На каждый болт, изготовленный по установленным стандартам, наносится маркировка:
- Фирменное клеймо предприятия изготовителя.
- Класс прочности изделия.
- Знак левой резьбы (при необходимости).
Класс прочности состоит из двух цифр разделенных точкой:
- 1 — временное сопротивление, измеряется в Н/мм2.
- 2 — это отношение предельной текучести относительно к его временному сопротивлению, измеряется в процентах. Предел текучести — предельная нагрузка, после ее превышения произойдет необратимая деформация детали.
Например, маркировка 9.8 обозначает:
- 9Х100=900 Н/мм2 — временное сопротивление.
- 9Х8х10=720 Н/мм2 — предел текучести.
Все болты с прочностью не меньше чем 800 Н/мм2, согласно международной классификации принято относить к высокопрочной группе. Это значит, что все изделия с маркировкой 8.8 и выше относятся к высокопрочной группе.
Классы прочности болтов и маркировка – таблица
Класс прочности болта – технико-эксплуатационная характеристика, которая отражает предельную нагрузку на металлоизделие при скреплении деталей, показывает устойчивость к деформациям, ударам и разрыву.
Классы прочности отражают предельную нагрузку при скреплении деталей.
По ГОСТу 1759.4-87 (ISO 898.1-78) метизы подразделяются на 11 групп: 3.6; 4.6; 4,8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Чем выше значение, тем большее усилие способен выдержать крепеж, тем он прочнее и выносливее.
К категориям от 3.6 до 6.8 относят болты, предназначенные для эксплуатации в легких конструкциях, 8.8-12.9 – высоконадежные.
Механические свойства крепежей в зависимости от показателя прочности представлены ниже в таблице:
| Класс прочности | Номинальное временное сопротивление, Н/мм² | Твердость по Виккерсу (min/max), HV | Предел текучести (min/max), МПа |
| 3.6 | 300 | 95/250 | 180/190 |
| 4.6 | 400 | 120/250 | 240 |
| 4.8 | 400 | 130/250 | 320/340 |
| 5.6 | 500 | 155/250 | 300 |
| 5.8 | 500 | 160/250 | 400/420 |
| 6.6 | 600 | 190/250 | 360/480 |
| 6.8 | 600 | 190/250 | 640 |
| 8.8 | 800 | 250/335 | 640/660 |
| 9.8 | 900 | 290/360 | 720 |
| 10.9 | 1000 | 320/380 | 900/940 |
| 12.9 | 1200 | 385/435 | 1080/1100 |
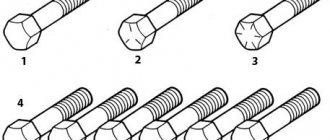
Что наносится на шапку болта
На стандартном болте, сделанном по ГОСТ 7798-70, есть маркировка.
В нее входят:
- Класс прочности. Определяет степень нагрузки и сферу применения.
- Клеймо завода-изготовителя. Позволяет идентифицировать компанию, занимающуюся производством метизов.
- Стрелка. Указывает на левостороннюю резьбу.
Стандартное расположение маркировки на болтах
Обозначения наносят на верхнюю часть головки. Они бывают выпуклыми и углубленными. Геометрию определяет производитель.
На болтах и винтах диаметром более 6 мм маркировка обязательна. На крепежах меньших размеров номер не ставят.
На стандартном болте есть маркировка с классом прочности.
На деталях малого размера или нестандартной формы применяют символы из циферблатной системы.
Расшифровка знаков на болтах из нержавеющего металла:
- Обозначение марки аустенитной стали:
- А2 – устойчивость к воздействию воды;
- А4 – стойкость к солям, щелочам, кислотам.
- Граница прочности – 50, 60, 80, что соответствует 500, 600, 800 МПа и классам 5.6(8), 6.6(8), 8.8.
Возможно заводское клеймо.
Изделия из мартенситного сплава маркируют аналогично углеродистым, при этом цифры внизу подчеркнуты. Стандартом разрешено не ставить точку в обозначении.
В БВП знаки указывают согласно ГОСТ 52644-2006.
В качестве примера: D 11.14 8.8 S ХЛ, где:
- D – идентификатор производителя;
- 11.14 – номер плавки;
- 8.8 – граница прочности;
- S – болт с 6-гранной увеличенной шляпкой;
- «ХЛ» – климатическое исполнение (холодный регион).
Изделия из мартенситного сплава имеют заводское клеймо.
Условные обозначения на шпильки наносят, если диаметр резьбы превышает 12 мм.
