Что такое метрическая резьба
Тонкие метрические резьбы более восприимчивы к истиранию. Они нуждаются в длинных зацеплениях и менее подходят для высокоскоростной сборки. Тонкие нити могут легче проникать в твердые материалы, требуют меньшего крутящего момента и имеют небольшую тенденцию к ослаблению. Они также прочнее, чем грубая нить, и допускают более тонкие регулировки из-за их меньшего шага. Грубые резьбы имеют больший шаг и проще в использовании, чем мелкорезьбовые крепежные детали, и они предназначены для большинства применений.
Основные ГОСТы
Все метизы и крепежные детали, имеющие винтовую резьбу по метрической системе измерения, изготавливаются в соответствии с государственными и международными стандартами и нормативными документами. Поэтому они могут различаться по классу, размерам и некоторым другим параметрам, но в обязательном порядке должны соответствовать разрешенным требованиям и допустимым значениям. В ином случае продукция не может быть сертифицирована и использована в производственной сфере. К тому же официальные продажи таких изделий запрещены.
Крепежные изделия с винтовой метрической резьбой регламентируются несколькими нормативными документами:
- ГОСТ 8724, где прописаны допустимые значения диаметра и шага;
- ГОСТ 24705 2004 содержит информацию об основных размерах метрической резьбы;
- ГОСТ 9150 включает необходимые сведения о профиле метрической резьбы;
- ГОСТ 16093 прописывает допуски и обозначения для изделий.
Метрические резьбы регламентируются также международным стандартом ISO 261-98. Российский ГОСТ 8724-2002 полностью повторяет его текст на русском языке. Правда, в нем есть дополнения, характерные для потребностей российской экономики.
ТЕХНОЛОГИЧЕСКИЕ ЭЛЕМЕНТЫ РЕЗЬБЫ
К технологическим элементам резьбы относятся сбеги, недорезы, проточки и фаски. Форму и размеры этих элементов в зависимости от профиля резьбы устанавливают соответствующие ГОСТы.
Сбегом резьбы называют участок резьбы, на котором режущий инструмент, выходя из металла (или другого материала) на поверхность, нарезает резьбу с постепенным уменьшением высоты профиля. Резьбу на чертеже, как правило, изображают без сбега, но если его необходимо показать, то показывают сбег тонкими сплошными прямыми линиями, как изображено на рис. 406. Размер длины резьбы на чертеже указывают до сбега, но при необходимости указывают длину резьбы со сбегом (рис. 406, б)
или указывают длину резьбы до сбега и величину сбега (
x
) (рис. 406,
а).
В просверленном глухом отверстии от сверла образуется коническое углубление, которое на чертеже всегда вычерчивают с углом при вершине конуса, равным 120° (рис. 406, б).
Размеры этого углубления на чертеже не проставляют. Глубину сверления отверстия (
l
) проставляют без учета конуса. Определяющим размером для сбегов служит шаг резьбы
Р.
Недорезом резьбы называют участок, включающий в себя сбег и оставшуюся ненарезанной часть стержня или отверстия (рис. 407). Недорез получается при нарезании резьбы в упор, когда на стержне выступающая поверхность, а в отверстии дно препятствуют дальнейшему проходу режущего инструмента (рис. 407, а и б).
Размеры недорезов устанавливает ГОСТ 10549—80. Определяющим размером служит шаг резьбы
Р.
Допускается изображать недорез тонкими сплошными линиями, как показано на рис. 407,
в.
Проточки выполняют при нарезании резьбы на станках с помощью резца, чтобы избежать сбега резьбы и получить полный ее профиль, а также для обеспечения свободного выхода режущего инструмента. Для этого диаметр наружной проточки делают меньше внутреннего диаметра резьбы, а диаметр внутренней проточки — больше наружного диаметра резьбы (рис. 408).
На чертежах проточки изображают упрощенно и при необходимости поясняют выносным элементом, на котором показывают форму проточки и проставляют ее размеры (рис. 408). В зависимости от масштаба, в котором выполняется чертеж, возможно изображение формы проточки и нанесение ее размеров на самом изображении детали, как это показано на рис. 409. Размеры проточки и ее форму устанавливает ГОСТ 10549—80 в зависимости от типа резьбы и ее шага.
