Разновидности
Для подразделения разверток на виды используются разные критерии.
- Способ использования – машинные либо ручные.
- Форма подвергаемого обработке отверстия и собственная конфигурация – конусообразные или цилиндрические.
- Способ закрепления – насадные либо хвостовые.
- Расположение по окружности режущих кромок – неравномерное или с определенным шагом, то есть равномерное. Шероховатость обработанной поверхности напрямую зависит от примененного варианта исполнения.
Развертки машинные (устанавливаются на станках) и с ручным приводом конструктивно отличаются. В частности, у инструмента второго типа режущие кромки, находящиеся на рабочей части, удлиненные. А хвостовик имеет квадратное сечение, что позволяет надежно зафиксировать ручную развертку в имеющемся воротке. Машинным инструментом можно проводить развертывание гнезд, характеризующихся достаточно большой глубиной. Обеспечивается это следующими его особенностями:
- рабочая часть заметно короче;
- шейка же, наоборот, длиннее.
Выбирать подходящую развертку нужно с учетом:
- диаметра планируемого к обработке отверстия;
- разновидности инструмента: машинного либо ручного типа; для какой обработки он пригоден – чистовой-финишной либо предварительной-черновой. В последнем случае при выборе нужно руководствоваться такими цифрами необходимого припуска: чистовое развертывание – min 0,05 мм; max 0,10 мм; черновая операция – min 0,1 мм; max 0,15 мм.
Более полная информация по этому вопросу отображена в таблице. Численные значения приведены в миллиметрах.
| Припуск на операцию | Диаметры отверстий и соответствующие им припуски | ||||
| 100,0 | 50,0-75,0 | 30,0-50,0 | 18,0-30,0 | 12,0-18,0 | |
| Чистового развертывание | 0,1 | 0,08-0,1 | 0,07 | 0,06 | 0,04-0,05 |
| Чернового развертывания | 0,3 | 0,2-0,22 | 0,18 | 0,14 | 0,1-0,11 |
| Общее значение для обеих разновидностей обработки | 0,4 | 0,3 | 0,25 | 0,2 | 0,15 |
Как пользоваться ручными, механическими, регулируемыми и разжимными развертками
Рассмотрим особенности инструментов.
Как пользоваться ручными развертками
Ручные развертки по металлу изготавливаются по ГОСТу 7722-77. Размерный ряд — 3–58 мм. Шаги могут варьироваться.
При выборе ручных разверток по металлу мастера обращают внимание на следующие параметры.
- Габариты инструмента.
- Количество зубьев.
- Равномерность их распределения.
- Тип режущей части.
- Профиль канавок.
- Тип зажимной части.
Развертывание отверстий ручным инструментом производится при помощи воротка. Для его закрепления на конце хвостовика имеется специальный паз. Обычно все происходит по такой схеме.
- Выполняются разметка и накернивание.
- Отверстие высверливается.
- Развертка закрепляется в воротке, смазывается и вставляется в отверстие.
- Для его развертывания инструмент вращают по часовой стрелке.
- Финальный этап — проверка параметров отверстия при помощи калибра.
Изображение №2: развертывание отверстий ручной разверткой
Расскажем о важных особенностях.
- Ручные развертки очень эффективны. Режущие зубья имеют острые грани по всей длине.
- Диаметры передних поверхностей рабочих частей уменьшены. Инструменты легко входят в заранее подготовленные отверстия нужных диаметров.
- При увеличении количества режущих кромок повышается качество обрабатываемых отверстий.
- Развертывать отверстия необходимо плавно. Не ускоряйтесь даже при легком ходе. Избегайте рывков.
- В обратную сторону развертку вращать нельзя. Это приводит к поломке режущих кромок, а также к появлению задиров в отверстиях.
Как пользоваться машинными развертками
Машинные развертки закрепляют в патронах токарных, сверлильных и фрезерных станков. Эти инструменты имеют короткие рабочие части с крутыми углами передних кромок (до 45°). Машинное развертывание существенно повышает производительность труда.
Для обработки отверстия нужно закрепить развертку, добавить СОЖ и совместить оси. Далее необходимо задать нужную скорость вращения и запустить оборудование.
Машинные развертки и их применение имеют следующие особенности.
- Инструменты имеют большое количество режущих кромок. Качество получаемых отверстий находится на очень высоком уровне.
