ГОСТ 18360-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ-СКОБЫ ЛИСТОВЫЕ ДЛЯ ДИАМЕТРОВ от 3 до 260 мм
РАЗМЕРЫ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1. РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2. ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Республика Кыргызстан | Кыргызстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Таджикистан | Таджикстандарт |
| Туркменистан | Туркменглавгосинспекция |
| Украина | Госстандарт Украины |
3. Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 2 июня 1994 г. № 160 межгосударственный стандарт ГОСТ 18360-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1995 г.
4. ВЗАМЕН ГОСТ 18360-73, ГОСТ 18361-73, ГОСТ 18362-73, ГОСТ 18363-73, ГОСТ 18364-73
5. ПЕРЕИЗДАНИЕ. Сентябрь 2005 г.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| КАЛИБРЫ-СКОБЫ ЛИСТОВЫЕ ДЛЯ ДИАМЕТРОВ от 3 до 260 мм Размеры Plate snap-guages for diameters from 3 to 260 mm. Dimensions | ГОСТ 18360-93 |
Дата введения 01.01.95
Настоящий стандарт распространяется на гладкие листовые односторонние и двусторонние двупредельные калибры-скобы для контроля валов диаметрами от 3 до 260 мм.
Калибры-скобы для диаметров от 3 до 180 мм предназначены для контроля валов с допусками по ЕСДП 6-го и более грубых квалитетов и по системе ОСТ 2-го и более грубых классов точности; для диаметров свыше 180 до 260 мм — для контроля валов с допусками по ЕСДП 8-го и более грубых квалитетов и по системе ОСТ 3-го и более грубых классов точности.
Требования настоящего стандарта являются обязательными, кроме пп. (примечания), (последний абзац), .
1. Конструкция и основные размеры односторонних калибров-скоб должны соответствовать указанным на рисунке 1 и в таблице 1, двусторонних калибров-скоб — на рисунке 2 и в таблице 2.
Калибры-скобы односторонние для диаметров от 3 до 10 мм
* Размеры рекомендуемые.
Калибры-скобы односторонние для диаметров св. 10 до 100 мм
* Размеры рекомендуемые.
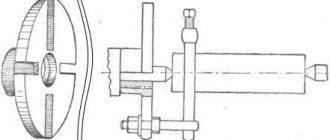
Калибры-скобы односторонние для диаметров св. 100 до 260 мм
1
— корпус;
2
— ручка-накладка по ГОСТ 18369
Рисунок 1
Примечания
1. Калибры-скобы диаметром до 20 мм включительно изготовляют без ручек-накладок.
2. Допускается не изготовлять отверстия диаметром 3 — 5 мм у калибров-скоб для контроля диаметров св. 3 до 100 мм.
Таблица 1
Размеры, мм
| D ном | D 1 | Н | h | l | l 1 | l 2 | s | Масса, кг, не более |
| От 3 до 10 | 38 | 36 | 15 | — | 6 | 3 | 4 | 0,03 |
| Св. 10 до 20 | 60 | 55 | 24 | 18 | 11 | 5 | 0,09 | |
| Св. 20 до 30 | 75 | 68 | 30 | 20 | 13 | 0,14 | ||
| Св. 30 до 40 | 95 | 82 | 37 | 22 | 0,20 | |||
| Св. 40 до 56 | 120 | 100 | 44 | 25 | 15 | 6 | 0,36 | |
| Св. 56 до 70 | 140 | 118 | 50 | 28 | 17 | 4 | 0,47 | |
| Св. 70 до 85 | 160 | 135 | 55 | 32 | 20 | 0,58 | ||
| Св. 85 до 100 | 180 | 150 | 59 | 36 | 21 | 6 | 0,70 | |
| Св. 100 до 120 | 215 | 170 | 65 | 40 | 24 | 7 | 1,00 | |
| Св. 120 до 140 | 240 | 185 | 70 | 1,16 | ||||
| Св. 140 до 160 | 265 | 200 | 75 | 8 | 1,57 | |||
| Св. 160 до 180 | 285 | 215 | 80 | 1,73 | ||||
| Св. 180 до 205 | 320 | 245 | 85 | 50 | 27 | 10 | 2,09 | |
| Св. 205 до 230 | 350 | 265 | 90 | 2,36 | ||||
| Св. 230 до 260 | 380 | 280 | 95 | 2,64 | ||||
| Примечание — Для граничных интервалов размеров D ном | ||||||||
Калибры-скобы двусторонние для диаметров от 3 до 10 мм
* Размеры рекомендуемые.