Фаски выполняют на конце стержня и в начале отверстия. Они упрощают процесс нарезания резьбы и способствуют более удобному и быстрому соединению двух деталей, как направляющие элементы. Фаска представляет собой небольшой усеченный конус, высота которого обозначается буквой z
, а угол наклона образующих равен 45° (рис. 409 и 410). Размеры фасок для метрической резьбы устанавливает ГОСТ 10549—80.
ГОСТ 10549-80 Выход резьбы. Сбеги, недорезы, проточки и фаски
Сбеги, недорезы, проточки и фаски
Screrw thread runout. Washout threads, total thread runouts, undercuts and chamfers
Дата введения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.07.80 N 3501
3. ВЗАМЕН ГОСТ 10549-63
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Ограничение срока действия снято по Протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ с Изменением N 1, утвержденным в декабре 1986 г. (ИУС 3-87)
1. Настоящий стандарт устанавливает размеры сбега резьбы при выходе инструмента или при наличии на инструменте заборной части, размеры недореза при выполнении резьбы в упор, форму и размеры проточек для выхода резьбообразующего инструмента, размеры фасок — для резьбы метрической, трубной цилиндрической, трубной конической, конической дюймовой с углом профиля 60° и трапецеидальной.
(Измененная редакция, Изм. N 1).
2. Размеры сбегов и недорезов для наружной метрической резьбы должны соответствовать указанным на черт.1 и 4 (при выполнении резьбы нарезанием), на черт.2, 3 и 5 (при выполнении резьбы накатыванием) и в табл.1.
Допускается применять угол 60°
Размеры в миллиметрах
при угле заборной части инструмента
при сопряжении с внутренней резьбой с проточкой типа 2
для всех других слу- чаев
1. Проточки типа 2 снижают концентрацию напряжений под головкой, но уменьшают площадь опорной поверхности.
2. Размеры проточек для заданного шага резьбы допускается устанавливать по ближайшему табличному шагу резьбы.
3. Для деталей из высокопрочных материалов с 1400 МПа и в случаях, если проточка, кроме технологических, несет и конструктивные функции, допускается применять, проточки, не установленные настоящим стандартом.
Форма и размеры проточек для наружной метрической резьбы должны соответствовать указанным на черт.6 и в табл.1. Размеры фасок наружной метрической резьбы указаны на черт.1 и в табл.1.
3. Размеры сбегов и недорезов для внутренней метрической резьбы должны соответствовать указанным на черт.7 и в табл.2.
Допускается применять угол 60°
Форма и размеры проточек для внутренней метрической резьбы должны соответствовать указанным на черт.8 и в табл.2. Размеры фасок внутренней метрической резьбы указаны на черт.7 и в табл.2.
при сопряжении с наружной резьбой с проточкой типа 2
для всех других слу- чаев
_____________ * Ширина проточек дана для диаметров 6 мм и более.
1. Проточки типа 2 снижают концентрацию напряжений под головкой.
2. Размеры проточек для заданного шага резьбы допускается устанавливать по ближайшему табличному шагу резьбы.
Статьи технической тематики из периодических изданий «Регионального Центра Инновационных Технологий» Основы резьбы и резьбового соединения
Основы резьбы и резьбового соединения
Содержание
1. Резьба 2 1.1. Основы образования резьбы 1.2. Классификация резьбы 1.2.1. Метрическая резьба 1.2.2. Дюймовая резьба 1.2.3. Трубная цилиндрическая резьба 1.2.4. Трубная коническая резьба 1.2.5. Трапецеидальная резьба 1.2.6. Упорная резьба 1.2.7. Круглая резьба 1.2.8. Прямоугольная резьба 1.3. Условное изображение резьбы. ГОСТ 2.311–68 1.3.1. Условное изображение резьбы на стержне 1.3.2. Условное изображение резьбы в отверстии 1.3.3. Условное изображение резьбы в сборе 1.4. Условное изображение резьб 1.5. Технологические элементы резьбы 1.5.1. Фаски резьбовые. ГОСТ 10549–80 1.5.2. Проточки резьбовые. ГОСТ 10549–80 2. Резьбовые соединения 2.1. Резьбовые соединения нестандартными деталями 2.2. Соединение болтом упрощенное. ГОСТ 2.315–68 2.3. Соединение шпилькой упрощенное. ГОСТ 2.315–68 2.4. Соединение винтом упрощенное. ГОСТ 2.315–68 Литература
Резьба
Резьба – поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Схема 1.1
1.1. Основы образования резьбы
В основе образования резьбы лежит принцип получения винтовой линии. Винтовая линия – это пространственная кривая, которая может быть образована точкой, совершающей движение по образующей какой-либо поверхности вращения, при этом сама образующая совершает вращательное движение вокруг оси. Если в качестве поверхности принять цилиндр, то полученная на его поверхности траектория движения точки называется цилиндрической винтовой линией. Если движение точки по образующей и вращение образующей вокруг оси равномерны, то винтовая цилиндрическая линия является линией постоянного шага. На развертке боковой поверхности цилиндра (рис.1.1.1) такая винтовая линия преобразуется в прямую линию.
