Основные сведения
Круглошлифовальный станок — это устройство для автоматической шлифовки металлических изделий. Установка имеет вид большого стола, на который установлено дополнительное шлифовальное оборудование. Принцип работ круглошлифовальных станков прост. С помощью бабок или лафета в рабочей зоне устанавливается обрабатываемая металлическая деталь. После этого запускается шлифовальный круг, который вращается вокруг своей оси. Круг приближается к обрабатываемой детали, что приводит к зачистке металлической заготовки.
С помощью круглошлифовального станка можно обрабатывать цилиндрические, конические и торцевые заготовки, а также крупные отверстия. По конструкции различают центровые и бесцентровые модели. У центровых моделей заготовка закрепляется с помощью специальных бабок-пазов. Бесцентровых моделей заготовка фиксируется в рабочей зоне станка с помощью прижимного лафета. Круглошлифовальный станок выполняет такие задачи — абразивная затирка поверхности заготовки, удаление лишнего слоя металла, устранение неровностей на поверхности металла.
Элементы круглошлифовальных систем
- Рабочий стол. Выступает в качестве основы, на которую крепятся все основные элементы. У рабочего стола могут иметься небольшие колесики, которые используются для транспортировки установки. Рабочий стол делают из прочных металлических сплавов, как и другие элементы шлифовальной системы.
- Пазы-бабки (центровые модели). Используются для крепления деталей на рабочем столе. Пазы могут вращаться вокруг своей оси, что позволяет обрабатывать заготовку по всей своей площади + улучшает качество шлифовки. Некоторые пазы могут перемещаться также в продольном направлении, что позволяет изменять положение детали на рабочем столе прямо во время обработки. Пазы-бабки могут быть подвижными — это позволяет изменить угол расположения заготовки на рабочем столе. За счет этого становится возможным шлифовка конических заготовок.
- Лафет (бесцентровые модели). Лафет также используется для крепления деталей на рабочем столе. Основное отличие от пазов-бабок заключается в том, что лафет не имеет своей оси вращения (его можно перемещать только в горизонтальном направлении). Для обработки заготовки с разных сторон выполняется поворот самой заготовки на лафете.
- Абразивный диск-колесо. Расположен в перпендикулярном направлении относительно расположения заготовки на рабочем столе. Во время работы выполняет роль абразива, с помощью которого выполняется обработка. Абразивные диски бывают разной формы. Простые станки имеют фиксированное расположение диска. Универсальный круглошлифовальный станок имеет подвижное диск-колесо, что делает установку более универсальной.
- Привод. Используется для перемещения абразивного диска-колеса во время работы системы. Привод может быть механическим, гидравлическими и электрическим. Крупные системы обычно оборудованы электрическим приводом, что упрощает процедуру перемещения диска во время работы. Небольшие станки имеют механический или гидравлический привод, что позволяет снизить потребление электричества.
- Электродвигатель. Выполняет роль источника энергии, с помощью которого выполняется питание всех основных элементов установки (вращающиеся пазы-бабки, абразивный диск-колесо и другие). Если станок оборудован электрическим приводом, то двигатель также питает и этот элемент. Электродвигатели обычно имеют мощность в пределах от 5 до 15 киловатт, хотя встречаются и более мощные установки. Современные электродвигатели обычно имеют дополнительные защитные элементы, позволяет избежать перегрева системы.
- Охладительная система. Во время обработки происходит серьезный нагрев заготовки за счет трения. Чтобы избежать перегрева заготовки, многие современные станки оборудуются охладительной системой. Она имеет вид небольших краников, которые устанавливаются в активной зоне. Краники подключены к хладагенту (в качестве хладагента обычно выступает вода). Во время обработки детали происходит активация краников, что приводит к распылению хладагента в активной зоне.
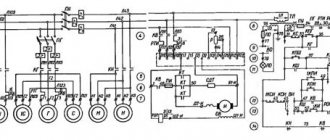
Схема электрическая принципиальная станка 3Б161
Электрическая схема круглошлифовального станка 3Б161
Станки оборудованы семью электроприводами: шлифовального круга, насоса гидравлики, насоса охлаждения, насоса смазки подшипников шпинделя шлифовальной бабки, насоса смазки направляющих станины, магнитного сепаратора и изделия.
Все электроприводы, кроме привода изделия, имеют асинхронные электродвигатели трехфазного тока с короткозамкнутым ротором. Электропривод изделия имеет электродвигатель постоянного тока с параллельной обмоткой возбуждения, который получает питание от блока магнитных усилителей и выпрямителей.
Скорость электродвигателя привода изделия можно бесступенчато регулировать в пределах от 250 до 2500 об/мин.
