Марка шпоночной стали
Термин «марка шпоночной стали» подразумевает под собой марку стали, из которой был изготовлен шпоночный материал. Эта классификация по маркам была введена с целью того, чтобы покупатели имели возможность узнать об износостойкости, прочности, а также о других свойствах данной заготовки перед ее непосредственным приобретением, исходя лишь из обозначенной марки применяемой стали.
Таким образом, шпоночной стали присущи все характеристики использованного для ее создания материала. Именно по этой причине для производства шпонок и заготовок применяют ту марку стали, свойства которой будут более лучше подходить условиям работы, для которой она непосредственно предназначается. То есть шпонка одних и тех же размеров может быть создана из разных марок стали.
Шпоночный материал ГОСТ 8787-68
Существует шпоночный материал ГОСТ 8787-68 и шпоночная сталь DIN 6880. В первом случае, отечественный стандарт так же часто называют как сталь чистотянутая для шпонок, так и полоса калиброванная. Исходя из данных нормативов, шпоночный материал обычно производят из конструкционной углеродистой стали Ст45, но так же он может быть создан из сталей Ст20, Ст35, Ст50, 40Х, А4.
Сам по себе шпоночный материал — это одна из разновидностей калиброванного металлопроката, то есть стали с наиболее точными размерами и улучшенным качеством поверхности. Добиться усовершенствованных параметров позволяет специальная обработка одним из перечисленных способов: холодным или горячим волочением и плоской, объемной или комбинированной калибровкой.
- призматические шпонки;
- клиновые шпонки;
- сегментные шпонки;
- цилиндрические шпонки;
- тангенциальные шпонки;
- шпонки ватерстоп
Размеры шпоночного материала
Размеры шпоночного материала определяются по параметрам его длины, ширины и высоты, при этом ширина и высота, в основном, изготавливаются заводами по стандартным показателям, а длина прутков, по умолчанию составляет 1000 миллиметров. Но исходя из пожеланий клиента, размеры шпоночного материала могут быть созданы под заказ. Кроме того, многие фирмы выполняют резку шпоночного материала.
| Размеры шпоночного материала ГОСТ 8787-68 | |
| Размер сторон | Марка стали |
| 4х4мм | Ст45 |
| 5х5мм | Ст45 |
| 6х6мм | Ст45 |
| Ст20 | |
| 7х7мм | Ст45 |
| 8х8мм | Ст45 |
| Ст10 | |
| Ст20 | |
| 8х7мм | Ст45 |
| 8х10мм | |
| 9х14мм | |
| 10×10мм | Ст20 |
| Ст45 | |
| 10х16мм | Ст45 |
| 11х18мм | Ст45 |
| 12х12мм | Ст20 |
| Ст45 | |
| 12х20мм | Ст45 |
| 14х14мм | Ст20 |
| Ст45 | |
| 14×22мм | Ст45 |
| 14х24мм | |
| 14х25мм | |
| 16х16мм | Ст20 |
| Ст45 | |
| 18х18мм | Ст20 |
| Ст45 | |
| 20х20мм | Ст45 |
| 20х36мм | Ст45 |
| 22х22мм | Ст20 |
| 25х25мм | Ст20 |
| Ст45 | |
| 30х30мм | Ст20 |
| Ст45 | |
| 32х18мм | Ст45 |
| 40х40мм | Ст20 |
| Ст45 | |
Если Вам нужно выгодно купить шпоночный материал, то обращайтесь в . Мы продаем высококачественную сталь для шпонок чистотянутую от ведущих сталелитейных заводов России. Кроме того, при покупке у нас стали шпоночной, мы бесплатно нарежем ее в собственном цеху по заданным размерам! Доставка выполняется по России транспортными компаниями.
Источник статьи: https://s-agroservis.ru/inform/company-news/marka-shponochnoj-stali/
Шпоночная сталь и шпоночные соединения
Как часто Вы бывали на больших металлургических заводах? Мы вот с коллегами недавно попали на такой завод с экскурсией. Огромные доменные печи, плавильни. Мы смотрели как прокатывается металл на специализированных прокатных станках. Там было очень брутально и жарко. Нам показывали как делается шпоночная сталь и как вследствие изготавливаются шпонки из калиброванной стали. Мы заинтересовались этой темой и решили разобраться в этом вопросе побольше. Время научно-популярного контента, а это значит, что сегодня я Вам расскажу, что такое шпоночный прокат. Как часто Вы бывали на больших металлургических заводах? Мы вот с коллегами недавно попали на такой завод с экскурсией. Огромные доменные печи, плавильни. Мы смотрели как прокатывается металл на специализированных прокатных станках. Там было очень брутально и жарко. Нам показывали как делается шпоночная сталь и как вследствие изготавливаются шпонки из калиброванной стали. Мы заинтересовались этой темой и решили разобраться в этом вопросе побольше. Время научно-популярного контента, а это значит, что сегодня я Вам расскажу, что такое шпоночный прокат.
