Назначение.
Вращающиеся центры применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками.
Изготавливаются двух типов:
- тип А — с постоянным центровым валиком;
- тип Б — с насадкой на центровой валик.
Изготавливаются двух исполнений:
- исп. 1 — центровой валик с конусом 60°;
- исп. 2 — центровой валик с конусом 60°, дополнительно проточенным под конус 30°.
Центры вращающиеся изготавливаются по ГОСТ 8742-75.
Пример обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
Сфера применения и особенности
Центры вращающиеся применяются в токарных станках для обточки деталей при скорости вращения более 75 м/мин. При этой скорости начинается процесс повышенного износа конуса центра и центрового отверстия обрабатываемой заготовки. Частичным путем решения проблемы является применение смазки и твердосплавных напаек, но оптимальным вариант – применение вращающегося центра.
Основные преимущества оснастки:
- Универсальность. При использовании центров со сменной насадкой можно обрабатывать детали с различными конусными осевыми отверстиями.
- Высокие характеристики воспринимаемой нагрузки, значительно превышающие показатели упорных фиксаторов.
- Длительная эксплуатация благодаря уменьшенному износу.
- Возможность работы при высоких показателях нагрузки.
Основным недостатком является наличие радиального биения. Данная проблема решается применение оснастки с допустимым показателем биения, либо финишной обработкой на малых скоростях с использованием неподвижного центра.
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии — 0,012 мм;
- для нормальной серии повышенной точности — 0,006 мм;
- для усиленной серии — 0,016 мм.
Твердость центрового валика (насадки) — не менее HRC 58. Твердость конуса Морзе хвостовика — не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | — | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | — | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | — | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | — | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | — | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об/мин и срока службы 4000 часов.
Особенности эксплуатации
Приведём основные правила эксплуатации вращающихся центров, необходимые для точной обработки деталей:
- При выборе класса точности оснастки необходимо оставить запас на покрытие погрешностей биения вследствие прочих причин – износ подшипников, малая жесткость и т. д.
- Важную роль играет правильная установка детали. Ось конуса должна с высокой точностью совпадать с осью вращения заготовки.
- Для проверки точности установки можно подложить под вращающийся центр белый лист бумаги и оценить соосность. Более точный контроль производится с помощью индикаторов.
- При наличии биения конус шлифуется по месту с проверкой по шаблону. Обработка осуществляется электроинструментом, расположенным в резцедержателе.
- Биение вращающихся центров приводит к биению полученной детали относительно оси. При установке этой детали на другой станок, имеющий другой показатель биения, может иметь место отклонение от соосности. Для устранения отклонений производится обработка с применением неподвижного центра.
Порядок работы и техническое обслуживание.
4.1. Перед установкой вращающегося центра на токарный станок, его необходимо расконсервировать и проверить подвижность оси. При необходимости поверхности скольжения вращающегося центра (опоры качения) смазать машинным маслом, заливая масло в технологические отверстия и вращая ось центра.
4.2. После необходимой проверки и подготовки центр установить в пиноль задней бабки токарного станка.
4.3. После окончания работы центр протереть мягкой тканью и смазать противокоррозионной смазкой.
4.4. Условия эксплуатации вращающегося центра – ГОСТ 15150-69 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию изделия.
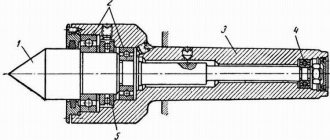
Конструкция вращающихся центров
На рисунке выше изображена конструкция центра предназначенного для фиксации в конический паз пиноли задней бабки токарного станка. Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
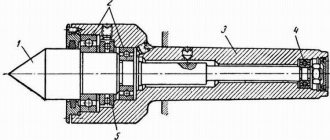
Более надежную фиксацию заготовок, особенно при работе с тяжелыми деталями на больших скоростях, обеспечивают встроенные в пиноль центры. Данное конструктивное исполнение, приведенное на рисунке ниже, даёт более высокую жесткость фиксации, оптимально при подготовке стружек большого сечения.
В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.
История и эволюция
Далее в тексте вам встретятся технические решения эффективные, но мастерам-любителям малоизвестные, т.к. в промышленности они по тем или иным причинам не применяются или применяются ограниченно. Однако изготовление самодельного токарного станка для обработки древесины они могут упростить и облегчить настолько, что из электроинструмента в некоторых случаях можно будет ограничиться ручной дрелью. Станкостроение тысячелетия развивается под знаком решения проблемы: как на станке точностью, к примеру, в 1 условную единицу длины сделать детали станка с точностью, допустим, 0,2 тех же единиц? И т.д., и т.п. Чтобы понять, как техника дошла до жизни такой, полезно будет ненадолго обратиться к истории.
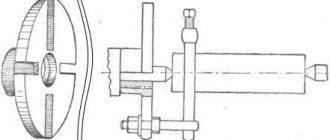
Прародитель всех вообще станков для обработки материалов вращением – приспособление, с помощью которого люди неолита добывали огонь и сверлили рог, кость, камень, поз. 1 на рис; в последних случаях под сверло из дерева или кости подсыпали абразив из мокрого кварцевого песка. Первобытные кельты на том же принципе придумали токарный станок с ножным приводом, поз. 2; центра делались из заостренных обожженных кольев твердого дерева. В Англии сей агрегат в ходу до сих пор у мастеров-мебельщиков. Лес там по кварталам не рубят. Откупив на повал пару-тройку лесин, мастер потом охапками выносит к трассе готовые ножки, балясины и т.п. В ремесле подобного типа станок дожил прим. до начала XVIII века, поз. 3, хотя заготовка в нем вертится туда-обратно и мастеру приходится дополнительно отвлекаться, чтобы переворачивать резец.