В станках предусмотрено местное освещение от пониженного напряжения 36 В.
Для цепей управления предусмотрено напряжение 127 В.
Цепи местного освещения и управления получают питание через понижающий трансформатор.
Станки выпускаются для питания от трехфазной сети переменного тока напряжением 380 В, 50 Гц.
По согласованию с заводом-изготовителем станки могут быть изготовлены и на другие напряжения питания, местного освещения и цепи управления.
Станция управления прикреплена к станине станка.
Описание электрической принципиальной схемы станка 3Б161
Для пуска станка необходимо включить автоматический выключатель АВ (рис. 1) и воздействовать на кнопку КПГ. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1С.
Убедившись в наличии циркуляции масла в двух прозрачных колпачках, расположенных на крышке корпуса шлифовальной бабки, воздействием на кнопку КПШ включаем электродвигатель шлифовального круга Ш.
Включение и выключение электродвигателя изделия И может быть осуществлено либо вручную при воздействии соответственно на кнопки КПИ (1КПИ), КСИ (1КСИ), либо автоматически при быстром подводе (включение) и отводе (отключение) шлифовальной бабки.
В первом случае выключатель ВИ должен быть установлен в положение, при котором замкнуты контакты 45—47, во втором случае — в положение, при котором замкнуты контакты 45—55.
Включение и отключение электродвигателя изделия при подводе и отводе шлифовальной бабки происходит в результате того, что микропереключатель КИ соответственно нажимается и освобождается.
Остановка электродвигателя И изделия происходит в режиме динамического торможения.
Включение и отключение электродвигателя Н насоса охлаждения при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш.
Это достигается с помощью переключателя ВН, который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
Отключение всех электродвигателей производится воздействием на кнопку КС.
Включение и отключение местного освещения производится выключателем ВО.
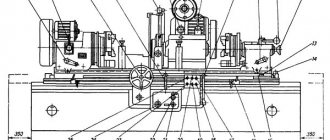
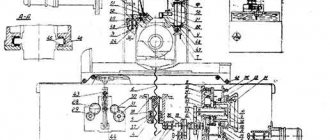
Монтажная схема представлена на рис. 2, схема размещения электрооборудования на станке — на рис. 3, символические изображения на пультах управления — на рис. 4, а схема трассы зануления на рис. 5.
Защита электрооборудования
Защита электрооборудования станка от коротких замыканий осуществляется автоматическими выключателями АВ, ПГ, ПН и плавкими вставками предохранителей ПИ, ПУ, ПО, а защита электродвигателей Ш, Г, И от перегрузки — тепловыми реле РТШ, РТГ, РТИ.
Тепловые реле имеют ручной возврат.
Защита электродвигателя И от разноса при обрыве поля обеспечивается реле РОП.
Виды круглошлифовальных станков
Пример компоновки станка ЗМ151
На практике на круглошлифовальных станках подвергаются обработке заготовки круглого или овального сечения. Шлифовка сложных деталей на этом оборудовании невозможна из-за специфики его конструкции. Это нужно учитывать при выборе модели станка.
Наиболее распространенными моделями круглошлифовальных станков является оборудование, в котором детали устанавливаются в центрах. Фиксация заготовки выполняется между передней и задней бабкой. Для повышения качества шлифования происходит вращение тела. При контакте его с абразивным диском происходит снятие излишка материала в виде металлической пыли стружки.
Кроме этой методики в последнее время набирают популярность так называемые бесцентровые круглошлифовальные станки. В них заготовка помещается на рабочий лафет и с одной стороны удерживается вспомогательным кругом, а другой подвергается шлифованию основным абразивом. Таким образом можно выполнить качественную тонкую обработку тонкостенных цилиндров или конусов. Степень прижатия регулируется с помощью системы автоматики.
Дополнительно необходимо учитывать такие особенности, которыми обладает круглошлифовальный станок:
- наличие поворотного стола. С его помощью можно осуществлять смещение заготовки относительно абразивного диска в горизонтальной и вертикальной плоскости;
- устройство механизма подач. Это может быть автоматизированный комплекс или его механический аналог. В последнем случае станки подобного типа применяют для чернового шлифования;
- возможность фиксации заготовки в центрах, патроне. Этот параметр относится только к оборудованию центрового типа.
В настоящее время выпускается большое количество моделей круглошлифовальных станков. Поэтому помимо выбора по конструктивным параметрам необходимо учитывать технические и эксплуатационные качества оборудования.