Шпоночный или калиброванный сплав применяется для создания «шпонок», а если конкретней, то отрезок шпоночной стали нарезается на шпонки. Шпонка — это соединитель для различного рода механизмов. Очень часто используется выражение «шпоночный соединитель».
Шпонка или шпоночный соединитель представляет собой небольшой, продолговатый отрезок шпоночной стали с разными формами:
- призматическая
- сегментная
- цилиндрическая(штифт)
- клиновая
Шпонки применяются в механизмах, станкостроении и машиностроении, а также в автомобилях, производственных машинах и роботизированной технике. Шпонка — это очень надёжный механический элемент, используется для фиксации от проворачивания втулок и валов отвесных соединений. Очень важно задействовать шпонки достаточной жёсткости при использовании втулок, которые работают на высоких угловых скоростях с отсутствием биения при вращении. Шпоночное соединение играет роль клина, но если будет применена чрезмерная нагрузка, то шпону просто сорвет. Заменить шпонку не составит труда, а цена её довольно мала. Убедитесь сами! Цены. В этом магазине большой выбор шпоночных изделий, можно подбирать по диаметру.
Достоинства и недостатки
Как и любой тип соединений, шпоночные имеют ряд достоинств и недостатков. К достоинствам шпоночных соединений можно отнести простоту большинства типов шпонки. При этом монтаж и замена такой детали выполняется легко и быстро. Благодаря чему они получили широкое применение в машиностроении. Также обеспечивает функцию предохранения.
К недостаткам относиться ослабление ступицы и вала. Оно возникает исходя из повышенного напряжения и уменьшения поперечного сечения. Также ослабление деталей вызвано из-за нарезанного паза, который снижает осевую прочность вала.
Чтобы минимизировать недостатки, нужно добиться отсутствия перекоса шпонки в пазе. Для этого нужно обеспечить отсутствие зазора, что делается путем индивидуального изготовления и подгона шпонки. Из-за этого в крупносерийном производстве редко применяют любые разновидности шпоночных соединений. Если добиться отсутствия перекоса не удалось, площадь рабочего контакта уменьшается, в следствие чего степень максимальной нагрузки уменьшается.
Также наличие зазора вызывает эффект биения, особенно на высоких скоростях. Это приведет к быстрому износу рабочих деталей. Из-за этого подобное соединение редко применяется для быстровращающихся валов. Для подбора подходящей шпонки лучше использовать таблицу шпоночных соединений.
Материалы для изготовления шпоночной стали.
Можно отметить ряд следующих распространенных материалов для изготовления шпонок и шпоночного проката.
| Нержавеющая сталь | 10Х13Н17М3Т, 10Х13Н17М2Т, 12Х18Н10Т |
| Жаропрочная сталь | 20Х13, 30Х13, 15Х25Т, 08Х17Т |
| Инструментальная сталь | У7, У8, У9, У10, У12, У13 |
| Легированная конструкционная сталь | 20Х, 30Х, 35Х, 40Х, 45Х, 50Г, 35ХГСА |
| Нержавеющая сталь | 10Х13Н17М3Т, 10Х13Н17М2Т, 12Х18Н10Т |
Шпонка изготавливается из разных сплавов. Однако в промышленности, калиброванная или шпоночный прокат не ограничивается применением только для шпонок. Огромной популярность калиброванный сплав пользуется в тех отраслях промышленности, где производство требует высокую точность и качество шероховатой поверхности изделия.
Характеристики шпоночной стали
Приведенная выше информация указывает на то, что сталь для шпонок должна обладать определенными эксплуатационными характеристиками. Из названия материала можно сразу определить область ее применения. Среди особенностей отметим следующее:
- Металлическая шпонка производится зачастую при применении металла, который отвечает ГОСТу 8787-68.
- Зарубежные производители учитывают стандарт DIN
- В большинстве случаев используется шпоночный прокат, представленный конструкционной углеродистой сталью.
- Особенностью можно назвать то, что поверхностный слой обладает лучшими эксплуатационными характеристиками.
- Повысить основные характеристики можно за счет проведения различного рода термической обработки. Часто твердость повышается путем закалки или выполнения отпуска.
Используемая марка стали хорошо поддается холодному и горячему волочению. За счет этого проводится выпуск объемной или комбинированной калибровки.
