Метрические резьбы имеют много общих характеристик с британскими, поэтому следует проявлять осторожность, пытаясь дифференцировать их. Во-первых, если метрическая резьба DIN 7631, то она будет иметь фаску 30° на внешней нарезке. Для штуцеров в применении порта, метрические штуцеры (ISO 9974) также практически повторяют концы стержня BSPP (ISO 1179). Единственная разница между резьбами. Фитинги BSPT очень похожи на фитинги с метрической конусностью, хотя метрическая конусность встречается гораздо реже. Существуют также вариации уплотняющих поверхностей между различными типами метрических фитингов, которые могут создать трудности при попытке идентификации.
Особенности метрической резьбы
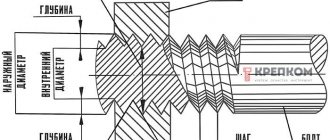
Диаметр болта — это диаметр хвостовика, выраженный в миллиметрах для метрических болтов. Поскольку это примерно то же самое, что и основной диаметр, его измерение можно использовать для полностью резьбовых болтов.
Длина крепежной детали измеряется от того места, где предполагается поверхность материала, до конца. Для крепежных деталей, где головка обычно находится над поверхностью, измерение производится непосредственно под шляпкой до конца. Для болтов и шурупов, которые предназначены для потайной обработки, измерение производится от точки на головке, где находится поверхность материала, до конца изделия.
Метрические крепежные детали производятся с шагом резьбы. Поэтому вместо количества резьб, как это принято в дюймовых, вычисляют именно его. Под шагом резьбы понимают расстояние между нитями, выраженное в мм (определяется по длине стержня крепежа). К примеру, шаг резьбы 1,5 означает, что промежуток между соседними нитями составляет 1,5 мм. Как правило, меньшие крепежные изделия обладают более тонкой резьбой, поэтому они имеют уменьшенный шаг резьбы.
Таблица метрической резьбы
Для метрических параллельных резьб показания суппорта 12.03 мм указывают на то, что это, скорее всего, резьба 12 мм. Мы все еще не знаем, однако, если это 1.0 или 1.5 шаг резьбы (или какой-то другой шаг).
Эти шаги должны быть предприняты, чтобы гарантировать успешное определение метрической резьбы:
- Выявить, является ли резьба параллельной или конической.
- Вычислить шаг резьбы в мм с помощью калибра резьбы или суппортов (обычно 1,0, 1,5 или 2,0, но существуют и другие размеры).
- Определить, наружная резьба или внутренняя с помощью суппортов.
- Найти самое близкое совпадение на диаграмме (резьба наружная и шаг объединяются в «выноску резьбы», такую как M12 x 1.5, указывающую на 12 мм с шагом 1,5 мм).
- Если существует уплотнение или угловая уплотнительная поверхность, стоит использовать ее для определения конкретного типа метрического фитинга.
Таблица спецификации метрической резьбы:
| Выноска резьбы | Шаг резьбы (мм) | Наружная резьба (мм) | Внутренняя резьба (мм) |
| M8 X 1.0 | 1.0 | 8.0 | 6.9 |
| M10 X 1.0 | 1.0 | 10.0 | 8.9 |
| М10 Х 1,5 | 1.5 | 10.0 | 8.4 |
| M12 X 1.0 | 1.0 | 12.0 | 10.9 |
| M12 X 1.5 | 1.5 | 12.0 | 10.4 |
| М16 Х 1,5 | 1.5 | 16.0 | 14.4 |
| М20 Х 1,5 | 1.5 | 20.0 | 18.4 |
| M24 X 1.5 | 1.5 | 24.0 | 22.4 |
| M27 X 2.0 | 2.0 | 27.0 | 24.8 |
| M30 X 2.0 | 2.0 | 30.0 | 27.8 |
| M36 X 2.0 | 2.0 | 36.0 | 33.8 |
| M48 X 2.0 | 2.0 | 48.0 | 45.8 |
| M60 X 2.0 | 2.0 | 60.0 | 57.8 |
Если вы определили фитинг как имеющий метрическую резьбу, все равно нужно определить, какая это версия или стиль.
Правила обозначения
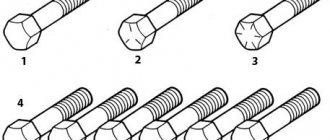
В маркировке присутствует несколько параметров. Каждый из них находит буквенное или числовое отображение. Если такого набора нет на торце изделия (плашки и метчика, готовых металлических крепежей), то, возможно, это подделка. Что обозначается:
- Уровень допуска, то есть точность соответствия заявленным размерам.