Перечень основных технических характеристик
Круглошлифовальный станок 3М152
В качестве примера можно рассмотреть работу стандартной модели круглошлифовального станка 3М152. В нем обрабатываемая деталь устанавливается в центрах. Аналогичной конструкцией обладает большая часть такого оборудования.
Лучше всего технические характеристики станка условно разделить по его узлам. Конструктивно он состоит из блока фиксации заготовки, обрабатывающего центра (шлифовальная бабка) и системы управления. Средняя масса подобного станка составляет около 8 тонн. При этом он имеет большие габариты, что предъявляет особые условия к монтажу и эксплуатации.
Основные технические параметры:
- максимально допустимые габариты и масса обрабатываемой заготовки;
- диаметры шлифования – минимальный и максимальный;
- расстояние от оси шпинделя передней бабки до поверхности рабочего стола.
Характеристики рабочего стола:
- смещение рабочего стола – максимальная длина;
- параметры ручного ускорения и замедления движения;
- углы поворота по часовой и против часовой стрелки;
- характеристики смещения с помощью гидравлической системы. Это необходимо для обработки массивных деталей.
Фиксация детали происходит между передней и задней бабками. Они должны анализироваться по следующим параметрам:
- частота вращения;
- для задней бабки — величина смещения пиноли.
Кроме этого учитывается суммарная потребляемая мощность оборудования, возможность установки вспомогательных конструкций и параметры системы охлаждения. Наличие последней является обязательным требованием для промышленных моделей круглошлифовальных станков.
Для поддержания станка в рабочем состоянии необходимо периодически проводить профилактические и ремонтные работы. Особенно важно своевременно наносить смазку на движущиеся части оборудования.
Устройство и конструктивные особенности
Устройство круглошлифовальных станков зависит от рабочих материалов и качественных требований к готовым изделиям. Выделяют следующие классы точности аппаратов:
- повышенной точности;
- высокой точности;
- особо высокой точности.
Рассмотрим особенности конструкции различных аппаратов и наиболее распространенные варианты компоновки.
Рабочие узлы
Независимо от типа исполнения основными элементами круглошлифовальных станков являются:
- станина;
- рабочий стол;
- шлифовальная и передняя бабки;
- механизмы управления.
В передней бабке монтируется привод к шпинделю, в шлифовальной – к кругу.
Главным элементом механизма управления является кнопочная станция. За ручное перемещение рабочего стола и шпиндельной бабки отвечают маховики, управление которыми осуществляется с помощью следующих рукояток и упоров:
- быстрая подача передней бабки;
- перемещения пиноли;
- регулировка скорости рабочего стола;
- отключение автоматического хода и реверса стола.
Помимо вышеперечисленных узлов и деталей, важную роль играют следующие элементы:
- Шлифовальная бабка. Отличается жесткостью конструкции. В зависимости от компоновки станка может представлять собой неподвижный или перемещаемый элемент. В нем расположен шпиндель, устанавливаемый на гидродинамические или другие опоры.
- Балансировочный механизм. Снижает колебательные процессы во время рабочего цикла. Существуют модели как с ручной, так и с автоматической балансировкой станка.
- Механизм правки рабочего инструмента. Регулирует форму контактного инструмента и поддерживает его функциональные возможности.
- Узел подачи. Отвечает за перемещение шлифовального круга.
- Задняя бабка. Является одним из элементов конструкции станков, для которых рабочим расположением заготовки является установка в центрах.
- Люнеты. Специальные опоры для работы с деталями большой длины.
Возможные варианты компоновки
Наиболее распространенными способами компоновки круглошлифовальных станков являются:
- патронная;
- центровая;
- бесцентровая.
Важный фактор – наличие второго стола. В бесцентровых моделях башмак является неподвижным элементом.
Модели с неподвижным ножом нашли свое применение на автоматических сборочных линиях. Их ценят за высокие качественные характеристики, ведь такая компоновка обеспечивает стабильность расположения оси заготовки независимо от состояния шлифовального инструмента станка. Конструкция такого оборудования отличается высокой технологической сложностью за счет подвижной бабки и механизма для ее перемещения.
Внутришлифовальные станки для обработки деталей из металла
Оборудование этого типа предназначается для улучшения качества внутренней поверхности готовой продукции. Часто причиной введения этой операции является увод оси отверстия на предыдущей операции. Процесс обработки осуществляется при помощи шпинделя, на котором установлен шлифовальный круг. Сам шпиндель имеет вращательное движение, и возвратно-поступательное движение.
Вращение шпинделя и вращения детали необходимы для плавности процесса резания. Возвратно-поступательное движение необходимо для формообразования поверхности. В сложных конструкциях шпиндель перемещается по 5 координатам. Для повышения качества обработки по возможности нужно шлифовать кулачки перед зажатием в них детали. Это позволяет значительно уменьшить биение при базировании. В идеальной ситуации также лучше проверить биение заготовки в кулачках перед обработкой.