Довольно большое распространение получил шпоночный материал 8×7. Применение стандартов на момент производства заготовок позволяет существенно упростить задачу по выпуску промежуточного элемента. При выборе материала уделяется внимание нижеприведенным моментам:
- Твердость поверхностного слоя.
- Устойчивость материала от воздействия окружающей среды.
- Степень обрабатываемости.
Распространенные сплавы могут применяться для изготовления призматических и других вариантов исполнения промежуточных элементов, который устанавливается для передачи усилия. Стоит учитывать, что чаще всего шпоночная сталь применяется при создании прямоугольных брусков различных размеров, которые устанавливаются на валу.
Классический вариант представлен маркой Ст45. К ключевым особенностям отнесем:
- Это конструкционная углеродистая сталь обыкновенного качества, стоимость которой относительно невысокая.
- Традиционно используется при изготовлении ответственных деталей.
- Не стоит обращать внимание на то, что подобная марка не подается сварке.
Кроме этого, может применяться марка Ст50, свойства которой не существенно отличаются от предыдущего варианта.
В случае, когда нужно существенно повысить прочность соединения следует уделить внимание возможности применения легированных сплавов. Внесение в состав определенных химических элементов позволяет существенно повысить эксплуатационные характеристики. Примером можно назвать марку 40Х, которая характеризуется следующими особенностями:
- Твердость варьируется в пределе 35-45 HRC. Для повышения этого показателя проводится термическая обработка, а также отпуск для снижения вероятности появления внутренних напряжений.
- Внесение хрома позволяет несколько повысить степень защиты материала от воздействия повышенной влажности. Этот момент определяет то, что коррозия на поверхности не появляться в течение длительного периода применения изделия.
- Концентрация углерода в районе 0,4% обеспечивает требуемую прочность и твердость изделия. При этом в состав могут включаться и другие вещества в небольшой концентрации, за счет чего обеспечиваются требуемые эксплуатационные характеристики.
Также могут применяться и другие сплавы с особыми эксплуатационными характеристиками, к примеру, с хорошей устойчивостью к воздействию повышенной температуры. Выбор проводится в зависимости от эксплуатационных характеристик и многих других моментов.
Расчет на прочность соединений с призматическими шпонками
Основным критерием работоспособности шпоночных соединений является прочность. Шпонки выбирают по таблицам ГОСТов в зависимости от диаметра вала, а затем соединения проверяют на прочность. Размеры шпонок и пазов подобраны так, что прочность их на срез и изгиб обеспечивается, если выполняется условие прочности на смятие, поэтому основной расчет шпоночных соединений расчет на смятие. Проверку шпонок на срез в большинстве случаев не проводят. При расчете многошпоночного соединения допускают, что нагрузка распределяется равномерно между всеми шпонками.
Рекомендуемая последовательность проектировочного расчета.
В зависимости от диаметра вала d
по табл. 6 выбирают размеры шпонкиb
х
h,
а ее длину принимают на 5-10 мм меньше длины ступицы, округляя до ближайшего большего значения по стандарту (некоторые стандартные значения
l
приведены в табл. 6). После подбора шпонки соединение проверяют на смятие. Напряжения смятия определяют в предположении их равномерного распределения по поверхности контакта:
где Ft=2T/d
— сила, передаваемая шпонкой;Асм —
площадь смятия (рис. 60); .
На смятие рассчитывают выступающую из вала часть шпонки.
Рис. 60. К расчету на прочность соединения с призматическими шпонками
Таблица 6.Размеры (мм) призматических шпонок
| Диаметр вала d | Размеры сечений шпонок | Глубина паза | Радиус закругления пазов R | Предельные размеры длин l шпонок | |||
| b | h | вала t 1 | втулки t 2 | min | max | min | max |
| свыше 12 до 17 | 5 | 5 | 2,3 | 0,16 | 0,25 | ||
| » 17 » 22 | 3,5 | 2,8 | |||||
| » 22 » 30 | 3,3 | ||||||
| » 30 » 38 | 0,25 | 0,4 | |||||
| » 38 » 44 | |||||||
| » 44 » 50 | 5,5 | 3,8 | 0,25 | 0,4 | |||
| » 50 » 58 | 4,3 | ||||||
| » 58 » 65 | 4,4 | ||||||
| » 65 » 75 | 7,5 | 4,9 | 0,4 | 0,6 | |||
| » 75 » 85 | 5,4 | ||||||
| » 85 » 95 | |||||||
| » 95 » 110 | 6,4 | 0,4 | 0,6 |
Примечание.
Длины шпонок выбирают из ряда: 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160;180; 200.