Рисунок 2
Примечание — Допускается отверстия диаметром 3 — 5 мм не изготовлять.
Таблица 2
Размеры, мм
| D ном | d | L | l | l 1 | Н | Масса, кг, не более |
| От 3 до 6 | 8 | 40 | 10 | 8 | 25 | 0,03 |
| Св. 6 до 10 | 12 | 50 | 12 | 10 | 32 | 0,04 |
2. Обозначение односторонних калибров-скоб для диаметров св. 10 до 260 мм — в соответствии с таблицей .
Таблица 3
| Обозначение калибров-скоб | Применяемость | D ном, мм | Обозначение калибров-скоб | Применяемость | D ном, мм |
| 8113-0101 | 10,5 | 8113-0147 | 65,0 | ||
| 8113-0102 | 11,0 | 8113-0164 | 67,0 | ||
| 8113-0103 | 11,5 | 8113-0149 | 70,0 | ||
| 8113-0104 | 12,0 | 8113-0165 | 71,0 | ||
| 8113-0105 | 13,0 | 8113-0150 | 72,0 | ||
| 8113-0106 | 14,0 | 8113-0151 | 75,0 | ||
| 8113-0107 | 15,0 | 8113-0152 | 78,0 | ||
| 8113-0108 | 16,0 | 8113-0153 | 80,0 | ||
| 8113-0109 | 17,0 | 8113-0154 | 82,0 | ||
| 8113-0110 | 18,0 | 8113-0155 | 85,0 | ||
| 8113-0111 | 19,0 | 8113-0156 | 88,0 | ||
| 8113-0112 | 20,0 | 8113-0157 | 90,0 | ||
| 8113-0113 | 21,0 | 8113-0158 | 92,0 | ||
| 9113-0114 | 22,0 | 8113-0159 | 95,0 | ||
| 8113-0115 | 23,0 | 8113-0160 | 98,0 | ||
| 8113-0116 | 24,0 | 8113-0161 | 100,0 | ||
| 8113-0117 | 25,0 | 8113-0201 | 102,0 | ||
| 8113-0118 | 26,0 | 8113-0202 | 105,0 | ||
| 8113-0119 | 27,0 | 8113-0203 | 108,0 | ||
| 8113-0120 | 28,0 | 8113-0204 | 110,0 | ||
| 8113-0121 | 29,0 | 8113-0205 | 112,0 | ||
| 8113-0122 | 30,0 | 8113-0206 | 115,0 | ||
| 8113-0123 | 31,0 | 8113-0207 | 120,0 | ||
| 8113-0124 | 32,0 | 8113-0208 | 125,0 | ||
| 8113-0125 | 33,0 | 8113-0209 | 130,0 | ||
| 8113-0126 | 34,0 | 8113-0210 | 135,0 | ||
| 8113-0127 | 35,0 | 8113-0211 | 140,0 | ||
| 8113-0128 | 36,0 | 8113-0212 | 145,0 | ||
| 8113-0129 | 37,0 | 8113-0213 | 150,0 | ||
| 8113-0130 | 38,0 | 8113-0214 | 155,0 | ||
| 8113-0131 | 39,0 | 8113-0215 | 160,0 | ||
| 8113-0132 | 40,0 | 8113-0216 | 165,0 | ||
| 8113-0133 | 41,0 | 8113-0217 | 170,0 | ||
| 8113-0134 | 42,0 | 8113-0218 | 175,0 | ||
| 8113-0135 | 44,0 | 8113-0219 | 180,0 | ||
| 8113-0136 | 45,0 | 8113-0301 | 185,0 | ||
| 8113-0137 | 46,0 | 8113-0302 | 190,0 | ||
| 8113-0138 | 47,0 | 8113-0303 | 195,0 | ||
| 8113-0139 | 48,0 | 8113-0304 | 200,0 | ||
| 8113-0140 | 50,0 | 8113-0305 | 205,0 | ||
| 8113-0141 | 52,0 | 8113-0306 | 210,0 | ||
| 8113-0162 | 53,0 | 8113-0307 | 215,0 | ||
| 8113-0142 | 55,0 | 8113-0308 | 220,0 | ||
| 8113-0163 | 56,0 | 8113-0309 | 225,0 | ||
| 8113-0143 | 58,0 | 8113-0310 | 230,0 | ||
| 8113-0144 | 60,0 | 8113-0311 | 240,0 | ||
| 8113-0145 | 62,0 | 8113-0312 | 250,0 | ||
| 8113-0146 | 63,0 | 8113-0313 | 260,0 |
3. Обозначение калибров-скоб для диаметров от 3 до 10 мм в соответствии с таблицей .
