Винты, болты и шпильки — самые распространенные элементы с наружной резьбой. Чаще всего в руки домашнего мастера они попадают уже готовыми. Но бывает, что требуется изготовить какой-нибудь хитрый болт или нестандартную шпильку. Заготовкой для такой детали служит стержень, диаметр которого должен соответствовать нарезаемой резьбе.
Диаметр стержня под наружную резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Все эти сведения обычно указывают на чертеже детали в виде обозначения М10×1,5. Буква «М» обозначает метрическую резьбу, цифра после буквы — номинальный диаметр, цифра после знака «х» — шаг резьбы. При использовании основного (крупного) шага его могут не указывать. Основной шаг резьбы
определен стандартом и является наиболее предпочтительным.
При выборе диаметра стержня под наружную резьбу руководствуются теми же принципами, что при выборе отверстий под внутреннюю резьбу . Установлено, что лучшее качество резьбы получается, если диаметр стержня чуть меньше номинального диаметра нарезаемой резьбы. Металл при нарезании немного выдавливается и профиль резьбы получается полным.
Если диаметр стержня будет намного меньше требуемого, то вершины ниток резьбы будут срезанными, если больше, то плашка просто не навернется на стержень или сломается в процессе работы.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр стержня
. Проще всего этот диаметр определить по таблице, где приведены самые ходовые резьбы, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра.
| Резьба | Шаг резьбы | Диаметр стержня номинальный (предельный) |
| М2 | 0,4 | 1,93-1,95 (1,88) |
| 0,25 | 1,95-1,97 (1,91) | |
| М2,5 | 0,45 | 2,43-2,45 (2,37) |
| 0,35 | 2,45-2,47 (2,39) | |
| М3 | 0,5 | 2,89-2,94 (2,83) |
| 0,35 | 2,93-2,95 (2,89) | |
| М4 | 0,7 | 3,89-3,94 (3,81) |
| 0,5 | 3,89-3,94 (3,83) | |
| М5 | 0,8 | 4,88-4,94 (4,78) |
| 0,5 | 4,89-4,94 (4,83) | |
| М6 | 1 | 5,86-5,92 (5,76) |
| 0,75 | 5,88-5,94 (5,79) | |
| 0,5 | 5,89-5,94 (5,83) | |
| М8 | 1,25 | 7,84-7,90 (7,73) |
| 1 | 7,86-7,92 (7,76) | |
| 0,75 | 7,88-7,94 (7,79) | |
| 0,5 | 7,89-7,94 (7,83) | |
| М10 | 1,5 | 9,81-9,88 (9,69) |
| 1 | 9,86-9,92 (9,76) | |
| 0,5 | 9,89-9,94 (9,83) | |
| 0,75 | 9,88-9,94 (9,79) | |
| М12 | 1,75 | 11,80-11,86 (11,67) |
| 1,5 | 11,81-11,88 (11,69) | |
| 1,25 | 11,84-11,90 (11,73) | |
| 1 | 11,86-11,92 (11,76) | |
| 0,75 | 11,88-11,94 (11,79) | |
| 0,5 | 11,89-11,94 (11,83) | |
| М14 | 2 | 13,77-13,84 (13,64) |
| 1,5 | 13,81-13,88 (13,69) | |
| 1 | 13,86-13,92 (13,76) | |
| 0,75 | 13,88-13,94 (13,79) | |
| 0,5 | 13,89-13,94 (13,83) | |
| М16 | 2 | 15,77-15,84 (15,64) |
| 1,5 | 15,81-15,88 (15,69) | |
| 1 | 15,86-15,92 (15,76) | |
| 0,75 | 15,88-15,94 (15,79) | |
| 0,5 | 15,89-15,94 (15,83) | |
| М18 | 2 | 17,77-17,84 (17,64) |
| 1,5 | 17,81-17,88 (17,69) | |
| 1 | 17,86-17,92 (17,76) | |
| 0,75 | 17,92-17,94 (17,86) | |
| М20 | 2,5 | 19,76-19,84 (19,58) |
| 1,5 | 19,81-19,88 (19,69) | |
| 1 | 19,86-19,92 (19,76) | |
| 0,75 | 19,88-19,94 (19,79) | |
| 0,5 | 19,89-19,94 (19,83) |
Основной инструмент для нарезания наружной резьбы — плашка. Чаще всего используются круглые неразрезные плашки в виде гайки из закаленной стали.
Для формирования режущих кромок резьбу плашки пересекают сквозные продольные отверстия, которые также обеспечивают выход стружки. Для облегчения захода крайние нитки резьбы имеют неполный профиль. Для вращения плашки используют плашкодержатель
— инструмент с гнездом под плашку и длинными ручками. Существуют также разрезные и раздвижные (клупповые) плашки, но в домашней мастерской это редкость.
Для уменьшения трения и получения чистой резьбы на стальных стержнях используют смазку — минеральное масло или керосин, на медных — скипидар. На конце стержня для облегчения захода обязательно должна быть сделана фаска шириной не менее размера шага резьбы.
Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
- Наружная резьба:
Плашку зажимают в воротке винтами, расположенными по его контуру. - На торце стержня, на котором необходимо нарезать резьбу, на заточном станке снимают фаску под углом
- На конец прочно зажатого в тисках стержня с фаской в виде усеченного конуса устанавливают точно в горизонтальной плоскости вороток с плашкой и вращают обеими руками вороток по часовой стрелке (глядя сверху), если резьба правая, с небольшим нажимом на плашку. Иногда рекомендуется плавно вращать вороток по часовой стрелке, иногда — после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась.
- Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице 1.