Устройство этого типа оборудования отличается, в зависимости от параметров
Одношпиндельные станки
Эти оборудование осуществляет шлифование деталей конической или цилиндрической формы;
Станки с дополнительным шпинделем
Эти оборудование осуществляет одновременно внутреннее и торцевое шлифования;
Двухсторонние станки
Эти оборудование осуществляет одновременное двухстороннее шлифование сквозных отверстий.
Большие сложности при работе на внутришлифовальном станке имеет отвод пыли от шлифования из зоны обработки. Эту проблему успешно можно решить с помощью специального магнитного устройства. Благодаря ему стружка просто вытягивается из зоны резания.
Выбор и покупка круглошлифовального станка по металлу
В магазине строительной техники Диам Алмаз вы сможете выбрать и купить подходящий для ваших нужд станок лучших российских производителей. Цены станков отличаются исходя из рабочих характеристик, а именно: диаметра и длины заготовки, скорости вращения шпинделя и пр. В наличии круглошлифовальные станки с мощностью в 2,2-7,5 кВт. Если вас заинтересовала покупка станка, другого оборудования и комплектующих, позвоните в наш магазин.
Наши менеджеры не только смогут профессионально проконсультировать вас по любому вопросу, но и помогут подобрать ту модель оборудования, которая оптимально подойдет для целей вашего производства.Заказывая технику у нас, вы гарантированно получаете лучшие товары и качественные услуги.
Круглошлифовальный станок 3м151
Этот агрегат работает в нашей стране уже очень долго. Он помогает на высшем уровне обрабатывать цилиндрические, прерывистые цилиндрические части, а также поверхность разных конусов.
Благодаря своей уникальности, агрегат 3м151 помогает работать с самыми сложными заготовками. Способ шлифовки, который применяется в таком станке, называют продольным или врезным. Приборы, которые устанавливают на этом станке, дают возможность полностью контролировать как размер заготовки, так и процесс самой обработки.
Дополнительно нужно учитывать следующие тонкости, которыми обладает круглошлифовальный агрегат:
- Наличие поворотного столика. Благодаря этому столу можно делать смещение изделия относительно абразивного диска в горизонтальной и вертикальной части;
- Прибор механизма подач. Это может быть автоматический комплекс или его специальный аналог. В последнем случае агрегаты такого типа используют для черновой шлифовки.
- Возможность фиксации изделий в центрах, патроне. Этот фактор относится лишь к оборудованию центрового типа.
Агрегат помогает специалисту быстро работать с изделиями длиной в 700 мм, и диаметром 200 мм. Частота, с которой начнет вращаться шлифовальный круг агрегата, будет равняться 1590 мин-1. Получается, что скорость перемещения столика (которую можно регулировать бесступенчато) составит 0,05−500 мин-1. В последнее время выпускается огромное количество моделей таких станков. Поэтому помимо выбора по стандартным параметрам нужно смотреть на технические и эксплуатационные качества.
Такие круглошлифовальные агрегаты приносят огромную пользу и сейчас очень сложно без них обойтись, они требуются практически везде.
Конструкция станка
Станина и столы
Станина станка состоит из двух частей: передней и задней. По направляющим передней части ее перемещается стол в продольном направлении.
Верхняя часть стола поворотная, что дает возможность шлифовать детали конической формы. На верхней части стола расположены передняя и задняя бабки для установки между ними шлифуемой детали. Направляющие задней части станины служат для поперечного перемещения шлифовальной бабки. Для установки верхней части стола при шлифовании конических или цилиндрических деталей справа на столе имеется механизм поворота с лимбом и указателем (фиг. 163). Пользуясь лимбом и указателем, приближенно устанавливают угол поворота верхней части стола. Для точной установки стола на требуемый угол производят следующее: ослабив зажимы, вращением винта перемещают верхнюю часть стола, а затем закрепляют ее в нужном положении и шлифуют поверхность с весьма малой глубиной резания. Произведя измерение размеров шлифуемого вала на его концах, по результатам обмеров корректируют угол поворота верхней части стола, если он окажется неправильным. После установления необходимого угла поворота стола производится окончательное закрепление зажимов стола и шлифование.