Требования по ГОСТу
Метизы должны соответствовать прописанным в ГОСТах размерам, механическим свойствам, классу точности, нормам качества, не иметь крупных дефектов и следов коррозии.
На чертежах и в спецификациях инженеры отмечают болты строго по стандарту.
Что такое предел текучести и как его определить
Предел текучести σт – критическая нагрузка на разъемное соединение, при которой наступает необратимый процесс разрушения конструкции без увеличения воздействующей силы.
На параметр влияет температура. При ее повышении σт понижается.
Для расчета показателя существуют 2 формулы:
- По временному сопротивлению на растяжение: 1-ю цифру в обозначении класса прочности умножают на 100, затем умножают на 2-ю цифру, результат делят на 10. Так, для метизов группы 5.8 σт=400 МПа (5х100х8:10=400).
- По классу прочности: 1-ю и 2-ю цифры умножают друг на друга, затем на 10. Для категории 5.8: σт=400 МПа (5х8х10=400).
Пределом текучести называется критическая нагрузка на разъемное соединение.
Чем выше предел текучести, тем дольше деталь способна находиться в состоянии напряжения, противодействовать динамическим и стационарным силам. При подборе крепежа учитывают 2- или 3-кратный запас прочности.
Класс прочности и марка стали
На качество изделий влияет содержание углерода в сплаве. С уменьшением количества вещества повышаются надежность, твердость и прочность детали.
Болты выпускают:
- низкой прочности – из Ст 10, 20;
- средней – из стали до 0,4% углерода (У4);
- высокой – из конструкционных низко-, среднеуглеродистых и легированных сталей с упрочняющими добавками.
Необходимые свойства достигаются в результате термообработки (закалки) в электропечах. Каленый сплав отличается высокими эксплуатационными характеристиками.
Наиболее распространенные марки для изготовления БВП – Ст30ХГСА; Ст35; Ст35Х; Ст35ХГСА; Ст38ХА; Ст40Х; Ст40Х «Селект»; Ст20Г2Р.
Материал изготовления высокопрочного крепежа
Для обеспечения крепежных деталей высокой прочностью при их производстве применяются сталь только определенных марок. Рассмотрим этот вопрос более подробно.
Высокопрочные болты
При выборе сырья для изготовления таких крепежных деталей производители учитывают, прежде всего, требования потребителей к прочностным характеристикам конечной продукции.
Класс прочности12.9. В данном случае обычно используется сталь следующих марок:
- хромоникельмолибденовая высококачественная легированная конструкционная Ст.40ХНMA;
- хромокремнемарганцовая легированная конструкционная Ст.35ХГCA;
- среднелегированная конструкционная высококачественная Ст.30XГСА.
Класс прочности 10.9. Подходят нижеперечисленные стали:
- Ст.35ХГCA и Ст.30ХГCA;
- легированная конструкционная Ст.40X и Ст.40X Селект;
- нагартованная углеродистая конструкционная Ст.40М2;
- качественная углеродистая конструкционная Ст.45Г и Ст.45;
- высококачественная легированная конструкционная Ст.38XА;
- низколегированная конструкционная Ст.35X.
Класс прочности 9.8. Применяются в данном случае такие стали:
- бормарганецсодержащая легированная Ст.20Г2Р;
- Ст.35ХГCA и Ст.30ХГCA;
- Ст.40X и Ст.38XА;
- Ст.45 и Ст.35X;
- конструкционная качественная углеродистая Ст.35.
Класс прочности 8.8. Используются следующие марки стали: Ст.20Г2P, Ст.40X, Ст.38XА, Ст.35X, Ст.35 Ст.45.
Высокопрочные гайки
Для изготовления высокопрочных гаек применяется сталь, практически, всех вышеперечисленных марок.
- Класс прочности 12. Подходят стали Ст.40ХНMA и Ст.30XГСА.
- Класс прочности 10. Используются сплавы марок Ст.40ХНMA, Ст.30XГСА, Ст.40X, Ст.45, Ст.38XА и Ст.35X.
- Класс прочности 9. Применяется сталь таких марок: Ст.40X, Ст.45, Ст.38XА и Ст.35X.
- Класс прочности 8. Производство гаек с прочностными характеристиками, соответствующим нормам этого класса, осуществляется на основе сталей Ст.40X, Ст.20Г2P, Ст.45 и Ст.35.
Прочность узкоспециализированных болтов
Для БВП узкоотраслевого назначения предусмотрены отдельные стандарты и требования. Крепежи изготавливают увеличенными.
Характеристика, определяющая прочность металла, – напряжение, соответствующее максимальному усилию и предшествующее разрыву.
