Резьбовые соединения являются одними из основных методов стыковки элементов трубопроводных магистралей, иногда при монтаже линий с трубами своими руками можно столкнуться с их различными типами. Поэтому при подборе материалов и комплектующих при самостоятельном устройстве трубопроводов, полезно знать отличие резьбы метрической от трубной.
По принятым стандартам трубную резьбу измеряют в специальных и обычных дюймах, она насчитывает несколько видов, которые в зависимости от назначения отличаются определенными параметрами. При самостоятельном ручном или механическом нарезании на токарных станках эти различия необходимо учитывать для того, чтобы правильно выбрать размеры, обеспечивающие наиболее качественные стыки для определенных условий эксплуатации.
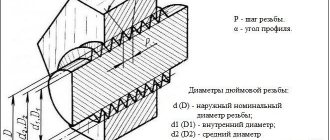
Рис.1 Профильные размеры конусной резьбы
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.
Связано это с тем, что неметрическая система вместе со всем оборудованием пришла к нам из развитых стран мира, где вся промышленность с 15 века были ориентирована на английский дюйм, приблизительно равный ширине большого пальца в 25,4 мм. Появившаяся значительно позднее в 19 веке система с основной размерной единицей в 1 метр используется везде, но так и не смогла вытеснить дюймы из измерений элементов оборудования, газовых и водопроводных магистралей.
Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ — это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
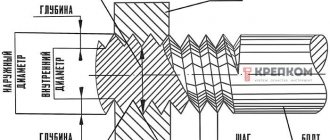
Рис.2 Цилиндрический профиль и его размерные показатели
Параметры резьбы
Любая резьба определяется показателями:
- Наружный диаметр. Соответствует расстоянию от вершин гребней на разных сторонах и равен окружности цилиндра, на который производится нарезание.
- Внутренний диаметр. Расстояние между впадинами диаметрально расположенных профильных гребней.
- Шаг или ход. Расстояние между вершинами профиля резьбы. В трубных накатках оно измеряется витками на дюйм.
- Профильный угол. Измеренный в градусах угол конусного гребня.
- Глубина. Высота гребня от верха до его основания.
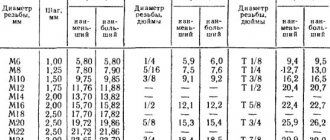
Таблица
Далее приводится таблица резьб, содержащая информацию об основных параметрах труб. Рекомендуем вам обращаться к этой таблице, занимаясь, к примеру, ремонтом ванной комнаты:
| Резьба, дюймов | Размеры, мм | Число ниток | ||||||
| диаметр | шаг резьбы | высота профиля | радиус | на дюйм | на 127 мм | |||
| наружный | внутренний | средний | ||||||
| 1/8 | 9,729 | 8,567 | 9,148 | 0,907 | 0,581 | 0,125 | 28 | 140 |
| 1/4 | 13,158 | 11,446 | 12,302 | 1,337 | 0,856 | 0,184 | 19 | 95 |
| 3/8 | 16,663 | 14,951 | 15,807 | 1,337 | 0,856 | 0,184 | 19 | 95 |
| 1/2 | 20,956 | 18,632 | 19,794 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 5/8 | 22,912 | 20,588 | 21,750 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 3/4 | 26,442 | 24,119 | 25,281 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 7/8 | 30,202 | 27,878 | 29,040 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 1 | 33,250 | 30,293 | 31,771 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 1/8 | 37,898 | 34,941 | 36,420 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 1/4 | 41,912 | 38,954 | 40,433 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 3/8 | 44,325 | 41,367 | 42,846 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 1/2 | 47,805 | 44,817 | 46,326 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 3/4 | 53,748 | 50,791 | 52,270 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 | 59,616 | 56,659 | 58,137 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 1/4 | 65,712 | 62,755 | 64,234 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 1/2 | 75,187 | 72,230 | 73,708 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 3/4 | 81,537 | 78,580 | 80,058 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 | 87,887 | 84,930 | 86,409 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 1/4 | 93,984 | 91,026 | 92,505 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 1/2 | 100,334 | 97,376 | 98,855 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 3/4 | 106,684 | 103,727 | 105,205 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 4 | 113,034 | 110,077 | 111,556 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 4 1/2 | 125,735 | 122,777 | 124,256 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 5 | 138,435 | 135,478 | 136,957 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 5 1/2 | 151,136 | 148,178 | 149,657 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 6 | 163,836 | 160,879 | 162,357 | 2,309 | 1,479 | 0,317 | 11 | 55 |
Таким образом, мы рассмотрели лишь основные типы, которые чаще всего встречаются в быту. Для более точных справок существуют нормативные документы, ГОСТы, где есть детальная информация о типах и характеристиках.
Как правило, визуально отличить их тип очень трудно. Для этого существуют таблицы резьбы, в которых, заранее замеряв основные параметры, можно определить его тип.
Трубные резьбы, применяемые в быту
Отечественными ГОСТ регламентируется два основных вида трубной резьбы: конические и цилиндрические, главное отличие которых состоит в профиле заготовки. В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
Также известны американские разновидности стандартов трубных дюймовых накаток NPSM и NPT, главное отличие которых — профильный угол в 60 градусов. Отечественный аналог американского стандарта NPT — ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
Рис. 3 Таблица резьбы трубной конической
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар. Данный вид резьбового соединения имеет следующие особенности:
- ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.
- Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
- Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку. Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Разновидности резьбовых насечек
Резьбовыми насечками называют ряды выемок, располагающихся по спирали. Нанесение винтового рельефа может выполняться на элементы в форме цилиндра или конуса. При этом на всем протяжении требуется соблюдение одинакового шага и величины диаметра. Такая резьба используется при создании винтовых соединений. Основная область использования – автомобилестроение и коммуникационные системы.
