Почему необходимо выполнять снятие фаски?
Обработка торцов листа или стенок труб нужна для:
- Хорошего провара и надежного соединения сварочных швов
- Уменьшения времени выполнения сварочных работ
- Предотвращения травматизма сотрудников об острые углы изделия
- Упрощения предстоящего монтажа возводимой металлической конструкции
- Того, чтобы не проводить ручную шлифовку краев кромки листа или трубы
Если не выполнить снятие фаски, то в изделиях, толщина которых превышает 5 мм, со временем может разойтись сварочный шов и конструкция утратит прочность.
Штриховка и заливка
Построение штриховки
Для того чтобы заштриховать одну или несколько областей, необходимо:
Рис. 35. Панель свойств команды «Штриховка»
Результат выполнения команды Штриховка
представлен на рис. 36:
Рис. 36. Штриховка области объекта
Заливка объекта
В системе «КОМПАС-3D» могут быть построены два типа заливки: одноцветная и градиентная. Область заливки может состоять из одного или нескольких замкнутых контуров.
Для того чтобы залить одну или несколько областей, необходимо:
Рис. 37. Панель свойств команды «Заливка»
Результат выполнения команды Заливка
представлен на рис. 38.
Рис. 38. Градиентная заливка объекта
Начертите три концентрические окружности произвольного диаметра и выполните штриховку внутренней области (рис. 39):
Рис. 39. Пример штриховки
Виды фасок
Срезать кромку с металлического проката можно тремя способами:
- Y-образным способом;
- Х-образным;
- J-образным (другое название – «рюмочная» фаска);
- Также, в технической литературе можно встретить другое буквенное обозначение: V, K и U-образная фаска
.
Особенности разных видов фасок
- Наиболее распространенным способом снятия кромки на производстве является Y-образный метод и Х-образный.
- Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
- J-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Другие виды разделки кромки
(стыковой тип соединения со сломанным краем) на производствах используют не так часто.
Обход границы по стрелке
Обход границы по стрелке – это создание границы области для выполнения какой-либо операции последовательным обходом пересекающихся между собой геометрических объектов.
Для того чтобы перейти к работе в данном режиме, необходимо:
Направление движения можно также указать с помощью соответствующих кнопок на Панели свойств
:
–предыдущее направление;
–следующее направление;
–шаг вперед;
26 марта 2012
Вам знакомы обозначение масштаба (М), проекции чертежа: виды спереди, сверху, сбоку, — вы знаете обозначение диаметра (0), радиуса (R) окружности, метрической резьбы (например, М10,М6).
На рабочих чертежах, помимо видов спереди, сверху, сбоку, бывает необходимо показать внутреннюю форму детали.
Внутренние формы диска можно показать на видах при помощи штриховых линий.
а — на рисунке; 6 — на видах чертежа.
Диск имеет три отверстия и четыре углубления. На виде спереди оказалось много штриховых линий, что затрудняет определить внутреннюю форму детали. Чтобы чертеж яснее давал представление о внутренних формах детали, применяют сечения и разрезы.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели
, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
Процесс нарезки кромки происходит следующим образом:
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
- После окончания работы резец возвращается в исходное положение.
- После проведения нарезки фаски, рабочая поверхность изделия считается подготовленной к дальнейшим сварочным работам.
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Общие правила нанесения размеров на чертежах
Стандарт (ГОСТ 2.307-68) устанавливает правила нанесения размеров на чертежах.
Линейные размеры на чертежах проставляются в миллиметрах без обозначения единиц измерения (мм). При других единицах измерения (сантиметрах, метрах) размерные числа записываются с обозначением единиц измерения (см, mi). Угловые размеры указывают в градусах, минутах, секундах с обозначением единиц измерения. Общее количество размеров на чертежах должно быть минимальным, но достаточным для изготовления и контроля изделия.
Существуют строго определенные правила нанесения размеров. При нанесении размера прямолинейного отрезка размерную линию проводят параллельно этому отрезку, а выносные линии — перпендикулярно размерным (рис. 40, б). Выносные линии выходят за размерные на 1-3 мм. Расстояние от размерной линии до контура изображения должно быть не менее 10 мм, а расстояние между двумя близлежащими размерными линиями — не менее 7 мм (рис. 40, б).
Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический.
Механическая фаска
считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
- После снятия фаски изделие сохраняет свою структуру и не теряет физико-химических свойств
- Механический способ обеспечивает высокую герметичность и надежность будущих сварочных швов
- Экономия времени.