Рис.1.1.1
Если на поверхности цилиндра или конуса прорезать канавку по винтовой линии, то режущая кромка резца образует винтовую поверхность, характер которой зависит от формы режущей кромки. Образование винтового выступа можно представить как движение треугольника, трапеции, квадрата по поверхности цилиндра или конуса так, чтобы все точки фигуры перемещались по винтовой линии (рис.1.1.2). В случае, если подъем винтового выступа на видимой (передней) стороне идет слева направо, резьба называется правой, если подъем винтового выступа идет справа налево – левой. Если по поверхности перемещаются одновременно два, три и более плоских профиля, равномерно расположенные по окружности относительно друг друга, то образуются двух- и трехзаходные винты.
Рис.1.1.2
В качестве примера образования одно-, двух- и трехзаходной резьбы можно рассмотреть процесс навивки на цилиндрическую поверхность проволоки треугольного сечения (витки плотно прилегают друг к другу) . Для однозаходной резьбы (рис.1.1.3,а) величина хода винта Рh
равна шагу
Р
. Для двух- (рис.1.1.3,б) и трехзаходных (рис.1.1.3,в) винтов, когда осуществляется одновременная навивка соответственно двух и трех проволок указанного сечения, величина хода соответственно равняется
2Р
– для двухзаходного винта и
ЗР
– для трехзаходного. Приведенные положения, с некоторыми изменениями и уточнениями, могут быть отнесены и к конической поверхности.
Рис.1.1.3
1.2. Классификация резьбы
Таблица 1.2.1
| Профиль резьбы (некоторые параметры) | Условное изображение резьбы | Стандарт | Примеры обозначения | Примеры обозначения резьбового соединения | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Метри- ческая | Профиль по ГОСТ 9150-81 (СТ СЭВ180-75) Основные размеры по ГОСТ 24705-81 (СТ СЭВ182-75) Диаметр и шаги по ГОСТ 8724-81 (СТ СЭВ 181-75) | ||||
| 2 | Метри- ческая коническая | ГОСТ 25229-82 (СТ СЭВ304-76) | МК 20х1,5 МК 20х1,5LH | |||
| 3 | Трубная цилиндри-ческая | ГОСТ 6357-81 (СТ СЭВ 1157-78) | ||||
| 4 | Трубная кони- ческая | ГОСТ 6211-81 (СТ СЭВ 1159-78) | ||||
| 5 | Кони- ческая дюймовая | ГОСТ 6111-5 | К 1/2″ ГОСТ 6111-52 | |||
| 6 | Трапеце- идальная | ГОСТ 24737-81 СТ СЭВ838-78 Однозаходная резьба Профиль по ГОСТ 9481-81 | ||||
| 7 | Упорная | ГОСТ 10177-82 СТ СЭВ 1781-79 | ||||
| 8 | Круглая | ГОСТ 13536-68 | Кр12х2,54 ГОСТ По СТ СЭВ307-76 Rd 16 Rd 40LH | Кр12х2,54 ГОСТ Rd 16 Rd 40LH | ||
| 9 | Прямо- угольная |
1.2.1. Метрическая резьба
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81. По ГОСТ 8724–81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183–75 «Резьба метрическая для приборостроения». Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются. В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150–81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
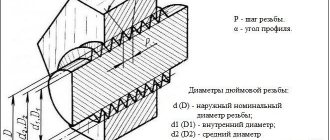
1.2.2. Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ра- нее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается. Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
1.2.3. Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
1.2.4. Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы). Нарезаются резьбы на конусе с углом конусности φ/2 = 1°47’24» (как и для метрической конической резьбы), что соответствует конусности 1:16. Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1.2.5. Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481–81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
1.2.6. Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая – под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
1.2.7. Круглая резьба
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
1.2.8. Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.