Таблица 1. Диаметры стержней под метрическую резьбу, выполняемую плашками
| Диаметры | Допуски на диаметр стержня | Диаметры | Допуски на диаметр стержня | ||
| резьбы | стержня | резьбы | стержня | ||
| Резьба с крупным шагом | |||||
| 3 | 2,94 | -0,06 | 12 | 11,88 | -0,12 |
| 3,5 | 3,42 | -0,08 | 16 | 15,88 | -0,12 |
| 4 | 3,92 | -0,08 | 18 | 17,88 | -0,12 |
| 4,5 | 4,42 | -0,08 | 20 | 19,86 | -0,14 |
| 5 | 4,92 | -0,08 | 22 | 21,86 | -0,14 |
| 6 | 5,92 | -0,08 | 24 | 23,86 | -0,14 |
| 7 | 6,90 | -0,10 | 27 | 26,86 | -0,14 |
| 8 | 7,90 | -0,10 | 30 | 29,86 | -0,14 |
| 9 | 8,90 | -0,10 | 33 | 32,83 | -0,17 |
| 10 | 9,90 | -0,10 | 36 | 35,83 | -0,17 |
| 11 | 10,88 | -0,12 | 39 | 38,83 | -0,17 |
| Резьба с мелким шагом | |||||
| 4 | 3,96 | -0,08 | 24 | 23,93 | -0,14 |
| 4,5 | 4,46 | -0,08 | 25 | 24,93 | -0,14 |
| 5 | 4,96 | -0,08 | 26 | 25,93 | -0,14 |
| 6 | 5,96 | -0,08 | 27 | 26,93 | -0,14 |
| 7 | 6,95 | -0,10 | 28 | 27,93 | -0,14 |
| 8 | 7,95 | -0,10 | 30 | 29,93 | -0,14 |
| 9 | 8,95 | -0,10 | 32 | 31,92 | -0,17 |
| 10 | 9,95 | -0,10 | 33 | 32,92 | -0,17 |
| 11 | 10,94 | -0,12 | 35 | 34,92 | -0,17 |
| 12 | 11,94 | -0,12 | 36 | 35,92 | -0,17 |
| 14 | 13,94 | -0,12 | 38 | 37,92 | -0,17 |
| 15 | 14,94 | -0,12 | 39 | 38,92 | -0,17 |
| 16 | 15,94 | -0,12 | 40 | 39,92 | -0,17 |
| 17 | 16,94 | -0,12 | 42 | 41,92 | -0,17 |
| 18 | 17,94 | -0,12 | 45 | 44,92 | -0,17 |
| 20 | 19,93 | -0,14 | 48 | 47,92 | -0,17 |
| 22 | 21,93 | -0,14 | 50 | 49,92 | -0,17 |
- Внутренняя резьба:
нарезают с помощью метчиков. Метчик — металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные).При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение — одна риска) — предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу. - Большое значение имеет правильный выбор диаметров отверстия. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля и получится непрочное соединение. При меньшем диаметре отверстия вход метчика в него затруднителен, что ведет к срыву первых витков резьбы или к заклиниванию и поломке метчика. Диаметр отверстия под метрическую резьбу можно приближенно определить, умножив размер резьбы на 0,8 (например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для М3 — 2,4-2,5 мм и т.д. (см.. таблицу).
- Необходимо смазать режущую часть метчика густым маслом (напр. солидол), животным жиром (салом) или растительным маслом — жидкое моторное масло лучше не использовать, так как оно зачастую портит резьбу — и вставить в отверстие.
- Затем необходимо внимательно следить за тем, чтобы метчик шел точно по оси отверстия во избежание поломки. После нарезки 4-5 витков, метчик извлекается из отверстия и очищается от стружки. После этого его еще раз смазывают и вновь ввертывают в отверстие, нарезают еще 4-5 витков, продолжая операцию до упора (при глухом отверстии или до выхода метчика (при сквозном отверстии).
- Затем очищают первый метчик, кладут его на место и берут метчик с двумя рисками, смазывают его, вручную ввертывают его в отверстие и, как только он начнет врезаться в металл, надевают на него вороток. После нарезания каждых 5-6 витков метчик очищают от стружки и смазывают до полного прохода отверстия.
- Затем очищают второй метчик, кладут его на место, берут последний метчик с тремя рисками, также смазывают жиром, рукой ввертывают в отверстие до зацепления, надевают вороток и осторожно калибруют резьбу. Очистку от стружки и смазывание повторяют, как и ранее.
- Дюймовыми метчиками
резьба нарезается также как и метрическими. Для нарезания резьбы на трубах применяют клуппы, обычно с регулируемыми режущими элементами в диапазоне резьб для труб с внутренним диаметром от 1/4 до 4 дюймов. Резьбы на трубах и стернях большого диаметра лучше нарезать на токарно-винторезных станках. - Диаметр верл для высверливания отверстий под метрическую резьбу следует подбирать по таблице 2.
Таблица 2. Диаметры сверл для высверливания отверстий под метрическую резьбу
Диаметры стержней под метрическую резьбу, выполняемую плашками
| Наружный диаметр резьбы, мм | Диаметр сверла (мм) для | |
| Чугуна, бронзы | Стали, латуни | |
| 1 | 0,75 | 0,75 |
| 1,2 | 0,95 | 0,95 |
| 1,6 | 1,3 | 1,3 |
| 2 | 1,6 | 1,6 |
| 2,5 | 2,2 | 2,2 |
| 3 | 2,5 | 2,5 |
| 3,5 | 2,9 | 2,9 |
| 4 | 3,3 | 3,3 |
| 5 | 4,1 | 4,2 |
| 6 | 4,9 | 5 |
| 7 | 5,9 | 6 |
| 8 | 6,6 | 6,7 |
| 9 | 7,7 | 7,7 |
| 10 | 8,3 | 8,4 |
Оценка статьи:
Данная таблица поможет разобраться в нарезании метрической резьбы и возможно сократить брак. Табличные значения могут пригодиться станочникам, мастерам цехом, ИТР.