Термический способ
– фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски
не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски
является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.
Узнать стоимость механических фаскоснимателей можно по телефонам ☎ 8-800-555-95-28
Фаскосниматели серии «Мангуст» для труб
Фаскосниматели специализированные
Общие правила нанесения размеров на чертежах
Стандарт (ГОСТ 2.307-68) устанавливает правила нанесения размеров на чертежах.
Линейные размеры на чертежах проставляются в миллиметрах без обозначения единиц измерения (мм). При других единицах измерения (сантиметрах, метрах) размерные числа записываются с обозначением единиц измерения (см, mi). Угловые размеры указывают в градусах, минутах, секундах с обозначением единиц измерения. Общее количество размеров на чертежах должно быть минимальным, но достаточным для изготовления и контроля изделия.
Существуют строго определенные правила нанесения размеров. При нанесении размера прямолинейного отрезка размерную линию проводят параллельно этому отрезку, а выносные линии — перпендикулярно размерным (рис. 40, б). Выносные линии выходят за размерные на 1-3 мм. Расстояние от размерной линии до контура изображения должно быть не менее 10 мм, а расстояние между двумя близлежащими размерными линиями — не менее 7 мм (рис. 40, б).
На концах размерных линий наносят стрелки. Форма и размеры стрелки показаны на рис. 40, а. Величина стрелок должна быть одинаковой на всем чертеже. Стрелки при недостатке места могут заменяться засечками или точками (рис. 41, б, в). Допускается проставлять размеры так, как показано на рис. 41, г.
Применения
Фаски часто используются в различных конструктивных элементах для упрощения последующего монтажа и уменьшения опасности ранения острыми кромками деталей. Так, например в машиностроении , фаска крепёжного отверстия часто представляет собой коническую поверхность , срезающую кромку, образованную торцевой поверхностью и собственно цилиндрической поверхностью отверстия. Угол скоса фаски выбирается исходя из конструктивных целей, но зачастую устанавливается равным 45°. При посадке с натягом рекомендуемый угол скоса на валу и втулке равен 10°.
Фаска в сварочном деле или разделка кромок служит для создания сварочной ванны между двумя толстыми металлическими листами, таким образом позволяя обойти ограничение максимальной толщины области проварки, и сварить эти листы с образованием качественного соединения. Угол и форма поверхности фаски выбирается из ряда технологических и конструктивных параметров, зачастую применяются фаски с криволинейной поверхностью. Размер катета фаски выбирают согласно ГОСТ 10948-64 из следующего ряда чисел: 0,10; (0,12); 0,16; (0,20); 0,25; (0,30); 0,40; (0,50), 0.60; (0,80); 1,0; (1,2); 1,6; (2,0); 2,5; (3,0); 4,0; (5,0); 6,0; (8,0); 10; (12); 16; (20) и до 250 мм. Размеры без скобок являются предпочтительными.
Для листового металла
Металл листового формата широко используется в различных сферах и областях. Поэтому фаскосниматель для листа востребован среди исполнителей различного уровня. Оснащение подобного типа обладает конструктивными особенностями: наличие опорных роликов позволяет кромкорезу удерживать на плоской поверхности, прижиматься к торцу и осуществлять обработку; эргономичная рукоятка гарантирует удобство и легкость в перемещении агрегата без особых усилий.
Фаскосниматель МТ-24 предназначен для обработки кромок листовых металлических материалов, применяется при изготовлении и монтаже металлоконструкций.
CHP-12
CHP-12 – фаскосниматель, применяемый для обработки одно- и двухсторонних кромок листовых материалов из нержавеющей и углеродистых сталей, алюминия и его сплавов.
Производителем данной универсальной установки является компания “CeVisa” (Испания).
Также следует отметить, что данная установка может применяться и для работы с трубами от 100 мм.
Автоматический фаскосниматель UZ-12 производится компанией “NKO Machines” (Чехия). Данный аппарат предназначен для работы по верхней и нижней кромкам, применяется для обработки чугуна, нержавеющей стали, меди, алюминия и латуни, обладает высоким уровнем производительности. Агрегат может устанавливаться на лист в вертикальном и горизонтальном положении.
На современном рынке производители предлагают потребителю большой выбор подобных инструментов. Классификация продукции происходит исходя из предназначения и типа используемого материала.
Кроме того, исходя из сложности выполняемых функций фаскосниматели для труб делятся на несколько групп устройств.