Таблица 4
| Обозначение калибров-скоб | Применяемость | D ном, мм | ||
| односторонних | двусторонних | односторонних | двусторонних | |
| 8113-0001 | 8102-0201 | 3,0 | ||
| 8113-0002 | 8102-0202 | 3,2 | ||
| 8113-0003 | 8102-0203 | 3,4 | ||
| 8113-0004 | 8104-0204 | 3,5 | ||
| 8113-0005 | 8102-0205 | 3,6 | ||
| 8113-0006 | 8102-0206 | 3,8 | ||
| 8113-0007 | 8102-0207 | 4,0 | ||
| 8113-0008 | 8102-0208 | 4,2 | ||
| 8113-0009 | 8102-0209 | 4,5 | ||
| 8113-0010 | 8102-0210 | 4,8 | ||
| 8113-0011 | 8102-0211 | 5,0 | ||
| 8113-0024 | 8102-0224 | 5,3 | ||
| 8113-0025 | 8102-0225 | 5,6 | ||
| 8113-0014 | 8102-0214 | 6,0 | ||
| 8113-0015 | 8102-0215 | 6,3 | ||
| 8113-0016 | 8102-0216 | 6,5 | ||
| 8113-0026 | 8102-0226 | 6,7 | ||
| 8113-0017 | 8102-0217 | 7,0 | ||
| 8113-0027 | 8102-0227 | 7,1 | ||
| 8113-0018 | 8102-0218 | 7,5 | ||
| 8113-0019 | 8102-0219 | 8,0 | ||
| 8113-0020 | 8102-0220 | 8,5 | ||
| 8113-0021 | 8102-0221 | 9,0 | ||
| 8113-0022 | 8102-0222 | 9,5 | ||
| 8113-0023 | 8102-0223 | 10,0 | ||
| Примечания 1. Размеры D ном приняты по ряду Ra 40 нормальных линейных размеров по ГОСТ 6636. 2. Обозначение калибров-скоб промежуточных размеров D — в соответствии с принятым у изготовителя. 3. При обозначении корпуса калибра-скобы (дет. 1) к основному обозначению калибра-скобы добавляют цифры 001, например, для D ном. = 10,5 мм: 8113-0101/001. | ||||
Пример условного обозначения гладкого двустороннего листового калибра-скобы диаметром D
ном= 3,4 мм для контроля вала с полем допуска h9:
Калибр-скоба 8102-0203 h9 ГОСТ 18360-93
То же, для контроля вала с полем допуска С3:
Калибр-скоба 8102-0203 С
3
ГОСТ 18360-93
То же, для приемного калибра-скобы П-ПР:
Калибр-скоба 8102-0203 С
3
П-ПР ГОСТ 18360-93
4. Исполнительные размеры калибров-скоб для валов с допусками по ЕСДП — по ГОСТ 21401, с допусками по системе ОСТ — в зависимости от класса точности контролируемого вала — по ОСТ 1203, ОСТ 1205, ОСТ 1208, ОСТ 1209, ОСТ 1219, ОСТ 1220, ОСТ НКМ 1221.
5. Ручки-накладки обязательны только для калибров-скоб для контроля валов диаметрами св. 20 до 180 мм с допусками по ЕСДП 6-го и 7-го квалитетов и 2-го и 2а классов точности по системе ОСТ; для контроля валов диаметрами св. 180 до 260 мм — с допусками по ЕСДП 8-го и 9-го квалитетов и 3-го класса точности — по системе ОСТ.
Ручки-накладки в зависимости от D
ном — в соответствии с таблицей .
Таблица 5
| D ном., мм | Обозначение ручек-накладок (дет. 2) по ГОСТ 18369 |
| Св. 20 до 56 | 8056-0013 |
| Св. 56 до 100 | 8056-0015 |
| Св. 100 до 160 | 8056-0018 |
| Св. 160 до 260 | 8056-0020 |
Допускается крепить ручки-накладки приклеиванием или методом горячей формовки. Клеевой шов должен обеспечивать неразъемность соединения. Прочность на сдвиг — не менее 4 МПа (40 кгс/см2).