Диаметры стержней под нарезание метрической резьбы регламентированы ГОСТ 16093-2004.
| Номинальный диаметр резьбы d | Шаг резьбыР | Диаметр стержня под нарезку с полем допуска | ||||||
| 4h | 6g | 6e | 6e; 6g | 8g | ||||
| Номинальный диаметр | Предельное отклонение | Номинальный диаметр | Предельное отклонение | Номинальный диаметр | Предельное отклонение | |||
| 1,0 | 0,25 | 0,97 | -0,03 | 0,95 | — | -0,04 | — | — |
| 1,2 | 0,25 | 1,17 | 1,15 | — | — | — | ||
| 1,4 | 0,3 | 1,36 | 1,34 | — | — | — | ||
| 1,6 | 0,35 | 1,55 | 1,53 | — | — | — | ||
| 2 | 0,4* | 1,95 | -0,04 | 1,93 | — | -0,05 | — | — |
| 0,25 | 1,97 | -0,03 | 1,95 | — | -0,04 | — | — | |
| 2,5 | 0,45 | 2,45 | -0,04 | 2,43 | — | -0,06 | — | — |
| 3 | 0,5* | 2,94 | 2,92 | 2,89 | — | — | ||
| 0,35 | 2,95 | -0,03 | 2,93 | — | -0,04 | — | — | |
| 4 | 0,7* | 3,94 | -0,06 | 3,92 | 3,89 | -0,08 | — | — |
| 0,5 | 3,94 | -0,04 | 3,92 | 3,89 | -0,06 | — | — | |
| 5 | 0,8* | 4,94 | -0,07 | 4,92 | 4,88 | -0,10 | 4,92 | -0,18 |
| 0,5 | 4,94 | -0,04 | 4,92 | 4,89 | -0,06 | — | — | |
| 6 | 1* | 5,92 | -0,07 | 5,89 | 5,86 | -0,10 | 5,89 | -0,20 |
| 0,75 | 5,94 | -0,06 | 5,92 | 5,88 | -0,09 | — | — | |
| 0,5 | 5,94 | -0,04 | 5,92 | 5,89 | -0,06 | — | — | |
| 8 | 1,25* | 7,90 | -0,08 | 7,87 | 7,84 | -0,11 | 7,87 | -0,24 |
| 1 | 7,92 | -0,07 | 7,89 | 7,86 | -0,10 | 7,89 | -0,20 | |
| 0,75 | 7,94 | -0,06 | 7,92 | 7,88 | -0,09 | — | — | |
| 0,5 | 7,94 | -0,04 | 7,92 | 7,89 | -0,06 | — | — | |
| 10 | 1,5* | 9,88 | -0,09 | 9,85 | 9,81 | -0,12 | 9,85 | -0,26 |
| 1 | 9,92 | -0,07 | 9,89 | 9,86 | -0,10 | 9,89 | -0,20 | |
| 0,5 | 9,94 | -0,04 | 9,92 | 9,89 | -0,06 | — | — | |
| 0,75 | 9,94 | -0,06 | 9,92 | 9,88 | -0,09 | — | — | |
| 12 | 1,75* | 11,86 | -0,10 | 11,83 | 11,80 | -0,13 | 11,83 | -0,29 |
| 1,5 | 11,88 | -0,09 | 11,85 | 11,81 | -0,12 | 11,85 | -0,26 | |
| 1,25 | 11,90 | -0,08 | 11,87 | 11,84 | -0,11 | 11,87 | -0,24 | |
| 1 | 11,92 | -0,07 | 11,89 | 11,86 | -0,10 | 11,89 | -0,20 | |
| 0,75 | 11,94 | -0,06 | 11,92 | 11,88 | -0,09 | — | — | |
| 0,5 | 11,94 | -0,04 | 11,92 | 11,89 | -0,06 | — | — | |
| 14 | 2* | 13,84 | -0,10 | 13,80 | 13,77 | -0,13 | 13,80 | -0,29 |
| 1,5 | 13,88 | -0,09 | 13,85 | 13,81 | -0,12 | 13,85 | -0,26 | |
| 1 | 13,92 | -0,07 | 13,89 | 13,86 | -0,10 | 13,89 | -0,20 | |
| 0,75 | 13,94 | -0,06 | 13,92 | 13,88 | -0,09 | — | — | |
| 0,5 | 13,94 | -0,04 | 13,92 | 13,89 | -0,06 | — | — | |
| 16 | 2* | 15,84 | -0,10 | 15,80 | 15,77 | -0,13 | 15,80 | -0,29 |
| 1,5 | 15,88 | -0,09 | 15,85 | 15,81 | -0,12 | 15,85 | -0,26 | |
| 1 | 15,92 | -0,07 | 15,89 | 15,86 | -0,10 | 15,89 | -0,20 | |
| 0,75 | 15,94 | -0,06 | 15,92 | 15,88 | -0,09 | — | — | |
| 0,5 | 15,94 | -0,04 | 15,92 | 15,89 | -0,06 | — | — | |
| 18 | 2* | 17,84 | -0,10 | 17,80 | 17,77 | -0,13 | 17,80 | -0,29 |
| 1,5 | 17,88 | -0,09 | 17,85 | 17,81 | -0,12 | 17,85 | -0,26 | |
| 1 | 17,92 | -0,07 | 17,89 | 17,86 | -0,10 | 17,89 | -0,20 | |
| 0,75 | 17,94 | -0,04 | 17,94 | 17,92 | -0,06 | — | — | |
| 20 | 2,5* | 19,84 | -0,13 | 19,80 | 19,76 | -0,18 | 19,80 | -0,37 |
| 1,5 | 19,88 | -0,09 | 19,85 | 19,81 | -0,12 | 19,85 | -0,26 | |
| 1 | 19,92 | -0,07 | 19,89 | 19,86 | -0,10 | 19,89 | -0,20 | |
| 0,75 | 19,94 | -0,06 | 19,92 | 19,88 | -0,09 | — | — | |
| 0,5 | 19,94 | -0,04 | 19,92 | 19,89 | -0,06 | — | — | |
Стандартный шаг метрической резьбы обозначен
(*)
Трубная резьба
Резьбá трýбная
представляет собой группу стандартов, предназначенных для соединения и уплотнения различного рода элементов конструкций посредством трубных резьб. Качество работы при нарезании канавок оказывает большое влияние на надежность соединения и полученной таким способом конструкции. Особенно нужно уделять внимание соотнесенностью резьбы с осью трубы, на которую она наносится.