Среди достоинств ручного инструмента стоит выделить следующие особенности:
Стоит также отметить некоторые минусы устройств: агрегат не предназначен для работы с изделиями большого размера, что снижает сферу его эксплуатации, ручные кромкорезы имеют более низкий уровень производительности в сравнении со стационарным инструментом, необходимо фиксировать рабочую деталь в процессе работы с ней, а трубы дополнительно обрабатывать перед их сваркой.
Источник
Что это такое
Фаска – это скошенные, заваленные края паркетной доски. Они выделяют шов между соседними досками, подчеркивают его, придавая поверхности объемный вид.
Обратите внимание! Фаски придают трехслойной паркетной доске вид более дорогого материала – паркета из массива. Данная тенденция стилизовать дешевые материалы под дорогие, пользуется спросом, ведь рынок стройматериалов, как известно, формируется покупателями.
По форме и глубине выделяют несколько видов фасок:
Фаска может быть двух- и четырехсторонней. В первом случае она снимается только на боковых кромках доски, во втором – со всех четырех сторон.
Полезно: двухсторонняя фаска выделяет продольные швы. Они, в свою очередь, визуально удлиняют пол комнаты, заставляя ее выглядеть подобно коридору. Если деревянный паркет кладется в и без того вытянутом помещении, очевидная инструкция – предпочесть покрытие со швами, выделенными со всех четырех сторон.
Такое напольное покрытие сделает помещение более вытянутым в длину.
Порядок самостоятельной стыковки элементов
Перед тем, как поменять трубы на пластиковые, следует выбрать тип используемых полимерных деталей. Для самостоятельной работы рекомендуется использовать детали из поливинилхлорида.
Они обладают следующими преимуществами:
Способ 1. Склеивание
Установка пластиковых труб своими руками с помощью склеивания производится в такой последовательности:
Для порезки труб используются специальные ножницы
Фото фаскоснимателя для труб
Совет! При покупке материалов следует запастись чуть большим, чем необходимо, количеством фитингов (тем более что их цена невелика). В этом случае при необходимости можно заменить одну деталь на другую, более качественную.
Последовательность действий при склеивании труб
Методы защиты от влаги
Полученные на вальцовочном оборудовании фаски нет необходимости предохранять от влаги: на скосах остается меламиновая пленка, обладающая прекрасными гидрофобными свойствами. А вот после фрезы скос ничем не защищен. Производители решают проблему по-разному: одни покрывают лаком, другие красят акриловыми красками.
В процессе эксплуатации слой лака (краски) истончается и начинает пропускать вначале молекулы пара, а затем и воды. Требуется его обновление. Здесь, во-первых, важно не упустить момент, когда нужны восстановительные работы, во-вторых, иметь деньги и время на обслуживание напольного покрытия.
Внимание: наиболее часто повреждается защитный слой на углах ламинированных досок. Поэтому им повышенное внимание, если хочется сохранить напольное покрытие неповрежденным долгое время.
Предварительная настройка фрезера
Изначально важно подобрать подходящий тип фрезы. Существует несколько видов фасок. Выберите тот, что подходит для решения Вашей конкретной задачи. Не всегда подходящая фреза находится в наборе с фрезером.
Но приобрести её не составит большого труда. Фрезы подобного рода находятся в магазинах инструментов в свободном доступе и стоят копейки.
С дополнением в виде пылесоса работать значительно проще. При обработке дерева не остаётся практически никаких отходов.
Сечения
На рабочих чертежах, помимо видов, часто показывают изображение, называемое сечением.
На сечении показано только то, что находится непосредственно в секущей плоскости. Сечение, расположенное на чертеже, но в стороне от изображения, называется вынесенным. Сечение на самом изображении чертежа будет наложенным.
а — вынесенного; б — наложенного.
Разрез
— это изображение предмета, мысленно рассеченного одной или несколькими плоскостями.
На разрезе показывают то, что получается в секущей плоскости и расположено за ней. На рисунке ниже помещена деталь, мысленно рассеченная плоскостью, и изображения сечения и разреза. В отличие от сечения, в разрезе за секущей плоскостью показаны отверстие и паз.
На разрезах и сечениях внутренние очертания (границы) показывают сплошными линиями, а поверхности детали, находящиеся за секущей плоскостью, выделяют штриховкой. На сечениях и разрезах видны отверстия и углубления.