6. Технические требования — по ГОСТ 2015.
7. Маркировка — по ГОСТ 2015 с добавлением децимального обозначения калибра-скобы по настоящему стандарту.
8. Конструкция и размеры корпуса калибров-скоб указаны в приложении.
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
СРЕДСТВА СШИВАНИЯ ДОКУМЕНТОВ
Общие технические требования
Means of stapling documents.
General technical requirements
МКС 35.260 97.180
Дата введения 01.07.90
Настоящий стандарт распространяется на средства сшивания (далее — сшиватели), предназначенные для скрепления документов металлическими скобами.
КЛАССИФИКАЦИЯ
По конструктивному исполнению сшиватели подразделяют на: сшиватели документов ручные (СДР), в том числе микросшиватели (МСДР); сшиватели документов настольные (СДН), в том числе микросшиватели (МСДН); сшиватели документов широкозахватные (СДШ); сшиватели документов усиленные (СДУ);
сшиватели документов электрифицированные (СДЭ), в том числе с автономным источником питания (СДЭА).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сшиватели следует изготовлять в соответствии с требованиями настоящего стандарта, технических условий или технического описания образца на сшиватели конкретного типа по рабочим чертежам, утвержденным в установленном порядке.
2.2. Основные показатели сшивателей должны соответствовать значениям, приведенным в табл. 1.
1. Высота ножки скобы, мм
2. Ширина захвата (расстояние от края бумаги до места скрепления), мм, не менее
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1989 © Стандартинформ, 2007
Окончание таблицы 1
3. Масса, кг, не более, с емкостью магазина:
100 скоб и шириной захвата документа 50 мм
4. Количество видов используе-
1. Конкретные значения по и. 1 для настольных, широкозахватных и усиленных сшивателей, и. 4 для усиленных сшивателей устанавливают по требованию потребителя.
2. По требованию потребителя сшиватель должен иметь съемник скоб.
3. Для электрифицированных сшивателей с автономным источником питания значения массы установлены без учета источника питания.
4. При расширении функциональных возможностей сшивателей, кроме СДР, МСДР и МСДН, допускается устанавливать значения массы более установленных настоящим стандартом.
5. Для сшивателей, кроме МСДР, МСДН и СДЭА наибольшую толщину сшиваемых документов определяют как высоту ножки скобы минус 3 мм.
2.3. Толщину блока сшиваемых документов для МСДР, МСДН и СДЭА, производительность и потребляемую мощность для электрифицированных, ширину захвата для усиленных сшивателей устанавливают в технических условиях на сшиватели конкретного типа.
2.4. Усилие, прилагаемое при сшивании блока документов наибольшей толщины, должно быть установлено в технических условиях на сшиватели конкретного типа.
2.5. Конструкция сшивателя должна обеспечивать загиб ножек скобы вовнутрь или наружу.
2.6. Конструкция сшивателя за один рабочий ход должна обеспечивать захват (выталкивание) только одной скобы, прокол блока документов наибольшей толщины, загиб концов скобы и возврат подвижных частей в исходное положение.
2.7. По устойчивости к воздействию климатических факторов внешней среды сшиватели должны соответствовать исполнению УХЛ, категории размещения 4.2 ГОСТ 15150.
2.8. Сшиватели в транспортной таре должны выдерживать воздействие температуры от минус 50 °С до плюс 50 °С и относительной влажности (95 + 3) % при температуре плюс 35 °С.
2.9. Сшиватели в транспортной таре должны выдерживать воздействие тряски с ускорением 30 м/с 2 при частоте ударов от 80 до 120 в минуту.
2.10. Наружные поверхности сшивателей, имеющих лакокрасочные покрытия, должны иметь для наружных поверхностей класс покрытия не ниже IV, внутренних — не ниже V по ГОСТ 9.032. Условие эксплуатации лакокрасочных покрытий сшивателей — У4 по ГОСТ 9.104. Требования к поверхностям сшивателей, имеющим металлические и неметаллические неорганические покрытия, — по ГОСТ 9.301.
2.11. Требования электробезопасности для электрифицированных сшивателей — по ГОСТ 12.2.007.0.
