлифовальные и врезные шлифовальные станки), положение главного шпинделя (станки с горизонтальным или вертикальным шпинделями) и способ установки заготовки (центровые, патронные и бесцентровые станки).
Для всех шлифовальных станков характерна высокая производительность, которая определяется высокоскоростным режимом шлифования, позволяющим снимать большой объем материала в единицу времени (до 500 мм 3 /мин на 1 мм ширины круга) и широкой автоматизацией цикла обработки.
Плоскошлифовальные станки предназначены для чистовой обработки плоских и фасонных поверхностей на деталях разных размеров.