1.3. Условное изображение резьбы. ГОСТ 2.311–68
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой.
Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
1.3.1. Условное изображение резьбы на стержне
Рис.1.3.1.1
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Рис.1.3.1.2
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80). Размер длины резьбы указывается, как правило, без сбега.
1.3.2. Условное изображение резьбы в отверстии
Рис.1.3.2.1
Внутренняя резьба – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
1.3.3. Условное изображение резьбы в сборе е
Рис.1.3.3.1
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
1.4. Условное изображение резьб
Таблица 1.4.1
| Тип резьбы | Условное обозначение типа резьбы | Размеры, указываемые на чертеже | Обозначение резьбы на чертеже | |||
| на изображениях в плоскости, параллельной оси резьбы | на изображениях в плоскости, перпендикулярной оси резьбы | |||||
| на стержне | в отверстии | на стержне | в отверстии | |||
| Метрическая с крупным шагом ГОСТ 9150-81 | M | Наружный диаметр (мм) | ||||
| Метрическая с крупным шагом ГОСТ 9150-81 | M | Наружный диаметр и шаг резьбы (мм) | ||||
| Трапецеидальная однозаходная ГОСТ 9484-81 (СТ СЭВ 146-78) | Tr | Наружный диаметр и шаг резьбы (мм) | ||||
| Трубная цилиндрическая ГОСТ 6357-81 (СТ СЭВ 1157-78) | G | Условное обозначение в дюймах | ||||
| Коническая дюймовая ГОСТ 6111-52 | R | Условное обозначение в дюймах | ||||
| Трубная коническая ГОСТ 6211–81 (СТ СЭВ 1159–78): наружная и внутренняя | R Rc | Условное обозначение в дюймах | ||||
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски. Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д. Метрическая резьба обозначается в соответствии с ГОСТ 9150–81. Метрическая резьба
подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24х2–6g или М12х1–6Н. При обозначении левой резьбы после условного обозначения ставят LH. Многозаходные резьбы обозначаются, например трехзаходная, М24хЗ(P1)LH, где М – тип резьбы, 24 – номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Метрическая коническая резьба
обозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20х1,5 ГОСТ 25229–82).
Рис.1.4.1
Соединение внутренней цилиндрической резьбы с наружной конической (рис.1.4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20х1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20х1,5 LH. Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0. Трубная цилиндрическая резьба
. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G1 1/2LH–В–40 длина свинчивания, указываемая при необходимости. Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211–81 обозначается следующим образом: например, G/Rp–11/2–А. При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 11/2–А/В.
Трубная коническая резьба
. В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения:
— внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357–81. Трапецеидальная резьба
. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20х4LH–8H, где LH – обозначение левой резьбы, 8Н – основное отклонение резьбы. При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40х6–8g–85; 85 – длина свинчивания.
Резьба упорная
. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80х10–8Н. Для левой резьбы после условного обозначения резьбы указывают буквы LH. Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80х2(P10).
Прямоугольная резьба
не стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы
. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19х1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
1.5. Технологические элементы резьбы
Рис.1.5.1
Резьбы метрическая, одноходовая, трапецеидальная, трубная цилиндрическая, трубная коническая, коническая дюймовая с углом профиля 60° имеют технологические элементы, связанные с выходом резьбы, к которым относятся: сбег, недорез, проточка и фаска.