Следовательно,
(34)
где Т —
передаваемый момент, Нмм;d —
диаметр вала, мм;
(h
–
t1
) — рабочая глубина паза, мм (см. табл. 6);
l
р — рабочая длина шпонки, мм (для шпонок с плоским торцом
l
р =
l
, со скругленными торцами
lp = l-b
; — допускаемое напряжение (для чугунных ступиц МПа, для стальных МПа).
Расчетную длину шпонки округляют до ближайшего большего размера (см. табл. 6). Длину ступицы l
ст принимают на 8… 10 мм больше длины шпонки.Если длина ступицы больше величины
1,5
d,
то шпоночное соединение целесообразно заменить на шлицевое или соединение с натягом.
В тех случаях, когда длина шпонки получается значительно больше длины ступицы детали, устанавливают две или три шпонки под углом 180 или 120°. При расчете многошпоночного соединения допускают, что нагрузка между всеми шпонками распределяется равномерно.
Формула проектировочного расчета для определения рабочей длины l
рпризматической шпонки
(шпонки со скругленными концами):
Для ответственных соединений призматическую шпонку проверяют на срез
(35)
где — расчетное напряжение на срез, МПа; b
— ширина шпонки, мм;l
р — рабочая длина шпонки, мм; — допускаемое напряжение на срез; для сталей с > 500 МПа для неравномерной (нижний предел) и спокойной нагрузок (верхний предел) принимают МПа.
Материалы для изготовления шпоночной стали.
Можно отметить ряд следующих распространенных материалов для изготовления шпонок и шпоночного проката.
| Нержавеющая сталь | 10Х13Н17М3Т, 10Х13Н17М2Т, 12Х18Н10Т |
| Жаропрочная сталь | 20Х13, 30Х13, 15Х25Т, 08Х17Т |
| Инструментальная сталь | У7, У8, У9, У10, У12, У13 |
| Легированная конструкционная сталь | 20Х, 30Х, 35Х, 40Х, 45Х, 50Г, 35ХГСА |
| Нержавеющая сталь | 10Х13Н17М3Т, 10Х13Н17М2Т, 12Х18Н10Т |
Шпонка изготавливается из разных сплавов. Однако в промышленности, калиброванная или шпоночный прокат не ограничивается применением только для шпонок. Огромной популярность калиброванный сплав пользуется в тех отраслях промышленности, где производство требует высокую точность и качество шероховатой поверхности изделия.
Размеры шпоночного материала
При производстве проводится учет размеров шпоночного материала. В большинстве случаев на производственную площадку поставляется пруток. Длина его может составлять около 1000 миллиметров, в некоторых случаях выпуск проводится под заказ. Наиболее распространены следующие размеры шпонки:
Не стоит забывать о том, что от размера зависит и вес. Кроме этого, при производстве изделий определенных размеров применяются различные сплавы. Размер соединительного элемента выбирается в зависимости от того, какая будет оказываться нагрузка. Кроме этого, на размер оказывает влияние габариты соединяемых изделий.
Не допускается использование изделия с явными внешними дефектами. Даже незначительные поверхностные трещины становятся причиной существенного снижения надежности соединения.
На момент выпуска продукта проводится контроль качества при применении несколько различных методов, среди которых также визуальный осмотр.
От области применения рассматриваемого изделия во многом зависит и форма. Выделяют следующие виды:
- Клиновые.
- Призматические.
- Сегментные.
- Тангенциальные.
- Цилиндрические.
Сталь характеризуется достаточно высокой податливостью к механической обработке. В большинстве случае изделие получают из заготовки, в качестве которой выступает пруток.
Классификация
Сортамент водопроводных труб из стали включает трубы бесшовные и сварные, оцинкованные и не имеющие антикоррозионного покрытия.
Основная характеристика любой трубы — ее диаметр. В случае водопроводных труб более важен внутренний диаметр трубы (ее просвет); внешний зависит от толщины стенок и влияет на способность трубы выдерживать внешние механические воздействия, на срок ее износа и на то, какое давление воды она может выдержать без деформации и разрыва.
Пропускная способность водопроводных труб линейно зависит от их внутреннего диаметра. Помимо диаметра, безусловно, на проходимость трубы оказывают влияние и другие факторы: количество и угол изгибов трубы, шероховатость внутренней поверхности, наличие запорной арматуры.
Сортамент труб водопроводных из металлопластика и полипропилена, применяемых при создании водопроводов в домах и квартирах, включает трубы диаметром от 16 до 40 мм.