- Машинное развертывание требует компенсации биения шпинделя. Для устранения этого негативного фактора служат шарнирные оправки.
Фотография №6: машинное развертывание
Обработка производится на высоких скоростях. Машинные развертки имеют повышенную износостойкость.
Развертка позиционируется точно. За счет этого инструмент плавно входит в отверстие. На все зубья оказывается одинаковой давление. Это значительно повышает точность и минимизирует биение.
Скорость при развертывании меньше, чем при сверлении, примерно в 2–3 раза. Инструменты не перегреваются.
Машинное развертывание требует использования значительного количества смазывающе-охлаждающей жидкости.
Как пользоваться регулируемыми развертками
Регулируемые развертки позволяют изменять наружные диаметры режущих частей под конкретные диаметры отверстий. Это особенно полезно при обработке отверстий с дробными диаметрами.
При помощи небольших регулируемых разверток можно изменять диаметр в пределах до 1 мм. У крупногабаритных инструментов диапазоны настройки расширяются. Диаметры можно варьировать в пределах до 3 мм.
Фотография №7: регулируемая развертка по металлу
Регулируемые развертки используют так же, как и обычные. Основное отличие заключается в том, что инструменты этого типа оснащают сменными ножами, которые надежно фиксируются клиновыми вставками с накладками. Настройка производится при помощи контргайки. При затягивании диаметр обработки увеличивается, а при ослаблении — уменьшается. После настройки диаметр выверяется при помощи штангенциркуля и микрометра.
Как пользоваться разжимными развертками
Их еще называют раздвижными.
Фотография №8: разжимная развертка по металлу
Внутри такой развертки есть шарик и винт. При его закручивании шарик перемещается и распирает грани инструмента. Диаметр немного увеличивается. Использование разжимных разверток позволяет увеличивать диаметры обработки на 0,15–0,5 мм.
При закручивании винтов не рекомендуется прилагать слишком большие усилия. Корпус развертки может треснуть.
Методика развертывания
Для полного понимания методики проведения данной процедуры, целесообразно будет привести конкретный пример. Пусть требуется создать отверстие диаметром Ø30,0 мм по квалитетам ІТ6 – ІТ7. Последовательность этапов выполнения этого задания выглядит так:
- сначала высверливается гнездо диаметром Ø28,0 мм;
- затем проводится операция зенкерования с использованием зенкера диаметром Ø29,60 мм:
- далее –черновое развертывание с помощью инструмента с диаметром Ø29,90 мм;
- финишное развертывание посредством чистовой развертки диаметром 30,0 мм
На степень точности отверстия, сформированного в результате проведения данной процедуры, а также на уровень шероховатости полученной поверхности влияет, наряду с геометрическими характеристиками примененного инструмента, еще и тип СОЖ (здесь и далее Смазочно-Охлаждающая Жидкость). Если развертываются отверстия в стальных элементах конструкции, используются специальные дисперсные системы, проще говоря, эмульсии с добавками минеральных масел. Когда обрабатываются детали из латуни и бронзы, применяется СОЖ без таких компонентов. Более подробно эта тема будет раскрыта ниже.
Назначение и принцип действия
Это процесс механической обработки и очистки отверстий. На первый взгляд, он схож со сверлением и зенкерованием. Но применяется на более позднем этапе, а также имеет совершенно иное назначение. После формирования паза в нем практически всегда присутствуют серьезные отклонения по уровню допуска и квалитету от исходных параметров, указанных в чертеже. Это особенность инструмента и человеческого фактора. Идеальной точности добиться просто невозможно. Но финишная обработка максимально приближает изделие к заданной по схеме планке. И вот тут становится понятно, что такое развертка, для чего используется процесс. Это возможность достичь необходимого уровня квалитета. Выровнять геометрию, избавиться от заусенцев и неровностей на металле. Соответственно, процедура особенно актуально, если к обрабатываемому изделию вставляется в требованиях высокий класс точности. Да, достичь восьмого или седьмого класса вполне можно и обычным сверлением. Зенкерование позволит приблизиться к пятому, а в некоторых случаях даже четвертому классу. Но выше – это уже удел финишной обработки.
Сам инструмент отличается большим количеством зубьев. Благодаря высоким оборотам круговых движений, а также продольной подачи, стержень выскабливает любые неровности, а также снимает стенки отверстия в самом маленьком значении. За заход стачивается буквально десятые доли миллиметр, позволяя приблизиться к идеальным параметрам, обозначенным на чертеже.