Читать также: Вытяжные заклепки как пользоваться
Сведения о производителе круглошлифовального станкаа 3151
Производитель круглошлифовального станкаа 3151 — Харьковский станкостроительный завод в настоящее время ОАО «Харьковский станкостроительный )
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
Станки, выпускаемые Харьковским станкостроительным заводом
- 2В56
станок радиально-сверлильный Ø 50 - 3А151
станок круглошлифовальный с гидравлическим механизмом врезания Ø 200 х 700 - 3А161
станок круглошлифовальный с гидравлическим механизмом врезания Ø 280 х 1000 - 3А164
станок круглошлифовальный Ø 400 х 2000 - 3Б151
станок круглошлифовальный Ø 200 х 700 - 3Б161
станок круглошлифовальный Ø 280 х 1000 - 3М132в
станок круглошлифовальный Ø 280 х 1000 - 3М151, 3М152, 3М162, 3М163
станок круглошлифовальный Ø 200 х 700, Ø 200 х 1000, Ø 280 х 1000, Ø 280 х 1400 - 3М151Ф2
станок круглошлифовальный с ЧПУ Ø 200 х 700 - 3М193
станок круглошлифовальный тяжелый повышенной точности Ø 560 х 2800 - 3М194
станок круглошлифовальный тяжелый повышенной точности Ø 560 х 4000 - 3М196
станок круглошлифовальный тяжелый повышенной точности Ø 800 х 4000 - 3М197
станок круглошлифовальный тяжелый повышенной точности Ø 800 х 6000 - 3130
станок круглошлифовальный Ø 280 х 700 - 3132
станок круглошлифовальный Ø 280 х 1000 - 3151
станок круглошлифовальный Ø 150 х 750
Круглошлифовальные станки: характеристики
Разбираемся дальше. Главный инструмент, который имеет круглошлифовальный станок — это, конечно же, шлифовальный круг. Он может быть самой разной формы и предназначается для обработки разных деталей. В зависимости от характера работ, которые выполняет круглошлифовальный станок, он может относиться к разным группам такого оборудования. Например существуют круглошлифовальные агрегаты центровые и бесцентровые, внутришлифовальные и плоскошлифовальные. Кроме этих групп, также есть станки, которые применяются на предприятиях машиностроения. При их помощи обрабатываются всевозможные резьбы, зубья колес и шестеренок, а также шлицы.
Самые современные автоматические круглошлифовальные агрегаты имеют очень большие возможности. Они обеспечиваются системами, которые позволяют человеку запрограммировать технологический процесс и до минимума свести вмешательство в работу оборудования. В некоторых агрегатах объем памяти позволяет загружать в нее большое количество программ. Например, в японских станках есть семь стандартных способов шлифования. Кроме того, в них есть автоматическая наладка агрегата под конкретную деталь.
Эксплуатация оборудования
Круглошлифовальные станки по металлу нужно уметь эксплуатировать, чтобы добиться максимального эффекта от их работы, не травмировать себя. Правила:
- Прежде чем начинать работу, проверить надёжность крепления шлифовального круга, оценить его состояние. Нельзя использовать абразив с трещинами, сколами, неровностями.
- Проверить подключение к сети. Выставить настройки машины заранее.
- Надеть защитные очки, чтобы стружка не попала в глаза.
- Давать заготовки остыть, если оборудование не имеет водного охлаждения.
- Менять абразив зависимо от требуемого качества обработки.
- Смазывать моторным маслом подвижные элементы оборудование, чтобы оно служило дольше.
- Очищать рабочие поверхности от скапливающихся отходов после обработки.
- Надёжно фиксировать детали зажимами, чтобы они не смещались во время работы.
Не пытаться шлифовать твердые поверхности мелким абразивом на малой мощности.
Круглошлифовальные станки применяются на различных предприятиях. Ими обрабатываются дерево, пластик, камень металл. Зависимо от выбранного вида абразивного материала, проводят разные виды шлифования (грубое, финишное). Можно сделать аппарат самостоятельно. Он подойдёт для шлифовки небольших деталей, заточки инструментов.
Ключевые особенности
Существует довольно много различных вариантов исполнения круглошлифовальных станков, которые позволяют проводить обработку цилиндрических и конических поверхностей. Вариант исполнения с шлифовальной бабкой 3м151 используется довольно часто, в паспорте указаны все важные технические характеристики, а также в схеме указываются важные моменты расположения элементов конструкции.
Круглошлифовальный станок модели 3м151 используются для обработки наружной цилиндрической поверхности. Зачастую обработке на станке 3м151 подвергают изделия типа вал. При этом также могут подвергать обработке конические заготовки при смещении шлифовальной бабки. Паспорт станка содержит информацию о том, какой конусности может быть поверхность. Стоит отметить, что круглошлифовальный станок модели 3м151 имеет повышенную точность. При его использовании можно осуществлять следующие типы работ:
- схема конструкции обуславливает возможность проведения продольного и поперечного шлифования при использовании ручной подачи. в паспорте указывается максимальная продольная и поперечная ручная подача;
- модель 3м151 может использоваться для врезного и продольного шлифования при полуавтоматическом цикле работы;
- некоторые варианты исполнения имеют систему ввода программы обработки заготовки, работа проводится в автоматическом режиме.