Безусловно, большинство производителей предлагает и трубы большего диаметра, но во внутридомовых магистралях они практически не используются в силу трех причин:
- Монтаж труб большого диаметра становится крайне трудоемким. Накидную гайку на фитинге при диаметре металлопластиковой трубы больше 50 мм затягивать придется ключом не меньше пятого номера.
- Поскольку трубы из современных материалов не снижают проходимость со временем, нет необходимости делать поправки на последующее сужение просвета.
- Гладкая внутренняя поверхность создает минимальное сопротивление движению воды. Раз так — для любого разумного потребления воды даже в многоквартирном доме больший диаметр просто не нужен.
Тут нечему создавать сопротивление току воды
Итак, подводя итоги: важные в практическом плане характеристики труб водопроводных — это физические свойства трубы (вытекающие из того, из какого она сделана материала) и ее диаметр.
Нанесение размеров на чертежах шпоночных соединений
Подробности Категория: Шпоночные соединения Нанесение размеров на чертежах шпоночных соединений.
Применяют три способа нанесения размера глубины паза на валу: 1) от противоположной расположению паза крайней точки диаметра вала (рис. 579, а); 2) от ближайшей к пазу кромки цилиндрической поверхности вала (вид б); 3) от крайней точки диаметра, лежащей на оси симметрии паза (вид в). Последние два размера различаются на величину m, определяемую по формуле (135) или по рис. 568, б.
Наиболее правильна третья схема, непосредственно вытекающая из способов измерения глубины паза на исполненных деталях. Глубину паза на валах ответственного назначения измеряют микрометрическим глубиномером с призмой, базирующейся на цилиндрической поверхности вала (рис. 580, а). Глубина паза определяется как разность показаний глубиномера в положении, изображенном на рисунке, и на любом гладком участке поверхности вала.
Алгоритм расчета
Расчет шпонки по исходным данным можно сделать с помощью компьютерных программ. Наиболее простые, и удобные в пользовании: MS Excel и OOo Calc. Программа включает в себя расчетные формулы, содержит все нормализованные размеры на валы, ступицы и шпонки.
Для выполнения алгоритма расчета используем пример с реальными цифрами. Их следует заносить в строгой последовательности в раздел с синими надписями значений. Проставлять цифры следует в свободную колонку между условными обозначениями из формул и единицами измерения. Например:
- Крутящий момент на валу – 300 Н/м.
- Диаметр вала – 45 мм.
- Глубина паза на валу – 5,5 мм.
- Высота шпонки – 9 мм. Выбирается по справочной таблице, которая имеется в программе.
- Ширина шпонки – 14 мм.
- Длину шпонки – 63 мм.
- Вариант исполнения – 1. С прямыми углами, или закругленными торцами с одной или двух сторон. Выбираем с полукруглыми торцами. По классификации они обозначаются 1.
- Величина допускаемого при смятии напряжения – 90 Мпа.
- Напряжение среза – 54 Мпа. Значение берется как 60% от величины смятия.
Результаты расчетов программа выдает в той же таблице, только ниже, это действующие величины напряжений смятия и среза, нагруженность соединения по этим напряжениям.
В таблице приведены результаты расчета на компьютерной программе MS Excel.
| Название показателя | Формула расчета | Полученное значение |
| Напряжение смятия действующее | δсм=2*T/(d*(h-t1)*Lp) | 77,7 МПа |
| Напряжение действующее среза | δсм=2*T/(d*(h-t1)*Lp) | 19,4 Мпа |
| Нагруженность по напряжению смятия | sсм=δсм/{δсм} | 86,40% |
| Нагруженность по срезу | Sср=TСР/{Tср} | 36,00% |
Расчет на смятие и срез производится приблизительный, поскольку не учитывается целый ряд факторов, влияющих на фактический размер нагрузки:
- неравномерное соединение по всей плоскости;
- наличие фасок на детали, уменьшающих площадь;
- не прилегание на скругленных торцах втулки на зубчатом колесе.
На практике обычно делают расчет на смятие, поскольку эта сила воздействия значительно превышает давление на срез. При разрушении в результате перегрузок, происходит деформация поверхности соприкосновения деталей, потом шпонка срезается. При расчете механизмов, результат умножается на коэффициент прочности. Для каждого вида машин он разный.
Программы подходят и для расчета круглых шпонок. Площадь воздействия и сечение берутся по аналогии с призматическими, рассчитываются через радиус.
Государственные стандарты
При создании шпонок применяются определенные стандарты. В большинстве случаев производство проводится по ГОСТ 23360-78. Среди особенностей применяемых стандартов отметим следующее:
- Применяемый материал шпонок стандартизирован. Это связано с тем, что неправильный сплав может стать причиной срыва промежуточного элемента. Примером можно назвать слишком высокую пластичность или сниженный показатель твердости поверхностного слоя. Использование шпоночной стали позволяет избежать достаточно большого количества проблем, а также существенно увеличить длительность эксплуатационного срока.