- Тип. Для метрической – буква М. Для остальных вариантов другие маркировки, например для цилиндрической – G.
- Внутренний диаметр резьбы. Шаг не указывается, так как согласно стандартам все конструкции имеют аналогичный ход, если обладают одинаковым сечением.
Также есть обозначение длины свинчивания. Она может быть:
- N – средней.
- S – мелкой.
- L – крупной.
Все вышеперечисленное указывается как на чертеже при проектировании и изготовлении изделий, так и уже в момент производства – обычно применяется метод гравировки. Он наиболее долговечный, а при попытке сэкономить используется краска.
Фитинги для труб DIN
Трубные фитинги по международному стандарту DIN имеют коническое горло 24° на внутренней стороне наружного фитинга, которое должно четко идентифицировать его как DIN, если также была идентифицирована метрическая резьба. Чтобы определить, к какой серии и размеру трубки относится фитинг, следует изучить гайку трубки: большинство производителей указывают серию и размер трубки на самом изделии. Система, используемая для этой маркировки, сочетает серию труб с трубкой наружной резьбы, например: размер 15-миллиметровой трубки в серии L сокращается до L15.
Если серия и размер не указаны на детали, нужно сопоставить трубу с метрической выноской резьбы (размер резьбы и шаг резьбы в мм).
Применение табличной информации
Как и для многих других способов металлообработки, есть стандарты резьбы метрической в таблицах. Они прописываются в нормативных актах. Ниже мы перечислим документы, в которые необходимо обращаться для того, чтобы найти подходящую таблицу:
- ГОСТ 8724-2002. Здесь предложены стандартные требования по диаметрам и шагам. Наш отечественный норматив был издан еще во времена СССР, но затем дополнялся и обновлялся. В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
- ГОСТ 9150-81. Здесь предлагаются нормы, по которым определяется взаимозаменяемость запасных частей. Ведь многие детальки входят если не идеально, то просто подходят и могут использоваться в быту.
- ГОСТ 16093-81. Определяет уровень точности, а также правила маркировки. Необходим скорее для изготовителей и в повседневной жизни не используется.
Эти нормативы применяются изготовителями, покупателями для домашнего обихода, а также для работы на станках.
Фитинги Kobelco и Komatsu
Фитинги Kobelco по существу такие же, как фитинги для метрических труб 24° DIN, однако все размеры резьбы Kobelco имеют шаг 1,5 мм. Все трубные аксессуары для фитингов Kobelco относятся к серии L и полностью взаимозаменяемы. Однако встречаются некоторые размеры, которые действительно уникальны для Kobelco.
Фитинги Komatsu имеют шаг резьбы 1,5 мм во всех размерах и уплотнения через конусное седло 30°/60°. Если они идентифицированы как метрическая резьба с носовым конусом, нужно быть максимально осторожным, чтобы различить, действительно ли это конусное седло 30°/60° (Komatsu) вместо 37°/74° (GB Chinese).
37°/74° и плоские торцевые китайские метрические фитинги
Эти фитинги все чаще экспортируются из Китая на тяжелом оборудовании по китайским стандартам. Что определяет эти стандарты, так это то, что они оба используют североамериканские стили герметизации, но с метрической резьбой. Это включает в себя методы уплотнения торцевого уплотнительного кольца (ORFS) и расклешенного седла 37° (JIC), однако резьба UN и SAE заменяется метрической и не соответствует традиционным шагам резьбы во всех размерах.
В России данные крепежные элементы тоже встречаются, но гораздо реже. Они производятся на китайских заводах в первую очередь для экспорта и реализации на североамериканском рынке.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании. От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость. Угол профиля, высота и глубина метрической резьбы определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Вычисление шага метрической резьбы
Порядок определения резьбового шага:
- В первую очередь нужно измерить расстояние от одной нити до другой. Держать линейку следует против нитей, вдоль, чтобы измерить расстояние от одной высокой точки до другой в миллиметрах. Для этого понадобится очень подробная линейка, так как расстояние между нитями может быть не более 0,4 мм. Это может быть трудно для очень тонких винтов, поэтому можно использовать датчик шага, если это возможно.