При нарезании резьбы вручную с использованием плашки соосность далека от идеальных показателей, что может повлиять на надежность и качество соединения. Что же касается использования таких инструментов, как токарный илирезьбонарезной станок , применения резьбонарезных головок с точным резьбонарезным ножом
, то здесь показатели нанесенной резьбы сопоставимы с теоретическими значениями.
Концерн ROTHENBERGER производит резьбонарезные станки, резьбонарезные клуппы , головки,ножи, обеспечивающие выполнение работ с высокой точностью. Все оборудование полностью соответствует международным стандартам в этой области.
Резьба трубная цилиндрическая, G (BSPP)
Известна еще как резьба Витворда (BSW (BritishStandardWhitworth)
). Применяется данный вид для организации цилиндрических резьбовых соединений. Также используется ив случаяхсоединения внутренней цилиндрической резьбы с наружной конической резьбой
(ГОСТ 6211-81).
- ГОСТ 6357-81 — Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая.
- ISO R228
- EN 10226
- DIN 259
- BS 2779
- JIS B 0202
Параметры резьбы
- теоретическая высота профиля (Н) — 960491Р;
- обозначение по форме профиля – резьба дюймовая (профиль в виде равнобедренного треугольника с углом при вершине 55 градусов);
- максимальный диаметр трубы – 6 дюймов (на трубах диаметром свыше 6 используется сварное соединение).
Пример условного обозначения:
G- обозначение формы профиля (резьба трубная цилиндрическая);
G1 1 / 2 — условный проход (измеряется в дюймах);
А – класс точности (может быть А или В).
Для обозначения левой резьбы используется индекс LH(пример: G1 1 / 2 LH-B-40 – резьба трубная цилиндрическая, 1 1 / 2 — условный проход в дюймах, класс точности В, длина свинчивания 40 миллиметров).
Шаг резьбы может иметь одно из четырех значений:
Таблица 1
Основные размеры трубной цилиндрической резьбы определяются ГОСТ 6357-81 (BSP). Следует помнить, что размер резьбы в данном случае условно характеризует просвет трубы, при том, что на самом деле наружный диаметр существенно больше.
Таблица 2
| Обозначение размера резьбы | Шаг Р | Диаметры резьбы | ||
| Ряд 1 | Ряд 2 | d=D | d 2 =D 2 | d 1 =D 1 |
| 1/16″ | 0,907 | 7,723 | 7,142 | 6,561 |
| 1/8″ | 9,728 | 9,147 | 8,566 | |
| 1/4″ | 1,337 | 13,157 | 12,301 | 11,445 |
| 3/8″ | 16,662 | 15,806 | 14,950 | |
| 1/2″ | 1,814 | 20,955 | 19,793 | 18,631 |
| 5/8″ | 22,911 | 21,749 | 20,587 | |
| 3/4″ | 26,441 | 25,279 | 24,117 | |
| 7/8″ | 30,201 | 29,039 | 27,877 | |
| 1″ | 2,309 | 33,249 | 31,770 | 30,291 |
| 1.1/8″ | 37,897 | 36,418 | 34,939 | |
| 1.1/4″ | 41,910 | 40,431 | 38,952 | |
| 1.3/8″ | 44,323 | 42,844 | 41,365 | |
| 1.1/2″ | 47,803 | 46,324 | 44,845 | |
| 1.3/4″ | 53,746 | 52,267 | 50,788 | |
| 2″ | 59,614 | 58,135 | 56,656 | |
| 2.1/4″ | 65,710 | 64,231 | 62,762 | |
| 2.1/2″ | 75,184 | 73,705 | 72,226 | |
| 2.3/4″ | 81,534 | 80,055 | 78,576 | |
| 3″ | 87,884 | 86,405 | 84,926 | |
| 3.1/4″ | 93,980 | 92,501 | 91,022 | |
| 3.1/2″ | 100,330 | 98,851 | 97,372 | |
| 3.3/4″ | 106,680 | 105,201 | 103,722 | |
| 4″ | 113,030 | 111,551 | 110,072 | |
| 4.1/2″ | 125,730 | 124,251 | 122,772 | |
| 5″ | 138,430 | 136,951 | 135,472 | |
| 5.1/2″ | 151,130 | 148,651 | 148,172 | |
| 6″ | 163,830 | 162,351 | 160,872 |
d — наружный диаметр наружной резьбы (трубы);
D — наружный диаметр внутренней резьбы (муфты);
D1 — внутренний диаметр внутренней резьбы;
d1 — внутренний диаметр наружной резьбы;
D2 — средний диаметр внутренней резьбы;
d2 — средний диаметр наружной резьбы.
Резьба трубная коническая, R (BSPT)
Используется для организации трубных конических соединений, а также для соединения внутренней цилиндрической и наружной конической резьбы (ГОСТ 6357-81).Основана на BSW, имеет совместимость с BSP.
Уплотняющую функцию в соединениях с использованием BSPT выполняет сама резьба (за счет ее смятия в месте соединения при ввертывании штуцера). Поэтому применение BSPT всегда должно сопровождаться использованием герметика.