- Как ранее было отмечено, размеры изделия также стандартизированы. Именно поэтому при производстве часто учитывается ГОСТ 8787-68.
- Выделяют достаточно большое количество различных видов шпонок, все они характеризуются своими определенными эксплуатационными особенностями. Примером можно назвать сегментный или прямоугольный вариант исполнения изделия.
Для производства шпонок может применяться специальное оборудование. При создании ответственных механизмов проводится улучшение материала, для чего оказывается термическое воздействие или внесение специальных веществ в поверхностный слой.
Сталь 45 калиброванная
Калиброванная сталь Ст45 давно проявила себя как очень прочное надежное сырье. Заготовки из такого типа материала отлично подходят для последующей их переработки и изготовления всевозможных деталей и запчастей для различных видов техники. Как правило, сталь 45 калиброванная служит основой для создания валов, муфт, плунжеров, маховиков и других деталей. Та как она способна функционировать в крайне тяжелых рабочих условиях, то её смело можно использовать во множестве промышленных производственных отраслей:
- В строительстве зданий и сооружений
- При производстве машин и спецтехники
- Для изготовления судов и летательных аппаратов
Благодаря своему химическому составу, в котором содержится никель, фосфор и хром, сталь 45 калиброванная обладает устойчивостью к коррозионному воздействию, правда, не совсем высокой, так как процентное соотношение этих веществ небольшое. А наличие таких компонентов как углерод, кремний, марганец, сера, мышьяк и медь в структуре этого сплава позволяет ему выдерживать разные механические воздействия. По мере необходимости Ст45 можно заменить на приблизительно аналогичные по характеристикам марки 40Х, 50Г2, Ст50.
Особенности и применение шпоночного материала
Шпонка — деталь машин и механизмов продолговатой формы вставляемая в паз соединяемых деталей шпоночного соединения для передачи крутящего момента.
Шпоночный материал служит сырьём для изготовления
шпонок призматических по ГОСТ 23360-78. Такие шпонки применяются в качестве клинового стопорного элемента в осевых деталях вращения механизмов и оборудования для предотвращения их проворачивания и передачи вращения с одного элемента на другой. Одновременно шпонка является своеобразным предохранителем от перегрузок при заклинивании вращения — в такой ситуации всё избыточное усилие принимает на себя шпонка, и она «срезается», сохраняя целыми дорогостоящие зубчатые колёса, валы, шкивы и прочие детали механизмов.
Шпоночный материал — это калиброванная нахолодную упрочнённая сталь 45. Длина порезки — 1 метр. Применяется как исходное сырьё для изготовления призматических шпонок по ГОСТ 23360-68.
Сортамент сечений шпоночного матерала
Продажа от 1 метра. Отправка по Украине транспортными компаниями.
Скачать ГОСТ 8787-68 можно в разделе «Спецификация»
Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
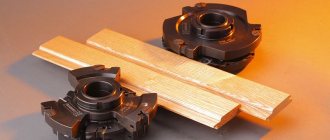
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.
Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Разновидности
Главным критерием выбора призматической шпонки является то, для какого виды соединений она предназначена.
В том случае, если соединение неподвижное, используют закладные призматические шпонки. В подвижных соединениях применяют направляющие или скользящие призматические шпонки. Использование направляющих актуально, когда движение ступицы происходит по продольной оси с валом, при этом она проскальзывает по самому пазу. Скользящий тип подразумевает жесткое закрепление в паз и движение вдоль него.
На производстве изготовление шпонок всех типов должно быть выполнено по соответствующим ГОСТам. Данные документы содержат рекомендуемые размеры для изделий в соответствие со стандартными размерами валов.
В случаях, когда вал или шпиндель имеет нестандартный диаметр, следует проводить подробный расчет допусков и посадок для паза.
Как сделать шпонку
Многим инженерам-механикам, слесарям и представителям других профессий, работа которых тесно связанных с механизмами, в которых имеется шпоночное соединение
, просто необходимо знать, как сделать шпонку
. К сожалению, купить шпонку с нужным размером при условии экстренной необходимости достаточно проблематично. Несмотря на достаточно большие объемы производства, в разных механизмах используют различные
виды шпонок
, кроме того, даже у одинаковых по исполнению изделий могут быть отличающиеся размеры, которые не всегда есть в наличии в ближайших магазинах. Конечно, можно
купить шпонку
в Интернет-магазине, но тогда придется какое-то время ждать и её доставку. Соответственно, вышедший из строя механизм все это время нельзя будет эксплуатировать, а это повлечет за собой простой работы и существенную потерю денег.