На рисунке ниже помещен чертеж того же диска, что и на рисунке, но вместо вида спереди показан разрез. Такое изображение позволяет лучше представить диск по чертежу с его невидимыми контурами (отверстиями).
Смотрите рисунок –
Фаски
— это срезанный угол или ребро плоской или цилиндрической детали. Фаску снимают, чтобы улучшить вид или затупить острые кромки детали.
а — плоской; б — цилиндрической.
На чертежах деталей указывают количество, ширину и углы фасок. Если у двух фасок одинаковые углы и размеры, то на чертеже указывают так: 3*45°/2 фаски. Это значит, что у детали две фаски, каждая шириной 3 мм, под углом 45°.
Если на одной детали несколько фасок с разными углами или разной ширины, на чертеже указывают каждую фаску.
Вопросы
- Для чего на чертежах показывают сечения , разрезы?
- Какая разница между сечением и разрезом?
- Какими линиями на сечениях и разрезах показывают внутренние очертания (границы)?
- Для чего делают фаски?
- Как изображают фаски на чертежах?
«Слесарное дело», И.Г.Спиридонов, Г.П.Буфетов, В.Г.Копелевич
Деталь — это часть машины, изготовленная из одного куска материала (например, болт, гайка, шестерня, ходовой винт токарного станка). Узел — это соединение двух или нескольких деталей. Изделие собирают по сборочным чертежам. Чертеж такого изделия, в которое входит несколько узлов, называют сборочным, он состоит из чертежей каждой детали или узла и изображает сборочную единицу (чертеж единого…
Технологическая карта — это инструкция на выполнение задания. Технологические карты, чертежи, эскизы, инструкционные карты — все это техническая документация, в которой описаны характер и порядок выполнения задания. В технологических картах указывают последовательность изготовления деталей, эскизы обработки, применяемый инструмент, вид и материал заготовки. Последовательность изготовления может быть подробной и краткой. Все зависит от сложности детали. В…
Электрические
RIDGID (видео)
Данная модель может работать как с трубами, так и с листовым металлом.
GTW-2100 – фаскосниматель электрический для труб и плоских поверхностей, подходит для работы со сталью, нержавеющей сталью, цветными металлами и другими материалами.
К1755
К1755 – фаскосниматель с электроприводом для металлических труб с наружным диаметром 28-42 мм.
ФС-22М Фаскосниматель ФС-22М – электрический аппарат для обработки кромок листовых материалов.
ФС-22 Фаскосниматель ФС-22 предназначен для обработки листов и труб из следующих материалов: сталь, нержавейка и легкие сплавы. Многофункциональность делает этот агрегат популярным, поэтому следует ознакомиться с его техническими характеристиками.
Деревянные полы
При настилке полов деревянными досками нужно учесть много нюансов. Это и качество материала, и степень его просушки, и условия, при которых будет эксплуатироваться поверхность. Если с двумя первыми вопросами можно легко определиться заранее, то условия эксплуатации пола не всегда можно спрогнозировать достоверно. В этом случае применяется фаска. Что это такое — пояснялось выше. Она не только позволит выглядеть полу более аккуратно и красиво, но и поможет избежать видимых щелей между досками, которые обязательно появятся со временем.
При работе с массивом дерева может возникнуть вопрос: «Как сделать фаску?» Тем более что деревообрабатывающий станок для этого не совсем подходит. Прежде всего, материал шлифуют начисто (сделать это потом будет невозможно). Для снятия фаски используют с кромочной фрезой на подшипнике. Это позволяет добиться идеального качества обработанной поверхности даже при небольшой кривизне досок.
Ламинат
Сегодня не каждый может себе позволить полы из массива дерева и паркетной доски ввиду больших трудозатрат и потери времени на проведение ремонтных работ. На полах в квартирах все чаще можно встретить ламинат. Он не только просто и быстро настилается, но и обладает отличными эксплуатационными и эстетическими качествами, во многом не уступая натуральным поверхностям.
В настоящее время на рынке чаще покупают ламинат, на кромке которого есть фаска. Что это и как влияет на конечный результат? Прежде всего, выглядит более представительно, полностью повторяя внешний вид натурального дерева. Во-вторых, этот незначительный нюанс маскирует изменения в зазорах между досками, которые появляются во время эксплуатации пола.