К группе специализированных БВП относят мостовые, башмачные, анкерные, железнодорожные болты и т. д.
Некоторые из них предназначены для эксплуатации в сложных и экстремальных условиях, имеют маркировку:
- «ХЛ» – для сурового климата с температурой до -60°С;
- «У» – для областей со средним холодным (умеренным) режимом до -40°С.
Механические свойства прописаны в ГОСТ 22353-77, Р 52644-2006, 24379.1-80.
Классификация винтов
Рассмотрим теперь винты, имеющиеся в ассортименте ЦКИ. Самая большая группа из них – винты общего назначения. Это с ними мы встречаемся ежедневно в быту и на производстве. Все они имеют стержень с полной резьбой (хотя бывают и исключения) и головки различной формы. На головках имеются шлицы или углубления под ключ разного типа.
Другая большая группа винтов – винты установочные. Название пошло от их назначения. В своем большинстве они предназначены для точной установки и фиксации деталей в механизмах. Для этого на своих концах они имеют различные выступы или углубления.
По ГОСТ 12414-94 (ISO 4753:1999): «Концы болтов, винтов и шпилек. Размеры» предусматриваются следующие концы установочных винтов:
Привод крутящего момента осуществляется следующими элементами:
В сводной таблице представлены реально существующие, наиболее распространённые сочетания головок и концов установочных винтов с указанием стандарта DIN.
Виды крепления болтов
Резьбовые соединения конструктивно отличаются друг от друга.
Болтовое
Болт – деталь, снабженная головкой и резьбой на разных концах. Резьба необходима для навинчивания гайки. Головку подхватывают снаружи гаечным ключом.
Для установки метиза на соединяемых поверхностях высверливают отверстия большего диаметра. С торцевой стороны снимают фаску.
Болтовое крепление легко заменить при обрыве.
Недостаток соединения – требует много места, что приводит к увеличению габаритов и веса конструкции.
Достоинство – легкая замена при обрыве.
Винтовое
Винт ввертывают в корпус специальным торцевым инструментом. Головка бывает разной формы, в т. ч. 6-гранной. Главное отличие – малая площадь установки.
Отрицательный момент: при монтаже резьба часто повреждается, извлечь часть крепежа трудно. Поэтому винтовое соединение не применяют при многократном монтаже/демонтаже.
С помощью шпилек
Шпилька – крепежное изделие цилиндрической формы без головки, на концах которого имеется резьба одинакового диаметра. На одной стороне выполнена тугая нарезка. Другой конец необходим для установки гайки.
Крепление с помощью шпилек востребовано при частой сборке конструкции.
Элемент востребован при частой сборке/разборке конструкции и установке в труднодоступных местах. Шпилька может гнуться и терять прочность. От сильных нагрузок резьба часто срывается.
Производство высокопрочного крепежа
Технологический процесс изготовления крепежных деталей, характеризующихся высокой прочностью, включает следующие этапы:
- Подготовка металлического сплава к высадке.
- Этап высадки изделий. Допускается выполнение данной операции двумя методами – как горячей, так и холодной высадкой. Цель проведения – уменьшение длины заготовки с одновременным увеличением ее толщины.
- Накатка резьбы.
- Термообработка. Это – обязательный этап для высокопрочного крепежа. Основными видами термической обработки являются: поверхностная либо объемная закалка, отжиг (бывает первого и второго рода), отпуск. Выбирает тип термообработки предприятие-производитель.
- Антикоррозионная защита. Следует знать, что для высокопрочного крепежа неприменимы неорганические покрытия, выполненные хроматированием и фосфатированием.
- Приемка готовой продукции.
- Упаковка.
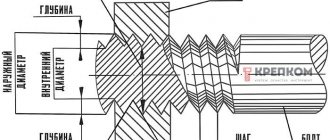
Соединение болтов с помощью резьбы
Классификация резьб:
- метрическая;
- дюймовая;
- трубная цилиндрическая;
- коническая;
- прямоугольная;
- трапецеидальная;
- упорная;
- стандартизированная круглая.
Метрическая резьба – основной тип резьбового соединения. Ее параметрами являются номинальный диаметр и шаг резьбы в миллиметрах, устанавливаемые ГОСТ 8724-81.
Соединение болтов с помощью резьбы является надежным и технологичным.
Достоинства:
- надежность;
- многофункциональность;
- технологичность;
- возможность регулировки силы сжатия;
- наличие широкой номенклатуры изделий.
Недостаток – склонность к самоотвинчиванию.