из подручных средств? Ведь заводские изделия выполняются на высокоточном оборудовании. Многие предприятия для изготовления шпонок задействуют сверлильные, точильные, шлифовальные и множество других видов станков с ЧПУ, наличие которого позволяет достичь наиболее точных допусков. На самом деле все не так уж сложно! Конечно, сделать шпонку как
с завода не получится — так или иначе она наверняка будет иметь небольшие отклонения. Однако, для экстренной замены подобное решение подойдет в полной мере. Кроме того, для этих целей можно нанять опытного мастера, который уже знает как выполняется
изготовление шпонки
. От Вас потребуется лишь предоставить ему оплату, необходимые размеры и сырьевой материал для заготовок. Правда, у многих мастеров всегда есть своя
шпоночная сталь
для подобных случаев.
Поскольку шпоночное соединение
в качестве связующего звена может иметь самые разные виды шпонок
, то при изготовлении изделия будет очень важно учитывать и то, какой материал сможет лучше выдержать поставленные нагрузки, и то, какой должна быть у нее конфигурация. Таким образом, можно в точности
сделать шпонку как
предыдущую по виду, но использовать при этом наиболее высокопрочные сплавы, чтобы существенно продлить её ресурс и избежать преждевременных поломок. Чтобы выполнить
изготовление шпонки
Вам будет нужна
чистотянутая сталь
с необходимыми размерами: шириной, толщиной, длиной. Обратите внимание на то, что бруски могут иметь прямоугольную и квадратную форму. При этом длина заготовки может варьироваться в нескольких метров до нескольких сантиметров. Помимо этого Вам так же будет нужно подготовить:
DIN 6885 Б/П Шпонка стальная призматическая
- Модификации
- Описание
- Технические характеристики
- Ваши скидки
Призматические шпонки DIN 6885 изготавливаются в разных вариациях. Они бывают квадратные, овальные, с округлыми углами только с одной из сторон, с отверстиями и без, а так же со срезами одного из углов.
Шпонка изготавливается по немецкому стандарту DIN 6885, а так же по Российскому стандарту ГОСТ 23360-78 и по международному стандарту ISO 773. Шпонка DIN 6885 производится из стали, по умолчанию дополнительного покрытия не имеет, так же не обладает повышенными классами прочности.
Установка шпонки в каком-либо механизме требуется внимательности и опыта установки подобных изделий. Для правильной установки шпонки в механизме, нужно деталь и вал совместить таким образом, чтобы канавки у них совпали. Шпонка по DIN 6885 фиксирует на валу надетый на него маховик/зубчатую шестерню/шкив. Данный вал часто рассчитан на тысячи оборотов в минуту.
Узел, в котором вращается вал с такой огромной скоростью, чаще всего непрерывно работает годами. И все это время призматическая шпонка испытывает действующие на срез силы.
Назначение
Шпонка DIN 6885 призматическая, или по другому её ещё называют «шпоночный паз». Шпонки DIN 6885 очень часто используются в производственных и промышленных сферах.
Технические характеристики шпонки DIN 6885 (часть 1):
| Параметры шпонки | Ширина шпонки, B (h9) | ||||||||||||||||
| 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | ||
| Высота, H (h11) | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 8 | 9 | 10 | 11 | 12 | 14 | 14 | 16 | 18 | |
| Радиус | мин. | 0,16 | 0,25 | 0,4 | 0,6 | ||||||||||||
| макс. | 0,25 | 0,4 | 0,6 | 0,8 | |||||||||||||
| Номиналь- ная длина L | мин. | 6 | 6 | 8 | 10 | 14 | 18 | 22 | 28 | 36 | 45 | 50 | 56 | 63 | 70 | 80 | 90 |
| макс. | 20 | 36 | 45 | 56 | 70 | 90 | 110 | 140 | 160 | 180 | 200 | 220 | 250 | 280 | 320 | 360 |
Технические характеристики шпонки DIN 6885 (часть 2):
| Параметры шпонки | Ширина шпонки, B (h9) | ||||||||||
| 36 | 40 | 45 | 50 | 56 | 63 | 70 | 80 | 90 | 100 | ||
| Высота, H (h11) | 20 | 22 | 25 | 28 | 32 | 32 | 36 | 40 | 45 | 50 | |
| Радиус | мин. | 1 | 1,6 | 2,5 | |||||||
| макс. | 1,2 | 2 | 3 | ||||||||
| Номиналь- ная длина L | мин. | 100 | 110 | 125 | 140 | 160 | 180 | 200 | 220 | 250 | 280 |
| макс. | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 |
| Сумма заказа | Размер скидки на каждый заказ |
| 5 000 — 20 000 рублей | Базовая оптовая цена |
| 20 000 — 70 000 рублей | Скидка 5% |
| 70 000 — 200 000 рублей | Скидка 10% |
| свыше 200 000 рублей | Скидка до 25% |
Если ВЫ являетесь крупнооптовой снабжающей организацией для ВАС есть особые условия, оповестите наших менеджеров и получите персональные скидки!