Данный вид резьбы характеризуется следующими параметрами:
- ГОСТ 6211-81 -Основные нормы взаимозаменяемости. Резьба трубная коническая.
- ISO R7
- DIN 2999
- BS 21
- JIS B 0203
обозначение по форме профиля – резьба дюймовая с конусностью (профиль в виде равнобедренного треугольника с углом при вершине 55 градусов, угол конуса φ=3°34′48″).
При обозначении используется буквенный индекс типа резьбы (Rдля наружной и Rcдля внутренней) и цифровой показатель номинального диаметра (например, R1 1 /4 – резьба трубная коническая с номинальным диаметром 1 1 /4). Для обозначения левой резьбы применяется индекс LH.
Параметры резьбы
Дюймовая резьба с конусностью 1:16 (угол конуса φ=3°34′48″). Угол профиля при вершине 55°.
Условное обозначение: буква R для наружной резьбы и Rc для внутренней (ГОСТ 6211-81
— Основные нормы взаимозаменяемости. Резьба трубная коническая.), числовое значение номинального диаметра резьбы в дюймах (inch), буквы LH для левой резбы. Например, резьба с номинальным диаметром 1.1/4 — обозначается как R 1.1/4.
Таблица 3
Обозначение размера резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы трубной конической (R), мм
| Обозначение размера резьбы | Шаг Р | Длина резьбы | Диаметр резьбы в основной плоскости | |||
| Рабочая | От торца трубы до основной плоскости | Наружный d=D | Средний d 2 =D 2 | Внутренний d 1 =D 1 | ||
| 1/16″ | 0,907 | 6,5 | 4,0 | 7,723 | 7,142 | 6,561 |
| 1/8″ | 6,5 | 4,0 | 9,728 | 9,147 | 8,566 | |
| 1/4″ | 1,337 | 9,7 | 6,0 | 13,157 | 12,301 | 11,445 |
| 3/8″ | 10,1 | 6,4 | 16,662 | 15,806 | 14,950 | |
| 1/2″ | 1,814 | 13,2 | 8,2 | 20,955 | 19,793 | 18,631 |
| 3/4″ | 14,5 | 19,5 | 26,441 | 25,279 | 24,117 | |
| 1″ | 2,309 | 16,8 | 10,4 | 33,249 | 31,770 | 30,291 |
| 1.1/4″ | 19,1 | 12,7 | 41,910 | 40,431 | 38,952 | |
| 1.1/2″ | 19,1 | 12,7 | 47,803 | 46,324 | 44,845 | |
| 2″ | 23,4 | 15,9 | 59,614 | 58,135 | 56,565 | |
| 2.1/2″ | 26,7 | 17,5 | 75,184 | 73,705 | 72,226 | |
| 3″ | 29,8 | 20,6 | 87,884 | 86,405 | 84,926 | |
| 3.1/2″ | 31,4 | 22,2 | 100,330 | 98,851 | 97,372 | |
| 4″ | 35,8 | 25,4 | 113,030 | 111,551 | 110,072 | |
| 5″ | 40,1 | 28,6 | 138,430 | 136,951 | 135,472 | |
| 6″ | 40,1 | 28,6 | 163,830 | 162,351 | 160,872 |
Короткий путь https://bibt.ru
Перед тем как нарезать резьбу, необходимо подобрать диаметр заготовки под данную резьбу.
Нарезая резьбу плашкой, надо иметь в виду, что при образовании профиля резьбы металл изделия, особенно сталь, медь и др., тянется и изделие увеличивается. Вследствие этого усиливается давление на поверхность плашки, что приводит к нагреву и прилипанию частиц металла, поэтому резьба может получиться рваной.
При выборе диаметра стержня под наружную резьбу следует руководствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу. Практика нарезания наружных резьб показывает, что лучшее качество резьбы можно получить в том случае, если диаметр стержня несколько меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет меньше требуемого, то резьба получится неполной; если же больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время работы зубья плашки вследствие перегрузки могут поломаться, а резьба будет сорвана.
В табл. 27 приведены диаметры стержней, используемых при нарезании резьбы плашками.
Таблица 27 Диаметры стержней под резьбу при нарезании плашками
Диаметр заготовки должен быть на 0,3-0,4 мм меньше наружного диаметра резьбы.
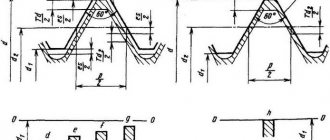
При нарезании резьбы плашкой стержень закрепляют в тисках так, чтобы выступающий над уровнем губок конец тисков был на 20-25 мм больше длины нарезаемой части. Для обеспечения врезания на верхнем конце стержня запиливается фаска. Затем на стержень накладывают закрепленную в клупп плашку и с небольшим нажимом вращают клупп так, чтобы плашка врезалась примерно на 0,2-0,5 мм. После этого нарезаемую часть стержня смазывают маслом и вращают клупп точно таким же образом, как при работе метчиком, т. е. один-два оборота вправо и пол-оборота влево (рис. 152, б).
Рис. 152. Прием нарезания резьбы плашкой (б)
Для предупреждения брака и поломки зубьев необходимо, чтобы плашка заходила на стержень без перекоса.
Проверка нарезанной внутренней резьбы производится резьбовыми калибрами-пробками, а наружной — резьбовыми микрометрами или резьбовыми калибрами-кольцами.
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия. Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов.
Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Нарезание наружной резьбы круглыми плашками
Простым и надежным способом крепления неподвижно-разъемных соединений различных деталей являются резьбовые соединения болтами, винтами и шпильками.
Для нарезания резьбы на них применяют две системы резьб: метрическую, в которой шаг и диаметр резьбы измеряются в миллиметрах, и дюймовую, в которой определяют число резьбовых ниток в 1″ длины нарезанного стержня с диаметром, обозначенным в дюймах.