2.12. Уровень шума, создаваемый электрифицированным сшивателем на рабочем месте, не должен превышать значений, установленных ГОСТ 12.1.003.
2.13. Установленная безотказная наработка — 4000 сшиваний, для электрифицированных сшивателей с автономным источником питания — 3000 сшиваний от одного комплекта батарей, для микросшивателей — 2000 сшиваний. За критерий отказа принимают несоответствие требованиям пи. 2.4 и 2.6.
2.14. Условное обозначение сшивателя должно содержать: обозначение типа;
числовое значение ширины захвата; порядковый номер модели; обозначение технических условий.
Примеры условного обозначения:
Сшиватели документов ручные типа СДР с шириной захвата 10 мм, модели 3;
Сшиватели документов настольные типа СДН с шириной захвата 50 мм, модели 1:
Геометрические параметры такелажных скоб
Размеры крепежей регулируют положения ГОСТ 25573-82. Данный норматив регламентирует толщину изделий, применяемых в комплексе со стропами от 2 СК, а ещё расстояние между захватом и участком канатной ветви.
Важнейшую роль играют такие параметры, как длина элемента, его высота до оси фиксатора, зев крепления. После их подробного рассмотрения и делается вывод о допустимости применения на практике того или иного вида скобы.
Если такелаж многоплечевой или расстояния для установки закрепляющего болта недостаточно, то лучшим решением будет омегообразный крепёж. В других случаях предпочтение обычно отдают прямым моделям.
Подбирать типоразмер нужно также, учитывая тип поднимаемого материала. Говоря о металле, используемом для производства такелажных крепежей, чаще всего применяют прокатную сталь, реже – цементируемую. На строительном рынке можно встретить и продукцию из нержавейки.
Оглавление
2 Технические требования
Приложение Номенклатура основных показателей, необходимых при разработке технического задания, технических условий или технического описания образца
| Дата введения | 01.07.1990 |
| Добавлен в базу | 01.09.2013 |
| Актуализация | 01.01.2019 |
Этот ГОСТ находится в:
- Раздел Экология
- Раздел 35 ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ. МАШИНЫ КОНТОРСКИЕ
- Раздел 35.260 Машины конторские
- Раздел Электроэнергия
- Раздел 35 ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ. МАШИНЫ КОНТОРСКИЕ
- Раздел 35.260 Машины конторские
- Раздел Экология
- Раздел 97 БЫТОВАЯ ТЕХНИКА И ТОРГОВОЕ ОБОРУДОВАНИЕ. ОТДЫХ. СПОРТ
- Раздел 97.180 Различная бытовая техника и торговое оборудование
- Раздел Электроэнергия
- Раздел 97 БЫТОВАЯ ТЕХНИКА И ТОРГОВОЕ ОБОРУДОВАНИЕ. ОТДЫХ. СПОРТ
- Раздел 97.180 Различная бытовая техника и торговое оборудование
Организации:
| 21.06.1989 | Утвержден | Государственный комитет СССР по стандартам | 1797 |
| Издан | Стандартинформ | 2007 г. | |
| Издан | Издательство стандартов | 1989 г. | |
| Разработан | Министерство приборостроения, средств автоматизации и систем управления СССР |
Means of stapling documents. General technical requriments
- ГОСТ 15150-69Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
- ГОСТ 12.1.003-83Система стандартов безопасности труда. Шум. Общие требования безопасности. Заменен на ГОСТ 12.1.003-2014.
- ГОСТ 9.032-74Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
- ГОСТ 9.104-79Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации. Заменен на ГОСТ 9.104-2018.
- ГОСТ 9.301-86Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
- ГОСТ 12.2.007.0-75Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
Виды
В работе может понадобится крепёж разной функциональности. Поэтому производители изготавливают его в 4 вариантах:
- G-209: омегообразные с внутренней резьбой.
- G-210: прямые с внутренней резьбой.
- G-2130: омегообразные, болт-гайка.
- G-2150: прямые, болт-гайка.
Соединения с большим диаметром продевают в дугу скобы, с меньшим – навешивают на палец крепежа.
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
СРЕДСТВА СШИВАНИЯ ДОКУМЕНТОВ
Общие технические требования
Means of stapling documents.
General technical requirements
28161-89
МКС 35.260 97.180 ОКП 42 6345
Дата введения 01.07.90
Настоящий стандарт распространяется на средства сшивания (далее — сшиватели), предназначенные для скрепления документов металлическими скобами.