Поэтому слесарная механическая развертка – это единственный способ достичь неплохих показателей точности даже вне производственных цехов.
Работа с ручным инструментом
Ручное развертывание предполагает выполнение следующих действий:
- анализируются параметры исходного отверстия и заданные условиями Т.З. его конечные технические характеристики;
- на основе полученных данных выбирается инструмент для проведения процедур предварительного-чернового и окончательного-чистового развертывания;
- заготовка прочно закрепляется в тисках;
- в отверстие, проделанное в заготовке на этапе литья либо путем ее сверления, устанавливается инструмент, с помощью которого будет выполняться операция чернового развертывания;
- затем на его хвостовик надевается вороток;
- потом на обе рабочие поверхности — внутреннюю обрабатываемого отверстия и наружную развертки – наносится специальное смазывающее вещество;
- следующий этап – собственно, черновое развертывание. Оно проводится путем медленного, без каких-либо резких движений, вращения. При этом необходимо постоянно наносить материал для смазки;
- по окончании данного этапа инструмент следует аккуратно извлечь. Делать это нужно так, чтобы он не проворачивался в обратном направлении;
- далее в отверстие вставляется чистовой инструмент, и на его квадратный хвостовик насаживается вороток;
- чистовое развертывание осуществляется вращением воротка в направлении движения часовой стрелки. Для получения поверхности с низким уровнем шероховатости интенсивность подачи инструмента должна быть очень невысокой, а еще лучше – минимальной из допустимых по технологической карте;
- после завершения процедуры чистового-финишного развертывания, нужно проконтролировать качество обработанной поверхности и корректность геометрии отверстия. С этой целью используется такое безшкальное приспособление, как гладкий предельный метрологический калибр-пробка.
На рисунке представлены приемы проведения процедуры развертывания.
Зенкерование
Все о сверлах для квадратных отверстий
Зенкером обрабатывают отверстия, предварительно штампованные, литые или просверленные. Зенкерование может быть как предварительной (перед развертыванием), так и окончательной обработкой. Кроме обработки отверстий, зенкеры применяются иногда для обработки торцовых поверхностей заготовок.
Для повышения точности зенкерования (особенно при обработке литых или штампованных глубоких отверстий) рекомендуется предварительно расточить (резцом) отверстие до диаметра, равного диаметру зенкера, на глубину, примерно равную половине длины рабочей части зенкера.
Зенкеры, как и сверла, устанавливают на токарных станках чаще всего в задней бабке или револьверной головке.
Развертывание отверстий с коническим сечением
Схема обработки конусообразных гнезд, практически, идентична операции развертывания отверстий с цилиндрическим поперечным сечением или имеющим уступы по причине использования сверл различного диаметра. Проведение данной процедуры с гнездами последней (ступенчатой) конфигурации отличается тем, что можно оставить меньший припуск. Другая ее особенность – это применение, наряду с черновым и чистовым, еще и промежуточного инструмента.
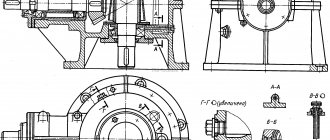
Последовательность этапов развертывания отверстий конической конфигурации изображена на рисунке.
Контроль результатов проведения такой операции осуществляется с использованием конусного метрологического калибра. Эта проверка выполняется:
- определением глубины прохода применяемого для контроля приспособления;
- по конфигурации линий соприкосновения поверхностей метрологического калибра и созданного отверстия.
Осуществляется проверка качества процедуры развертывания конусообразного гнезда так:
- На боковую грань безшкального контрольного инструмента вдоль его продольной оси наносятся карандашом не больше 3-4 линий. Расстояние между ними должно быть примерно одинаковым.
- Под небольшим нажимом в коническое отверстие заготовки вставляется калибр и поворачивается на треть оборота.
- После извлечения контрольного инструмента осуществляется проверка состояния линий, нанесенных на этапе №1.
О качественном выполнении процедуры развертывания говорит факт равномерного истирания всех вышеуказанных линий.
Что нужно знать
Даже работаю вручную, есть возможность застраховать себя от сбившейся оси. Казалось бы, без станка четко зафиксировать центр и выдержать его все равно не выйдет. Но способ есть – нужно просто приобрести тип оборудования с соосником. И тогда человеческий фактор будет нивелирован. Правда, других преимуществ машинной обработки модель не предоставляет, учтите этот момент.