Производство модели 3м151 началось в прошлом тысячелетии. Информация с паспорта и схемы определяет возможность использования модели 3м151 в мелкосерийном, серийном и крупносерийном производстве. За многие годы использования оборудования было отмечено то, что установленная шлифовальная бабка позволяет проводить снятие металла с конической поверхности с большой точностью.
Типы шлифовальных станков
Обычные шлифовальные станки подразделяются в основном на четыре категории, которые вы сможете подобрать в гипермаркете Строймашсервис:
- Поверхностно-шлифовальный станок
- Цилиндрический шлифовальный станок
- Внутришлифовальный станок
- Специальные типы шлифовальных станков
Поверхностно-шлифовальный станок
Он используется для обработки в основном плоских и горизонтальных поверхностей.
Поверхностно-шлифовальные станки классифицируются в соответствии с положением шпинделя и рабочего стола следующим образом:
- Стол рециркуляционный с горизонтальным шпинделем.
- Стол рециркуляционный с вертикальным шпинделем.
- Поворотный стол с горизонтальным шпинделем.
- Поворотный стол с вертикальным шпинделем.
Цилиндрический шлифовальный станок
Он используется только для обработки цилиндрических деталей. Способен обрабатывать только внешние поверхности цилиндрических объектов, но может обрабатывать любые цилиндрические профили, такие как конические, прямые и ступенчатые.
Этот станок также классифицируется в соответствии с частью заготовки и шлифовальным кругом, которая выглядит следующим образом:
- Бесцентровый плоскошлифовальный станок с цилиндрической поверхностью.
- Универсальный плоскошлифовальный станок с цилиндрической поверхностью.
- Плоскошлифовальные станки — плоскошлифовальные круглошлифовальные.
Внутришлифовальный станок
В соответствии с названием этот станок используется для обработки внутренних поверхностей, которые должны иметь цилиндрическую форму и профили.
Тремя основными типами шлифовальных станков являются:
- Внутришлифовальный станок с зажимным патроном.
- Центральный шлифовальный станок за вычетом внутреннего шлифования.
- Планетарный внутренний шлифовальный станок.
Шлифовальный станок для инструментов и фрез
Это специальные типы шлифовальных станков, которые используются для обработки режущего инструмента для фрезерования, токарной обработки и сверления. Шлифование инструмента состоит из двух частей: изготовление нового инструмента и заточка старого.
Простой одноточечный режущий инструмент, используемый при токарной обработке, обрабатывается или затачивается с помощью пьедестала или ручной шлифовальной машины на столе, а многоточечные режущие инструменты, такие как буровые инструменты и развертки, обрабатываются на некоторых сложных шлифовальных машинах, таких как фреза и универсальный станок.
Резьбошлифовальные машины
Это тип специального шлифовального станка со специальным шлифовальным кругом. Этот станок практически аналогичен цилиндрическому шлифовальному станку, но имеет очень точный свинцовый винт для точного шага резьбовой части.
Предназначение станков
С помощью шлифовального станка можно обрабатывать дерево, камень, пластик, металла. Он предназначен для выполнения разных технологических операций:
- Обработки цилиндрических, прямоугольных, треугольных, квадратных заготовок. Снятия разного слоя металла.
- Создания шершавой поверхности. Для этого подбирается особый вид абразива.
- Заточки режущих инструментов, оснастки. Чтобы не испортить режущую кромку, используется водное охлаждение.
Для обработки цилиндрических деталей нужно подбирать зернистость абразивного материала. От этого зависит слой снимаемого металла, дерева, пластика, камня. Чем меньше частицы, тем более точная шлифовка происходит.
Особенности круглошлифовальных станков
Управление осуществляется вручную с помощью механических, гидравлических приводов. Также многие современные установки оснащены панелью числового программного управления (ЧПУ), которая позволяет автоматизировать большинство производственных процессов. Это не только упрощает задачу рабочего, но и благоприятно сказывается на качестве обработки.