При нарезании резьбы ручным способом самым распространенным инструментом являются круглые плашки (лерки), которые делят на цельные и разрезные. С помощью цельных плашек можно получить резьбу только одного диаметра. Разрезные плашки дают возможность регулировать диаметр нарезаемой резьбы в небольших пределах (0,1—0,3 мм).
При нарезании наружной резьбы необходимо правильно выбрать диаметр нарезаемого стержня. Если диаметр стержня будет мал, то резьба получится неполной, прочность резьбового соединения станет меньшей. Если диаметр стержня будет больше, чем следует, то работать плашкой будет трудно в связи с тем, что при нарезании резьбы диаметр стержня увеличивается за счет деформации металла. Больший диаметр стержня может привести к заеданию плашки и срыву резьбы. Диаметр стержня под резьбу определяют по табл. 5.
Таблица 5.
Диаметр стержней под резьбу при нарезании плашками
Большое трение, возникающее при нарезании резьбы, приводит к сильному нагреву инструмента и притуплению режущих кромок.
Для уменьшения трения, а также для получения резьбы низкой шероховатости применяют следующие смазочные материалы: для стали — вареное масло; для чугуна и алюминия — керосин; для меди — скипидар. Нарезание резьбы на чугунных и бронзовых заготовках можно производить «всухую».
Учебное задание 1 состоит в прогонке неполной резьбы на болтах.
Последовательность выполнения задания заключается в следующем.
1. Подготовка к прогонке резьбы. Штангенциркулем измеряют наружный диаметр резьбы и определяют систему резьбы и шаг резьбомером.
При подборе цельных круглых плашек по установленным данным проверяют шероховатость их резьбовых канавок, обращают внимание на остроту и исправность режущих кромок. Нельзя применять плашки с выщербинами или забоинами на резьбовых нитках.
Плашкодержатель должен соответствовать круглой плашке. Ее устанавливают в плашкодержателе клеймением вверх, закрепляют специальными винтами 1—3 и 5 (рис. 187, а). Винт 4 служит для регулирования разжима в разрезной плашке. После того как болт вертикально закреплен в тисках, на болт и плашку кисточкой наносят соответствующий смазочный материал.
Рис. 187. Нарезание наружной резьбы круглыми плашками:
а — прием установки круглой плашки на стержень и начало нарезания резьбы; б — нарезание резьбы круглыми плашками; в — цельная плашка; г — разрезная плашка
2. Прием прогонки резьбы. Плашку с плашкодержателем накладывают на конец стержня болта так, чтобы имеющаяся на плашке маркировка находилась наверху, а плоскость плашки была перпендикулярной оси болта, затем стараются ввести плашку в нитку болта, слегка повертывают ее (рис. 187, а). После того как плашка вошла в нитку болта, плашкодержатель с плашкой поворачивают на 1/2 оборота по ходу резьбы и на 1/4 оборота в обратную сторону. Такое переменное вращение способствует дроблению и лучшему удалению стружки, облегчает обработку и образует резьбу более низкой шероховатости.
Такие движения совершают до тех пор, пока не выполнят прогонку по всей длине резьбы. При работе цельными плашками резьбу полного профиля получают с одного прохода.
После окончания обработки плашку свинчивают с болтов и протирают резьбу плашки чистой тряпкой.
Нарезаемую резьбу проверяют гайкой, которая должна вращаться свободно при очень небольшом усилии. Слишком свободная посадка гайки (с качкой) недопустима,
Параметры отверстия
Различают следующие параметры резьбы:
- диаметры (внутренний, внешний и так далее);
- форму профиля, его высоту и угол;
- шаг и вхождение;
- прочие.
Условием соединения деталей между собой является полное совпадение показателей внешней и внутренней резьбы. В случае, если какая-то из них выполнена без соблюдения требований, то крепление будет ненадежным.
Крепление может быть болтовым или шпилечным, которые кроме основных деталей включают в себя гайки и шайбы. В скрепляемых деталях перед соединением формируют отверстия, а затем проводят нарезание.
Чтобы выполнить ее с максимальной точностью, следует предварительно сформировать отверстие сверлением, равное величине внутреннего диаметра, то есть образуемого вершинами выступов.
При сквозном выполнении диаметр отверстия должен быть на 5-10% больше размера болта или шпильки, тогда выполняется условие:
d отв = (1,05..1,10)×d, (1),
где d – номинальный диаметр болта или шпильки, мм.
Для определения размера отверстия второй детали расчет ведут так: из значения номинального диаметра (d) вычитают величину шага (Р) – полученный результат является искомым значением:
d отв = d — P, (2).
Результаты расчетов наглядно демонстрирует таблица диаметров отверстий под резьбу, составленная по данным ГОСТ 19257-73, для размеров 1-1,8 мм с малым и основным шагами.
Диаметр номинальный, мм Шаг, мм Размер отверстия, мм 1 0,2 0,8 1 0,25 0,75 1,1 0,2 0,9 1,1 0,25 0,85 1,2 0,2 1 1,2 0,25 0,95 1,4 0,2 1,2 1,4 0,3 1,1 1,6 0,2 1,4 1,6 0,35 1,25 1,8 0,2 1,6 1,8 0,35 1,45 Немаловажным параметром является глубина сверления, которая вычисляется из суммы таких показателей:
- глубины ввинчивания;
- запаса внешней резьбы ввинчиваемой детали;
- ее недореза;
- фаски.
При этом 3 последних параметра справочные, а первый вычисляется через коэффициенты учета материала изделия, которые равны для изделий из:
- стали, латуни, бронзы, титана – 1;
- чугунов серого и ковкого – 1,25;
- легких сплавов – 2.
Таким образом, глубина ввинчивания составляет произведение коэффициента учета материала на номинальный диаметр, и выражается в миллиметрах.