Выполнение машинного развертывания
Выбор режимов проведения такой технологической операции предполагает использование специальных таблиц. В качестве исходных служат следующие параметры: материал изготовления развертки; марка сплава, подвергаемого обработке; диаметр создаваемого отверстия. К числу основных характеристик машинного развертывания относятся: скорость вращения шпинделя станка, а также скорость проникновения инструмента в гнездо. Проводят эту операцию с минимальной скоростью, когда обрабатываются отверстия в вязких сплавах/металлах. Развертывание гнезд в нормализованных сталях выполняется обычно на максимально возможной по технологической карте скорости.
Виды применяемых СОЖ
Смазочно-охлаждающая жидкость подбирается под материал, в котором проделано подлежащее развертыванию отверстие. Рекомендации экспертов по этому вопросу формулируются следующим образом:
- стальные сплавы инструментальные (с содержанием элемента углерод С, превышающим 0,7%), конструкционные различного качества и углеродистые (содержание элемента углерод достигает отметки 2,14%) – смесь минеральных либо нефтяных масел; масла с добавками серы (элемент S); эмульсия, в том числе на основе 2-фазной системы; мыльный раствор (водный);
- бронза – при развертывании СОЖ не используется;
- алюминий – сурепное масло (в качестве сырья для его производства используются семена сурепицы); смесь скипидара (по-научному – масло терпентинное) с керосином; очищенный керосин; эмульсия;
- медь и медьсодержащие сплавы – эмульсии;
- чугун – в качестве СОЖ используется керосин. Допускается развертывание данного материала и без охлаждающей жидкости.
Некоторые нюансы процедуры машинного развертывания
Прежде чем приступить к развертыванию отверстия машинным способом, особое внимание следует уделить подготовке оборудования. Заключается она в выполнении следующих действий:
- посадочное место в шпинделе агрегата, а также конусообразный хвостовик инструмента с максимальной тщательностью протираются;
- затем развертку нужно вставить в подготовленный шпиндель;
- подвергаемая обработке деталь закрепляется на рабочем столе станка. При этом нужно добиться совпадения осей отверстия и развертки;
Сама процедура машинного развертывания включает следующие этапы:
- по завершении создания гнезда в обрабатываемой детали, нужно извлечь сверло из шпинделя сверлильного агрегата и вставить вместо него черновую развертку;
- проводится операция чернового развертывания;
- затем нужно сделать замену черновой развертки на чистовую, после чего выполнить процедуру еще раз;
- завершив чистовое-финишное развертывание, необходимо вывести инструмент из рабочей зоны, выключить электрический двигатель станка и, воспользовавшись калибром-пробкой, проверить качество проведенных работ.
Иногда рекомендуется для проведения чистовой обработки закреплять развертку в оправку шарнирного типа либо плавающий патрон.
ГОСТ
Существует несколько стандартов, нормирующих качество продукции. Так, за типовое разнообразие, а также размерные ряды отвечает ГОСТ 29240-91. А если разбираться в моделях, которые имеют припуск, то руководствоваться придется уже совершенно другим нормативным документом. А точнее – ГОСТ 11173-76. Весьма распространена процедура в домашних условиях. Когда источник подачи становится не станок, обычный ручной прибор. И в этом случае нам нужно обратить внимание на ГОСТ 7722-77. А вот другой документ, под номером 1672-80 уже регламентирует нормы в цельных моделях машинного типа. То есть как раз заводские установки.
Производители
На текущий момент на рынке не так и много видных брендов, которые достойны упоминания. Среди зарубежных компаний отдельно хотелось бы отметить, Bahco и Licota, а также внимания заслуживает Rock FORCE.
А вот наш отечественный производитель зачастую при неплохом качестве выставляет более приятные цены. ТЕХМАШ или Русский инструмент, а также АвтоДело – эти фирмы смогут дать серьезный конкурентный бой зарубежным компаниям.Обращайтесь в , и мы подберем необходимое вам оборудование. Свяжитесь с нами по контактному номеру для консультации.
Что же, наш обзор подошел к завершению. Теперь вы точно знаете, для чего применяют развертки. И без труда сможете подобрать для себя самую результативную и подходящую продукцию.