Кольцо стопорное плоское внутреннее для отверстий
Назад
Как сделать шпонку
Многим инженерам-механикам, слесарям и представителям других профессий, работа которых тесно связанных с механизмами, в которых имеется шпоночное соединение, просто необходимо знать, как сделать шпонку. К сожалению, купить шпонку с нужным размером при условии экстренной необходимости достаточно проблематично. Несмотря на достаточно большие объемы производства, в разных механизмах используют различные виды шпонок, кроме того, даже у одинаковых по исполнению изделий могут быть отличающиеся размеры, которые не всегда есть в наличии в ближайших магазинах. Конечно, можно купить шпонку в Интернет-магазине, но тогда придется какое-то время ждать и её доставку. Соответственно, вышедший из строя механизм все это время нельзя будет эксплуатировать, а это повлечет за собой простой работы и существенную потерю денег.
Но как сделать шпонку из подручных средств? Ведь заводские изделия выполняются на высокоточном оборудовании. Многие предприятия для изготовления шпонок задействуют сверлильные, точильные, шлифовальные и множество других видов станков с ЧПУ, наличие которого позволяет достичь наиболее точных допусков. На самом деле все не так уж сложно! Конечно, сделать шпонку как с завода не получится — так или иначе она наверняка будет иметь небольшие отклонения. Однако, для экстренной замены подобное решение подойдет в полной мере. Кроме того, для этих целей можно нанять опытного мастера, который уже знает как выполняется изготовление шпонки. От Вас потребуется лишь предоставить ему оплату, необходимые размеры и сырьевой материал для заготовок. Правда, у многих мастеров всегда есть своя шпоночная сталь для подобных случаев.
Поскольку шпоночное соединение в качестве связующего звена может иметь самые разные виды шпонок, то при изготовлении изделия будет очень важно учитывать и то, какой материал сможет лучше выдержать поставленные нагрузки, и то, какой должна быть у нее конфигурация. Таким образом, можно в точности сделать шпонку как предыдущую по виду, но использовать при этом наиболее высокопрочные сплавы, чтобы существенно продлить её ресурс и избежать преждевременных поломок. Чтобы выполнить изготовление шпонки Вам будет нужна чистотянутая сталь с необходимыми размерами: шириной, толщиной, длиной. Обратите внимание на то, что бруски могут иметь прямоугольную и квадратную форму. При этом длина заготовки может варьироваться в нескольких метров до нескольких сантиметров. Помимо этого Вам так же будет нужно подготовить:
Обратите внимание — изготовление шпонки требует соблюдения правил по технике безопасности! Во-первых, Вы должны убедиться, что шпоночная сталь прочно закреплена в тисках. Степень надежности фиксации нужно периодически проверять по ходу выполнения всех этапов работы. Во-вторых, ни в коем случае не следует использовать такие напильники, в которых уже есть трещины и сколы на рукоятке. Так же нельзя применять и напильники без наличия рукояток. В-третьих, во время проведения опиливания заготовок с острыми краями, поджимать пальцы под напильник категорически запрещается. Кроме того, строго запрещено убирать стружечную пыль голыми руками без перчаток, поскольку можно порезать кожу или загнать металлическую занозу. Помимо этого, пыль не стоит сдувать ртом, так как она может запросто попасть в дыхательные пути.
Разновидности
Главным критерием выбора призматической шпонки является то, для какого виды соединений она предназначена.
В том случае, если соединение неподвижное, используют закладные призматические шпонки. В подвижных соединениях применяют направляющие или скользящие призматические шпонки. Использование направляющих актуально, когда движение ступицы происходит по продольной оси с валом, при этом она проскальзывает по самому пазу. Скользящий тип подразумевает жесткое закрепление в паз и движение вдоль него.
На производстве изготовление шпонок всех типов должно быть выполнено по соответствующим ГОСТам. Данные документы содержат рекомендуемые размеры для изделий в соответствие со стандартными размерами валов.
В случаях, когда вал или шпиндель имеет нестандартный диаметр, следует проводить подробный расчет допусков и посадок для паза.