Для допуска к установке (как с панелью ЧПУ, так и без нее) рабочий должен пройти соответствующее обучение. Также он должен пройти инструктирование относительно правил техники безопасности на рабочем месте
Во время работы человек должен соблюдать осторожность, чтобы не повредить деталь и не нанести вред своему здоровью. В зависимости от конструкции различают такие разновидности установок:
- Простой станок. На таких установках можно менять только угол наклона стола, на котором закреплена основная деталь, а шлифовальный диск имеет фиксированное положение. Это позволяет обрабатывать детали конусной формы с малым углом при вершине. Фиксированное расположение диска ухудшает универсальность системы, однако заметно снижает его стоимость. Поэтому в случае небольших производств (автомастерские, домашнее строительство) покупка простого станка может быть оправданным решением.
- Универсальный круглошлифовальный станок. На таких системах можно вращать как стол, так и обрабатывающий диск. Это позволяет шлифовать все виды деталей (плоские, конусные, торцевые, переменного диаметра), а также отдельные отверстия внутри заготовок. Универсальный круглошлифовальный станок обычно оснащается ЧПУ, что позволяет заметно увеличить качество обработки. Такие установки дороже простых систем, а обычно их применяют в промышленности (машиностроение, ремонт кораблей или самолетов, производство оружия).
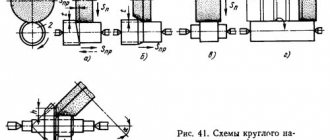
Разновидности шлифовки
Шлифовка с помощью круглошлифовального станка может осуществляться тремя основными методами — врезание, обработка уступами, продольный рабочий ход. Каждая из методик имеет несколько дополнительных модификаций, поэтому фактических сценариев обработки намного больше.
Основные методики обработки
- Шлифование продольным ходом. Заготовка устанавливается в специальные пазы, которые во время работы совершают вращательные движения. Пазы передвигаются с небольшой скоростью вдоль (скорость регулируются вручную или с помощью ЧПУ). Это приводит к двум эффектам во время работы — деталь не только вращается, но и перемещается вдоль своей оси. Также включается полирующий круг, который выполняет шлифовку. За счет продольного хода деталь обрабатывается по всей своей площади, что упрощает ее обработку. Оптимальная глубина — 0,05-0,1 мм.
- Глубинное продольное шлифование. Этот способ повторяют предыдущую технологию с одним небольшим отличием — во время работы глубина составляет от 0,1 до 0,4 миллиметров. Это позволяет не только зачищать поверхность, но и срезать ненужный слой металла с заготовки. Глубинная обработка ускоряет зачистку, однако она не подходит для работы с мягкими металлическими сплавами (латунь, бронза, алюминий и другие).
- Двойная продольная шлифовка. На станочное оборудование устанавливается два обрабатывающих диска, а сама обработка выполняется методом продольного хода. Первый диск обладает более крупным зерном в сравнении со вторым. Между дисками может устанавливаться небольшая прокладка, которая позволяет упростить процедуру обработки. Смысл подобной системы такой: деталь проходит зачистку на первом диске, где происходит срезание ненужного слоя металла. Потом она поступает на второй диск, где выполняется ее полировка и финальная зачистка.
- Врезное шлифование. Металлическая заготовка монтируется в пазы, которые совершают вращательные движения во время работы. Пазы являются статическими (то есть деталь не совершает продольных движений). Для обработки применяется широкое колесо-диск, которое по длине гораздо больше самой заготовки. Зачистка выполняется так: деталь подносится к вращающемуся колесу, что приводит к шлифовке заготовки по всей ее длине. Технология подходит для обработки фасонных или одинаковых деталей и сплошных листов, у которых отсутствуют небольшие выемки или углубления.
- Шлифование уступами. Методика представляет собой комбинацию продольной и врезной технологии шлифовки. Шлифовка уступами применяется для зачистки длинных грубых деталей, которые проблематично обработать с помощью только одной из стандартных технологий шлифовки. Механика процесса выглядит так. Деталь монтируется в специальные углубления, которые вращают ее и перемещают ее в горизонтальном направлении. Для самой обработки используется один или несколько шлифовальных дисков. Во время проходки обрабатывается один из участков детали методом врезного шлифования. Потом выполняется продольный ход, что позволяет обработать уже другую часть заготовки. При необходимости выполняется остановка станка и замена абразивного диска (при работе с пазами, углублениями, отверстиями).
Обдирочное и чистовое шлифование
При обдирочном шлифовании с поверхности металла срезается слой определенной толщины. Главная цель обдирочной обработки — это уменьшение размеров детали (по отдельному фрагменту или по всей площади).
Во время чистовой обработки выполняется полировка, а также удаление дефектов (заусеницы, трещины, острые углы). Обдирочная и чистовая шлифовка может выполняться как на разных, так и на одном станке.