Скачать ГОСТ 19257-73
ГОСТ 19256-73 Стержни под накатывание метрической резьбы. Диаметры
Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента _ Макс. Внутренний Сверло Сверло Шаг Диам. Диам. Диам. M mm Дюйм 1.6 0.35 1.321 1.25 3/64 1.8 0.35 1.521 1.45 54 2 0.4 1.679 1.6 1/16 2.2 0.45 1.833 1.75 50 2.5 0.45 2.138 2.05 46 3 0.5 2.599 2.5 40 3.5 0.6 3.010 2.9 33 4 0.7 3.422 3.3 30 4.5 0.75 3.878 3.8 27 5 0.8 4.334 4.2 19 6 1 5.153 5 9 7 1 6.153 6 15/64 8 1.25 6.912 6.8 H 9 1.25 7.912 7.8 5/16 10 1.5 8.676 8.5 Q 11 1.5 9.676 9.5 3/8 12 1.75 10.441 10.3 Y 14 2 12.210 12 15/32 16 2 14.210 14 35/64 18 2.5 15.744 15.5 39/64 20 2.5 17.744 17.5 11/16 22 2.5 19.744 19.5 49/64 24 3 21.252 21 53/64 27 3 24.252 24 61/64 30 3.5 26.771 26.5 1.3/64 33 3.5 29.771 29.5 1.5/32 36 4 32.270 32 1.1/4 39 4 35.270 35 1.3/8 42 4.2 37.799 37.5 45 4.5 40.799 40.5 48 5 43.297 43 52 5 47.297 47 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) РЕКОМЕНДУЕМЫЕ ДИАМЕТРЫ ПРИ СВЕРЛЕНИИ СВЕРЛАМИ СЕРИЙ ADX И CDX В таблицах приведены диаметры для обычных стандартных сверл. При сверлении современными сверлами, такими как Dormer ADX и CDX, получается отверстие меньшего диаметра и более точной формы, поэтому для предотвращения поломки метчика следует использовать сверло большего диаметра. См. маленькую таблицу справа. Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Сверло МЕТЧИК Макс. Сверло Внутренний Внутренний Диам. Диам. Диам. Диам. Диам. MF mm Дюйм MF mm 3×0.35 2.721 2.65 37 25X1 24.153 24 3.5×0.35 3.221 3.2 1/8 25X1.5 23.676 23.5 4×0.5 3.599 3.5 29 25×2 23.210 23 5×0.5 4.599 4.5 16 26×1.5 24.676 24.5 5.5×0.50 5.099 5 9 27×1.5 25.676 25.5 6×0.75 5.378 5.3 5 27×2 25.210 25 7×0.75 6.378 6.3 D 28×1.5 26.676 26.5 8×0.75 7.378 7.3 9/32 28×2 26.210 26 8×1 7.153 7 J 30×1.5 28.676 28.5 9×1 8.153 8 O 30×2 28.210 28 10×0.75 9.378 9.3 U 32×1.5 30.676 30.5 10×1 9.153 9 T 32×2 30.210 30 10×1.25 8.912 .8 8 11/32 33×2 31.210 31 11×1 10.153 10 X 35×1.5 33.676 33.5 12×1 11.153 11 7/16 36×1.5 34.676 34.5 12×1.25 10.912 10.8 27/64 36×2 34.210 34 12×1.5 10.676 10.5 Z 36×3 33.252 33 14×1 13.153 13 17/32 38×1.5 36.676 36.5 14×1.25 12.912 12.8 1/2 39×3 36.252 36 14×1.5 12.676 12.5 31/64 40×1.5 38.676 38.5 15×1 14.153 14 35/64 40×2 38.210 38 15×1.5 13.676 13.5 17/32 40×3 37.252 37 16×1 15.153 15 19/32 42×1.5 40.676 40.5 16×1.5 14.676 14.5 9/16 42×2 40.210 40 18X1 17.153 17 43/64 42×3 39.252 39 18X1.5 16.676 16.5 41/64 45×1.5 43.676 43.5 18X2 16.210 16 5/8 45X2 43.210 43 20X1 19.153 19 3/4 45X3 45.252 42 20X1.5 18.676 18.5 47/64 48X1.5 46.676 46.5 20X2 18.210 18 45/64 48X2 46.210 46 22X1 21.153 21 53/64 48X3 45.252 45 22X1.5 20.676 20.5 13/16 50X1.5 48.686 48.2 22X2 20.210 20 25/32 50X2 48.210 48 24X1 23.153 23 29/32 50X3 47.252 47 24X1.5 22.676 22.5 7/8 24X2 22.210 22 55/64 Метрическая резьба с крупным шагом согл. ISO для сверл ADX/CDX МЕТЧИК Сверло МЕТЧИК Сверло Шаг Диам. Шаг Диам. M mm M mm 4 0.70 3.40 10 1.50 8.70 5 0.80 4.30 12 1.75 10.40 6 1.00 5.10 14 2.00 12.25 8 1.25 6.90 16 2.00 14.25 76 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Диаметр сверла может быть рассчитан из: D = D — P Метрическая резьба с крупным шагом согл. ISO МЕТЧИК
Выбор размера сверла
Диаметр сверла для отверстия под метрическую резьбу определяется так же формуле (2), с учетом ее основных параметров.
Стоит отметить, что при нарезке в пластичных материалах, таких как сталь или латунь, происходит повышение витков, потому необходимо под резьбу выбирать диаметр сверла больший, чем для хрупких материалов, таких как, чугун или бронза.
На практике размеры сверл, как правило, немного меньше нежели необходимое отверстие. Так, в таблице 2 показаны соотношение номинального и наружного резьбовых диаметров, шага, диаметров отверстия и сверла для него под нарезание метрической резьбы.