Этапы эволюции токарного станка по дереву
В Древнем Египте уже в эпоху Среднего Царства был хорошо известен токарный станок с лучковым приводом, поз. 4. «Мотором» был, естественно, раб. В русской деревенской общине (в миру) с ее крепкими традициями взаимопомощи и взаимовыручки лучковый токарный станок дожил в глубинке до… 80-х годов прошлого века! Массовое индивидуальное деревянное строительство в планы пятилеток никоим образом не включалось, зато советское руководство в провинции смотрело сквозь пальцы на самовольную лесозаготовку в ограниченных размерах для собственных нужд или на несанкционированную закупку в леспромхозах диких бревен за универсальную советскую валюту крепостью 40 об. и вместимостью поллитра.
Для тонкой и/или мелкой работы ножной станок с бечевой и лучковый не годились: в дереве всегда есть неоднородности, а маховиком – гасителем крутильных колебаний была сама заготовка. Радикальные усовершенствования токарного станка ввел мастер Феодор в Древней Греции прим. в 400 г до н. э, поз. 6. Он дополнил ножной привод, во-первых, кривошипом – теперь заготовка вращалась в одну сторону. Во-вторых, сделал центра вращающимися и снабдил один из них захватом для удержания заготовки. В-третьих, ввел в кинематическую схему тяжелый маховик. Отдельные станки такой конструкции находились в эксплуатации на промышленных предприятиях до начала электрификации промышленности, поз. 7 – при тогдашнем полном отсутствии социальных гарантий труд неквалифицированного подсобника обходился дешевле затрат на содержание паровой машины.
Центр вращающийся ГОСТ 8742-75 грибковый Б-1-5-Н с насад. 32- 80
Добавить к сравнению
| Выберите центр | Б-1-2-Н с насад. 25-60 |
Добавить к сравнению
| Выберите центр | Б-1-3-Н с насад. З0-70 |
Добавить к сравнению
| Выберите центр | Б-1-4-Н с насад. З0-70 |
Добавить к сравнению
| Выберите центр | Б-1-4-У с насад. З0-70 |
Добавить к сравнению
| Выберите центр | Б-1-4-У с насад. 40-90 |
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 40- 90 |
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 90-130 |
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 130- 180 |
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 180- 240 |
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 240-290 |
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 290-340 |
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 340-390 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 40- 90 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 90-130 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 130-180 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 180-240 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 240-290 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 290-340 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 340-390 |
rezets-by.ru
Центры для токарных станков
Конструкция токарных станков предусматривает использование определенной оснастки. Только при наличии необходимого оснащения можно сделать деталь с нужными параметрами точности. При этом нужно приобрести специальное оснащение или сделать самодельный вариант исполнения. Стоит отметить, что своими руками можно создать не все для точного точения.
Токарные вращающиеся центры
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
- Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
- Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
- Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
- В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Виды токарных центров
Провести фиксацию необходимого инструмента в пиноли можно своими руками. Для выполнения этой работы понадобиться несколько минут, и выполнить ее можно самостоятельно. Согласно ГОСТ можно выделить следующие виды:
- упорный. ГОСТ определяет то, что наконечник и хвостовик имеют практически одинаковый диаметр. Устройство этой конструкции определяет то, что наконечник изготавливают из закаленной стали или твердого сплава согласно ГОСТ 13214-79.
- грибковый вариант несколько отличается от предыдущего. грибковый наконечник имеет согласно ГОСТ 8742-75 больший диаметр с усеченным рабочим конусом. согласно ГОСТ 8742-75 есть два типа наконечника, которыми обладает грибковый центр: с центрированным валиком или с насадкой для него. грибковый наконечник позволяет использовать рассматриваемое устройство для крепления тел вращения с полыми торцевыми отверстиями во время обработки.
Грибковый токарный центрВращающиеся токарные центрыУпорные вращающиеся центры
При точении во время большой центробежной силе сделать наиболее благоприятные условия можно при применении центра, в конструкции которого есть подшипник. Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник.
Угол конуса может быть 60 или 90 градусов. Угол выбирается в зависимости от режима резания.
Существуют более сложные виды оснастки для установки в пиноли, которые могут иметь, к примеру, устройство для измерения прижимной силы. Сделать своими руками некоторые варианты центров для токарного станка невозможно. Обратный ход шпинделя не оказывает влияние на возможность использования пиноли.
Скачать ГОСТ 8742-75 «Центры токарные вращающиеся»
Скачать ГОСТ 13214-79 «Центры и полуцентры токарные»
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
(: 1, в среднем: 5,00 из 5) Загрузка…
Источник: https://StankiExpert.ru/tehnologicheskaya-osnastka/prisposobleniya/centry-dlya-tokarnykh-stankov.html
Центр вращающийся ГОСТ 8742-75 грибковый Б-1-5-У с насад. 40- 90
Добавить к сравнению
| Выберите центр | Б-1-2-Н с насад. 25-60 |
Добавить к сравнению
| Выберите центр | Б-1-3-Н с насад. З0-70 |
Добавить к сравнению
| Выберите центр | Б-1-4-Н с насад. З0-70 |
Добавить к сравнению
| Выберите центр | Б-1-4-У с насад. З0-70 |
Добавить к сравнению
| Выберите центр | Б-1-4-У с насад. 40-90 |
Добавить к сравнению
| Выберите центр | Б-1-5-Н с насад. 32- 80 |
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 90-130 |
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 130- 180 |
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 180- 240 |
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 240-290 |
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 290-340 |
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 340-390 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 40- 90 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 90-130 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 130-180 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 180-240 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 240-290 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 290-340 |
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 340-390 |
rezets-by.ru