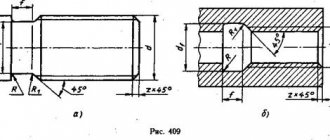
- Определить диаметр и длину резьбового участка. Для этого требуется замерить расстояние от нижней части головки до конца резьбовой области в миллиметрах. Например, это может быть 8 миллиметров. Затем замеряется диаметр (ширина) резьбового участка в мм. Это может быть 4 миллиметра в поперечнике. Всегда нужно измерять главный диаметр, который представляет собой расстояние по всей резьбовой области от одной высокой точки резьбы до другой, вместо измерения низких точек, которые находятся друг напротив друга.
- Подключить измерения к стандартной метрической форме и начать с диаметра с буквой «М» перед ним. Затем добавить следующее поле. Далее следует длина резьбовой области в миллиметрах с «М» позади нее. Поэтому в этом случае измерение будет представлено в виде M4 X 0.4 X 8M.
Помимо линейки, можно применять дополнительные или альтернативные приспособления, чтобы определить шаг резьбы.
Использование суппорта и датчика шага
Данные устройства довольно просты в эксплуатации, но с их помощью можно сделать точные расчеты быстрее. Для этого необходимо:
- Определить, являются ли нити коническими. Чтобы использовать штангенциркуль, необходимо установить точки измерительного инструмента с обеих сторон от объекта, который идентифицируется. Прибор требуется выровнять на внешней стороне резьб на нижнем конце, далеко от шляпки. Он отображает ширину. Далее нужно сдвигать острие, пока оно не заденет нити. Показатели будут всплывать на дисплее, если инструмент является цифровым. Если это механический прибор, нужно прочитать данные на скользящей части. Далее необходимо проделать аналогичное действие на резьбовой области вблизи головки шурупа. Если около нее показатель выше, то вы имеете дело с конической резьбой. Если она параллельная, то стержень не сужается.
- Коническую резьбу замеряют на 4-й или 5-й резьбе вниз от шляпки, фактически, в центре нарезной области. Если крепежных элемент не становится уже, можно произвести замеры в любой точке вдоль всей резьбы. Применение суппорта позволяет заметить, что существует несколько точек, где нити располагаются не вплотную. Не стоит помещать то, что требуется измерить, в указанные промежутки. Необходимо держать руки вплотную к нитям.
- Нажать на датчик шага в резьбе, чтобы найти шаг. У датчика высоты тона есть маленькие ручки, которые вытаскиваются. У каждой из них есть зубцы, соответствующие определенным шагам. Нужно стараться вставлять зубцы в нити, пока не будет найден тот, который соответствует. Номер для этого шага будет на ручке. Он будет в TPI или в метрике, в зависимости от типа датчика шага, который используется.
- Поместить полученные показатели в стандартизированное измерение. Когда шаг определен, можно вычислить длину шурупа из-под головки, а затем поместить цифровые значения в стандартное измерение, которым является диаметр, шаг резьбы или TPI, а также длина. Если измеряется метрический шуруп или болт диаметром 4 мм, шагом резьбы 0,4 мм и длиной 8 мм, то измерение будет равно M4 X 0,4 X 8M.
Многие считают, что метрическая система на самом деле проще, так как многие измерения находятся в одной и той же единице измерения, и нет дробей, усложняющих вычисления.
В магазине «Первый крепеж» вы найдете широкий выбор крепежных элементов: от стандартных болтов и гаек до анкеров и крепежных систем.
Поля допусков
Для ряда производственных циклов важно максимальное соответствие соединяемых деталей. Такие значения называются точными. Это приводит к:
- повышенной герметичности – никаких лишних зазоров;
- прочность;
- отсутствие вибраций.
Изготовление происходит исключительно на станках для металлообработки, которые основаны на дистанционном пульте управления. Здесь оператор не отвечает за процесс, а только заносит проект, разработанный с помощью автоматизированной программы для проектирования, в компьютер. Инструменты с высокой точностью до 0,001 мм вытачивают зубцы. Второй стандартный размер точности метрических резьб – это средний диаметр таблицы. Он является нормой, применяется наиболее часто. Именно к этой категории относится крепеж, который поставляется на прилавки строительных магазинах. Изготовление – машинное, но с применением ручной установки и закрепления детали, направления сверла и пр. Третий класс – грубый. К нему можно причислить нарезки, которые производятся умельцами в домашних условиях. Часто не имеют трехслойной обработки, во многих случаях концы витков обломаны или готовы к тому, чтобы крошиться.