Винтовой рельеф может быть двух видов:
Трубная насечка считается отдельной разновидностью. Ее делают на элементах, изготовленных из металла и полимерных материалов. Чаще всего трубной насечкой пользуются при сборке систем бытового назначения, таких как водоснабжение и отопление.
Отличие резьбы метрической от трубной
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм — из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Все вышесказанное означает, что на практике метрическую гайку не накрутишь на болт с дюймовой накаткой — детали не совпадут по ходу и диаметру.
Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов — это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок. Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг — это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Маркировка и обозначение. В государственных стандартах основные трубные резьбовые размеры привязаны к дюйму (обозначается одной или двумя косыми чертами), в то время как метрические приведены в миллиметрах. Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.
Для чего это важно знать
Каждый автовладелец, который занимается ремонтом авто своими руками, хоть раз, но сталкивался с ситуацией, когда гайка одинакового размера не заворачивается на подходящий по диаметру болт. Причина скрывается в том, что резьба, нанесённая на «проблемную» деталь, отличается от той, которая нарезана на накручиваемом изделии.
Это подтверждает то, что резьба на них отличается друг от друга. Поэтому для беспроблемного закручивания вам понадобится подобрать винт или гайку с одинаковой нарезкой.
Определение использующихся терминов
В данном обзоре используется несколько специфических понятий, разобраться с которыми без дополнительных разъяснений будет проблематично. С целью избежать ошибочных самостоятельных «домысливаний» приводим перечень и расшифровку используемых определений:
- Диаметр резьбы — диаметр металлической поверхности (стержня, трубы, шпильки), на которой нарезаются витки резьбы. Сокращённая аббревиатура — d.
- Шаг резьбы — расстояние между центральной частью наружной стороны двух соседних витков относительно противоположному профилю. Для сокращённого обозначения этого термина в схемах используется английская буква «P».
- Ход резьбы (Ph) — значение относительного осевого перемещения заготовки с резьбовым шагом за один виток (360°). Существует 2 разных понятия: однозаходная и многозаходная резьба. Первая получается в результате смещения одного профиля, ход её равен величине заданного шага. Изготовленная движение двух и более нарезающих элементов называется многозаходной. Используется она при сборке высокоточного оборудования (например, электротехнике, радиоэлектронике). Одновременная нарезка нескольких спиралей гарантирует более точное позиционирование присоединяемых элементов относительно друг друга при их смещении относительно друг друга.
Полезно! Визуально отличить многозаходную от однозаходной можно посчитав количество витков на торцевой части элемента.
- Наружный (номинальный) диаметр d (D) — диаметр воображаемых цилиндров, описанных вокруг вершины, применяющейся с ней вместе резьбы. В большинстве случаев именно это значение является определяющим и характеризует условную величину данной резьбы.
- Средний диаметр d2 (D2) — воображаемый диаметр цилиндра, прямая которого пересекает его центр так, что каждый из отрезков, полученных при перекрещивании с ложбинкой, равен половине стандартного шага.
- Внутренний диаметр d1 (D1) — воображаемый диаметр цилиндра, который вписан в центральную часть ложбинки резьбы любого вида (наружной или внутренней).
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску — это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.
- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.
Рис.8 Ручной способ создания резьбы
Для качественного выполнения нарезаемой резьбы используются два типа плашек и метчиков: черновые и чистовые, первыми, более выработанными, проход совершают в начале, после чего проходку довершают чистовыми.
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.
Рис. 9 Изготовление резьбы на токарном станке
Цилиндрическое соединение
Стыкуются детали цилиндрических конструкций методом скручивания, что дает высокую прочность соединений при простоте исполнения. Если можно считать недостатком необходимость подмотки (наворачивание промасленной пакли) – то это единственный недостаток такого соединения. Но, с другой стороны, наличие пакли только усиливает место скручивания, и делает его более герметичным.
Но не только трубы соединяют скручиванием: часто бывает, что резьбовые соединения используют на любых деталях, имеющих цилиндрическую форму и тонкие стенки изделия. В разрезе трубная винтовая нарезка похожа на равнобедренный треугольник со значением верхнего угла 550 (не путать с 600 в метрической резьбе). Основная характеристика винтовой цилиндрической нарезки — условный номинальный диаметр dy, который характеризует качество сборки сантехнических узлов, в отличие от наружного и внутреннего диаметра, отражающих соответствие стандартам.
Под термином «условный диаметр» следует подразумевать значение, определяющее пропускную способность трубы в литрах за час. Сам диаметр на чертежах отображается в дюймах, причем каждое условное значение диаметра должно сопровождаться пояснениями к значениям наружного и внутреннего диаметров.
Читать также: Какие бывают виды производства
Скручивание часто используют трубопроводы с резьбой и с диаметром ≤ 6 дюймов. Если требования отличны от первоначальных, то изделия соединяют сваркой.
Цилиндрическая нарезка на чертежах обозначается, как трубная резьба g 1 с пояснениями по классу точности и диаметру резьбы.
Для обеспечения бесперебойной работы ГВС и ХВС часто применяют трубы из чугуна или из стали, на теле которых нарезана трубная стальная резьба. Резьба покрывается тонким слоем стали из-за хрупкости чугуна, и такая нарезка усиливает соединение, делая его намного более долговечным и прочным. Допустимо нареза́ть цилиндрические резьбы на трубные конструкции и детали с диаметром в диапазоне 1/16-6 дюймов.