Универсальный круглошлифовальный станок выполняет двойную шлифовку — первый диск снимает лишний слой металла, а второй слой выполняет финальную полировку.
Устройство и принцип работы
Понять принцип работы проще, когда известны ключевые узлы станка. К ним относятся:
- Неподвижная станина. Основание, которое удерживает на себе остальные элементы оборудования. На ней устанавливаются устойчивые ножки. Компактные модели могут комплектоваться колёсиками для перемещения по мастерской.
- Бабка, на которой закрепляется шпиндель с шлифовальным кругом.
- Суппорты, ножи.
- Коробка скоростей.
- Устройство для изменения положения оснастки.
- Тиски для удержания заготовки.
- Панель управления.
- Направляющие, по которым перемещается стол.
- Рабочая поверхность для размещения деталей.
Область применения
Круглошлифовальные станки применяются для наружной обработки цилиндрических и конических деталей из черного и цветного металла методом продольного, врезного и глубинного шлифования в условиях единичного, серийного и массового производства в сфере металлургии, машиностроения на производственных участках в цехах предприятий. Также упомянутое оборудование нередко можно встретить в лабораториях и исследовательских подразделениях заводов и фабрик. Компактные круглошлифовальные станки активно используются в ремонтных мастерских, на станциях обслуживания транспортных средств, в гаражах. Помимо этого, агрегаты применяются в мастерских профессионально-технических учебных заведений, готовящих специалистов станочников.
Особенности круглошлифовальных станков
Конструкция оборудования включает в себя следующие элементы:
- станина;
- верхние и нижние столы;
- устройство для внутренней шлифовки;
- пиноль;
- крепления для шлифовальных кругов;
- передняя бабка;
- электрошкаф;
- механизм правки абразивного круга;
- пульт управления.
Мы предлагаем купить станок круглошлифовальный, который дает возможность с высокой точностью обрабатывать любые металлические поверхности. Примечательно, что рабочие столы этих агрегатов могут быть оснащены дополнительными ребрами жесткости для повышения прочности и получения возможности работы с крупногабаритными деталями, демонстрирующими значительную массу. Гидравлические системы подачи заготовок обеспечивают циклическую обработку деталей с минимальными временными затратами.
В каталоге нашей компании можно купить круглошлифовальный станок с направляющими скольжения, которые закрыты специальными кожухами для предотвращения загрязнения. По ним перемещаются столы, приводимые в движение ручным механизмом или гидравлической системой. Наличие откидного индикаторного устройства на передней части высокопрочной станины позволяет с высокой точностью контролировать перемещения стола. Сегментные самоустанавливающиеся подшипники, на которые монтируется шпиндель шлифовальной бабки, обеспечивает жесткость опоры и повышенную точность вращения.
, поставляющая заказчикам из России и ближнего зарубежья оборудование для обработки металлических деталей, дает клиентам возможность купить станок круглошлифовальный с электроблокировкой двигателя шлифовальной бабки, защищающей оборудование от перегрузок. Примечательно и то, что наклонная рабочая поверхность агрегата помогает перемещать заднюю и переднюю бабки без потери соосности. В качестве инструмента для абразивной обработки деталей применяются шлифовальные круги различной зернистости и твердости. Для их правки используются специальные устройства с твердосплавными дисками.
Преимущества круглошлифовальных станков
Мы советуем посетителям купить круглошлифовальный станок, демонстрирующий такие плюсы, как:
- безопасность в использовании при соблюдении всех правил работы с оборудованием;
- автоматическая система смазки шпиндельных бабок, снижающая износ и увеличивающая срок эксплуатации шпинделей;
- система, дающая возможность регулировать скорость продольной передачи без рывков;
- ускоренная подводка и отведение шлифовального круга для экономии времени и увеличения производительности;
- высокая надежность в применении, обусловленная безупречным качеством комплектующих, из которых собираются круглошлифовальные промышленные станки;
- наличие эффективной системы охлаждения, позволяющей снижать температуру шлифовального круга в ходе вращения и продлевающей срок его использования;
- гидравлическое или ручное (механическое) высокоточное перемещение рабочих столов и шпиндельных бабок;
- устойчивость формы рабочей зоны при колебаниях нагрузки;
- приспособления, обеспечивающие быстрый съем фланцев и при необходимости их замену;
- наличие брызгозащитных щитков, предохраняющих попадание загрязненной металлическими частицами жидкости на одежду оператора;
- возможность установки магнитных сепараторов или бумажных фильтров для охлаждающей шлифовальный круг системы;
- надежные и долговечные электрические двигатели, умеренно потребляющие электроэнергию;
- стабильное качество обработки;
- ремонтопригодность и возможность замены узлов.