КЛАССИФИКАЦИЯ
По конструктивному исполнению сшиватели подразделяют на: сшиватели документов ручные (СДР), в том числе микросшиватели (МСДР); сшиватели документов настольные (СДН), в том числе микросшиватели (МСДН); сшиватели документов широкозахватные (СДШ); сшиватели документов усиленные (СДУ);
сшиватели документов электрифицированные (СДЭ), в том числе с автономным источником питания (СДЭА).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сшиватели следует изготовлять в соответствии с требованиями настоящего стандарта, технических условий или технического описания образца на сшиватели конкретного типа по рабочим чертежам, утвержденным в установленном порядке.
2.2. Основные показатели сшивателей должны соответствовать значениям, приведенным в табл. 1.
1. Высота ножки скобы, мм
2. Ширина захвата (расстояние от края бумаги до места скрепления), мм, не менее
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1989 © Стандартинформ, 2007
Окончание таблицы 1
3. Масса, кг, не более, с емкостью магазина:
100 скоб и шириной захвата документа 50 мм
4. Количество видов используе-
1. Конкретные значения по и. 1 для настольных, широкозахватных и усиленных сшивателей, и. 4 для усиленных сшивателей устанавливают по требованию потребителя.
2. По требованию потребителя сшиватель должен иметь съемник скоб.
3. Для электрифицированных сшивателей с автономным источником питания значения массы установлены без учета источника питания.
4. При расширении функциональных возможностей сшивателей, кроме СДР, МСДР и МСДН, допускается устанавливать значения массы более установленных настоящим стандартом.
5. Для сшивателей, кроме МСДР, МСДН и СДЭА наибольшую толщину сшиваемых документов определяют как высоту ножки скобы минус 3 мм.
2.3. Толщину блока сшиваемых документов для МСДР, МСДН и СДЭА, производительность и потребляемую мощность для электрифицированных, ширину захвата для усиленных сшивателей устанавливают в технических условиях на сшиватели конкретного типа.
2.4. Усилие, прилагаемое при сшивании блока документов наибольшей толщины, должно быть установлено в технических условиях на сшиватели конкретного типа.
2.5. Конструкция сшивателя должна обеспечивать загиб ножек скобы вовнутрь или наружу.
2.6. Конструкция сшивателя за один рабочий ход должна обеспечивать захват (выталкивание) только одной скобы, прокол блока документов наибольшей толщины, загиб концов скобы и возврат подвижных частей в исходное положение.
2.7. По устойчивости к воздействию климатических факторов внешней среды сшиватели должны соответствовать исполнению УХЛ, категории размещения 4.2 ГОСТ 15150.
2.8. Сшиватели в транспортной таре должны выдерживать воздействие температуры от минус 50 °С до плюс 50 °С и относительной влажности (95 + 3) % при температуре плюс 35 °С.
2.9. Сшиватели в транспортной таре должны выдерживать воздействие тряски с ускорением 30 м/с 2 при частоте ударов от 80 до 120 в минуту.
2.10. Наружные поверхности сшивателей, имеющих лакокрасочные покрытия, должны иметь для наружных поверхностей класс покрытия не ниже IV, внутренних — не ниже V по ГОСТ 9.032. Условие эксплуатации лакокрасочных покрытий сшивателей — У4 по ГОСТ 9.104. Требования к поверхностям сшивателей, имеющим металлические и неметаллические неорганические покрытия, — по ГОСТ 9.301.
Рекомендации по применению
Перед тем, как приобрести подобные изделия, нужно внимательно проверить:
- соответствие корпуса и штифта (учитываются все параметры);
- отсутствие повреждений в резьбовой части;
- наличие разводного шплинта;
- отсутствие следов изношенности и деформаций;
- качество поверхности крепления.
Также нужно убедиться, что скобы не подвергались термическому воздействию – оно негативно влияет на показатель максимальной грузоподъёмности. Кроме того, необходимо помнить, что запрещается менять форму крепёжных изделий, используя сварку, изгиб или нагрев.
Такелажная скоба – вещь нужная. Она пригодится в любом хозяйстве. Особенно, если вы часто занимаетесь строительными работами.
Выбор этого изделия требует ответственного подхода. Следует покупать скобы лишь от проверенных производителей. Известный бренд послужит своеобразной гарантией качества. Полезными будут также советы опытных специалистов.