1.5.1. Фаски резьбовые. ГОСТ 10549–80
Фаски на стержнях и в отверстиях с резьбой (кроме метрической резьбы) имеют форму усеченного конуса с углом при вершине 90° и высотой Z. Фаски на метрической наружной резьбе имеют угол при вершине конуса 90° и заданный диаметр меньшего основания конуса. Фаски на метрической внутренней резьбе имеют угол при вершине конуса 120° и заданный диаметр большего основания усеченного конуса. Фаски изображают только на проекции, параллельной оси резьбы, или в сечении плоскостью, проходящей через ось резьбы. На проекции на плоскость, перпендикулярную к оси резьбы, фаску не показывают. Форму и размеры фасок для наружной метрической резьбы
, крепежных изделий устанавливает ГОСТ 12414–66 (СТ СЭВ 215–82). Определяющим размером служит наружный диаметр резьбы d. Форму и размеры фасок для
внутренней метрической резьбы
устанавливает ГОСТ 10549–80. Определяющим размером служит наружный диаметр резьбы D. Форму и размеры фасок для
трапецеидальной резьбы
устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р. Форму и размеры фасок для
трубной конической резьбы
и
конической дюймовой резьбы
устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм. Форму и размеры фасок для
трубной цилиндрической резьбы
устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
1.5.2. Проточки резьбовые. ГОСТ 10549–80
Рис.1.5.2.1
Проточку (рис.1.5.2.1) делают у конца резьбы для выхода инструмента и получения резьбы полного профиля на всей длине стержня или отверстия. На чертежах детали проточку изображают упрощенно и дополняют чертеж выносным элементом в увеличенном масштабе. Форму и размеры проточек наружной резьбы (при выполнении резьбы нарезанием) устанавливает ГОСТ 10549–80 (СТ СЭВ 214–75). Определяющим размером служит шаг резьбы Р. Форму и размеры проточек для внутренней метрической резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р. Форму и размеры проточек для трапецеидальной резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р. Форму и размеры проточек для трубной конической резьбы и конической дюймовой резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм. Форму и размеры проточек для трубной цилиндрической резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Резьбовые соединения
Рис.2.1
Детали машин и приборов соединяют крепежными деталями (рис.2.1). Кроме того, того применяются резьбовые соединения деталей, на одной из которых нарезана наружная резьба, а на другой – внутренняя. Такие соединения, называемые разъемными, можно разобрать без повреждения деталей. Чертежи разъемных соединений выполняют с применением рекомендуемых стандартами упрощений и условностей.
2.1. Резьбовое соединение нестандартными деталями
Помимо резьбовых соединений, осуществляемых при помощи стандартных крепежных деталей, находят широкое применение резьбовые соединения, в которых резьба выполняется непосредственно на деталях, входящих в соединение. На рис.2.1.1 представлено соединение трубы 1 со штуцером 2, осуществляемые при помощи накидной гайки 3 и втулки 4, прижимающей коническую развальцованную часть трубы к штуцеру.
Рис.2.1.1
2.2. Соединение болтом упрощенное. ГОСТ 2.315–68
Рис.2.2.1
При изображении болтовых соединений размеры болта, гайки и шайбы берутся по соответствующим ГОСТам. На учебных сборочных чертежах, с целью экономии времени, болт, гайку и шайбу рекомендуется вычерчивать не по всем размерам, взятым из ГОСТа, а только по его диаметру и длине стержня. Остальные размеры обычно определяются по условным соотношениям элементов болта и гайки в зависимости от диаметра резьбы. ГОСТ 2.315-68 предусматривает упрощенные и условные изображения крепежных деталей на сборочных чертежах. При упрощенных изображениях (рис.2.2.1) резьба показывается по всей длине стержня крепежной резьбовой детали. Фаски, скругления, а также зазоры между стержнем детали и отверстием не изображаются. На видах, полученных проецированием на плоскость, перпендикулярную оси резьбы, резьба на стержне изображается одной окружностью, соответствующей наружному диаметру резьбы. На этих же видах не изображаются шайбы, примененные в соединении.
2.3. Соединение шпилькой упрощенное. ГОСТ 2.315–68
Рис.2.3.1
При вычерчивании на сборочных чертежах шпилечного соединения рекомендуется, как при болтовом соединении, пользоваться условными соотношениями между диаметром резьбы d и размерами элементов гайки и шайбы. Длину l1 ввинчиваемого (посадочного) конца шпильки выбирают в зависимости от материала детали.
2.4. Соединение винтом упрощенное. ГОСТ 2.315–68
В винтовом соединении (рис.2.4.1), как и в шпилечном, резьбовая часть винта ввинчивается в резьбовое отверстие детали. Граница резьбы винта должна быть несколько выше линии разъема деталей. Верхние детали в отверстиях резьбы не имеют. Между этими отверстиями и винтами должны быть зазоры.
Рис.2.4.1
Литература
1. ЕСКД. ГОСТ 2.311–68, ГОСТ 2.315–68. 2. Боголюбов С.К., Воинов А.В. Черчение. М., 1983. 3. Мерзон Э.Д. и др. Машиностроительное черчение. М. Высшая школа., 1987. 4. Федоренко В.А., Шошин А.И. Справочник по машиностроительному черчению. Л., 1982. 5. Вяткин Г.П. и др. Машиностроительное черчение. М. Машиностроение., 1985.
Статьи: Основы резьбы и резьбового соединения