Таблица 2. Соотношение основных параметров метрической резьбы с нормальным шагом и диаметров отверстия и сверла
| Номинальный диаметр, мм | Наружный диаметр, мм | Шаг, мм | Наибольший диаметр отверстия, мм | Диаметр сверла, мм |
| 1 | 0,97 | 0,25 | 0,785 | 0,75 |
| 2 | 1,94 | 0,4 | 1,679 | 1,60 |
| 3 | 2,92 | 0,5 | 2,559 | 2,50 |
| 4 | 3,91 | 0,7 | 3,422 | 3,30 |
| 5 | 4,9 | 0,8 | 4,334 | 4,20 |
| 6 | 5,88 | 1,0 | 5,153 | 5,00 |
| 7 | 6,88 | 1,0 | 6,153 | 6,00 |
| 8 | 7,87 | 1,25 | 6,912 | 6,80 |
| 9 | 8,87 | 1,25 | 7,912 | 7,80 |
| 10 | 9,95 | 1,5 | 8,676 | 8,50 |
Как видно из таблицы, существует некий размерный предел, который рассчитан с учетом допусков для резьбы.
Размер сверла при этом значительно меньше, чем отверстие. Так, например, под резьбу М6, наружный диаметр которой 5,88 мм, а ее наибольшее значение отверстия не должно превышать 5,153 мм, стоит использовать сверло на 5 мм.
Отверстие под резьбу М8 с наружным диаметром 7,87 мм составит только 6,912 мм, значит, для него сверло будет 6,8 мм.
Качество резьбы зависит от множества факторов при ее нарезании: от выбора инструмента до правильно рассчитанного и подготовленного отверстия. Слишком малое оно приведет к повышенной шероховатости и даже поломке метчика. Большие усилия, приложенные к метчику – способствуют несоблюдению допусков и, как результат, не выдерживаются размеры.
Это интересно: Как просверлить нержавейку в домашних условиях: видео, фото, советы
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Приспособления
Нарезание может происходить двумя способами – на станке, и вручную. В первом случае оператор производит несколько действий:
- зажимает заготовку в тисках;
- задает на пульте управления нужные параметры;
- получает готовую деталь.
Процедуру можно проводить на различных материалах – дерево, пластик, но в статье описана процедура поиска диаметров свёрл для нарезания резьбы в металле. Самый простой пример – это различный металлический крепеж – шурупы, винты, саморезы, а также гайки (и другие детали с внутренней нарезкой). На более сложные массивные конструкции наносится аналогичным образом, только в увеличенном масштабе.
Второй способ требует специального инструмента – плашки и метчики. Первые представляют собой круглую основу с внутренними лезвиями, расположенными асимметрично. Внутрь отверстия необходимо установить заготовку и вращать приспособление. Для этого на торцах плашки есть отверстия, в них помещается рабочий инструмент, который будет заменять рычаг. В домашних условиях это часто бывает отвертка.Как мы можем увидеть, размерами они также отличаются. Они маркируются аналогично. Посмотрим по таблице, какие сверла для наружней резьбы (плашки) по металлу применяются в зависимости от диаметра прутка:
| Сечение, мм | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 |
| Размер стержня, заготовки, мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
Второе приспособление называется метчик. Оно предназначено для того, чтобы делать внутреннюю нарезку, предположим, на гайку. Их разновидностей очень много, под разные цели и назначения. Но все они построены по одному принципу. Требуется просверлить отверстие, а затем вкручивать в него инструмент, который имеет 1, 2 или 3 режущие части. Соответственно появляется заданное количество нитей.
Материал изготовления – высокопрочная углеродная инструментальная сталь. Только она длительное время не нуждается в заточке и может резать другие металлы. Желоба и канавки имеют острые края, они создают зеркальное отображение собственным виткам на заготовке.
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
- льняное масло для стали и латуни;
- скипидар для меди;
- керосин — для алюминия.
Параметры метрической резьбы
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Разновидности резьбы
Резьбы по системе измерения подразделяют на метрические, выражаемые в миллиметрах, и дюймовые, измеряемые в соответствующих единицах. Оба этих вида могут выполняться как в цилиндрической, так и в конической формах.
Они могут иметь профили различных форм: треугольные, трапецидальные, круглые; делиться по признаку применения: для крепежных деталей, сантехнических элементов, трубные и прочие.
Диаметры подготовительных отверстий под нарезание резьбы зависят от ее вида: метрическая, дюймовая или трубная, — это нормировано соответствующими документами.
Отверстия в трубных соединениях, выраженные в дюймах, прописаны в ГОСТ 21348-75 для цилиндрической формы и ГОСТ 21350-75 – для конической. Данные справедливы в случае использования меди и безникелиевых стальных сплавов. Нарезку осуществляют внутри вспомогательных деталей, в которые будут ввинчиваться трубы – сланцев, хомутов и прочих.
В ГОСТ 19257-73 приведены диаметры отверстий под нарезание метрической резьбы, где в таблицах показаны размерные ряды номинальных диаметров и шагов, а также параметры отверстий под метрическую резьбу с учетом значений предельных отклонений.
Данные, приведенные в таблице ГОСТ19257-73 подтверждают расчет, приведенный выше, в которых параметры отверстий под метрические виды рассчитывают из номинального диаметра и шага.
ГОСТ 6111-52 нормирует диаметры отверстий под дюймовую коническую резьбу. В документе указаны два диаметра с расхождением на конус и один – без развертывания, а также глубины сверления, все величины, кроме номинального значения, выражены в миллиметрах.
Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.
Метчики бывают:
- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2 ʺ , трубной – 1/8-2 ʺ ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.
Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
- угол винтового подъема, как правило, составляющий 27°;
- угол заострения, который может быть 118° или 135°.
Сверла бывают катанные, вороненные темного цвета, и блестящие – шлифованные.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Пуансоны для гибки листового металла
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.
Дальнейшие действия:
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.
Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.