Многие потребители все же скептически относятся к подобному напольному покрытию. Аргументируют это тем, что неприемлема фаска в ламинате, что это позволит пыли и грязи скапливаться в углублениях и проникать внутрь швов. Это не так, потому что современные технологии производства материалов позволяют сделать ламинат водо- и грязезащищенным по всей поверхности. А качественно выполненный замок предотвратит проникновение мусора в швы.
Фаской называется поверхность изделия, которая образована при обработке проката или трубы скосом торцевой кромки материала . Фаска необходима для подготовки кромки листов, балок и труб под сварку.
Основными видами фаски являются:
- «Газовая»
. Это самый дешевый вид фаски для трубы из-за своего низкого качества. Однако этот вид один из наиболее распространенных. Данная фаска снимается при помощи . Фаска «Газовая» может быть выполнена и в полевых условиях. Ее поверхность обычно с характерными желобками, которые образуются от струи газа (пропан либо ацетилен). - «Плазма»
. Внешне этот вид фаски практически ничем не отличается от «механики». Его также можно отнести к « это воздушно плазменный резак, компрессор и , заставляющая резак двигаться строго по кругу, при выставлении определенно заданного угла фаски. - «Механика»
. Это заводская фаска, самого лучшего качества. Для нарезки фаски «механики» используются и . На рынке труб в основном используется именно эта фаска из-за высокого качества фаски.
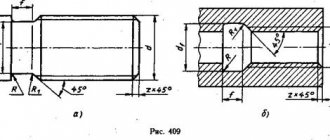
С какой целью снимают фаску? При сварке заготовок происходит проплавление металла, что в последствие обеспечивает соединение краев друг с другом. Если же толщина металла больше 3-5 мм, получение полного и качественного соединения становится затруднительным. Для получения качественного провара и проводится этот вид обработки: он позволяет создать так называемую сварочную ванну, которая заполняется сварочным составом в процессе сварки. Важно помнить, что подготовленная под сварку кромка — это кромка с фаской и притуплением (см. рисунок и обозначения к нему ниже).
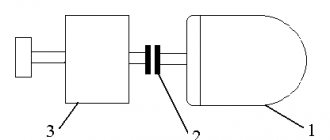
Виды фаски (способы разделки кромок).
Существуют три основных способа разделки кромок под сварку: Y-образный, Х-образный, и J-образный. Иногда в некоторых источниках они обозначаются буквами: V, K и U, соответственно. Здесь и далее вышеобозначенные способы будут обозначаться буквами: Y, X. J. Чаще всего проводится Y-образная разделка кромок, но также существует Х-образный способ. В особых случаях, когда существует повышенное требование к качеству сварного шва, применяется J-образная фаска, то есть фаска с криволинейной поверхностью (не путать с криволинейностью кромки!).
Помимо основных способов обработки кромок Y, X. J существует еще ряд разделок кромок. Они встречаются не так редко, и не везде можно найти их описание. Например, в ГОСТе 5264-80 описывается стыковой тип соединения со сломанным косом кромки; условное обозначение – С14.
На схемах сверху изображены несколько примеров способов обработки:
1: пример Y-образного способа снятия фаски;
2, 3, 4: примеры Х-образного способа снятия фаски;
5: Y-образная обработка торцов двух труб с последующим их соединением;
Способы снятия фаски.
Снять фаску можно двумя способами: механическим и термическим (таблица 1). Механическое снятие фаски выполняется с помощью фрезерных, кромкоскалывающих и кромкострогальных станков. Для термического снятия фаски применяются газорезательные машины (стационарные или портативные), которые выполняют плазменную или газокислородную резку. Однако более предпочтительным способом является механический, так как он позволяет исключить изменения физических и химических свойств материала в результате перегрева. Как известно, в ходе термической обработки образуется так называемая зона термовлияния. Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое ухудшает свариваемость и повышает хрупкость и ломкость кромки. Но, несмотря на эти недостатки, термический способ достаточно распространен из-за своей простоты и скорости применения, и относительно низкой стоимости оборудования.
Таблица 1
. Преимущества и недостатки термического и механического способов снятия фаски.
В таблице 1 сказано, что термическим способом можно снять фаску быстро и дешево. Из описанных выше способов обработки все-таки предпочтительнее механический, поскольку он позволяет сохранить металл от перегрева и от последующих за этим изменений физических и химических свойств. На Западе, кстати, этот способ называется cold-cutting (холодная обработка), то есть вид обработки, в котором нет термического воздействия на металл, а значит и нет изменений в химических и физических свойствах металла.
Видеоматериал:
1.
Резка трубы машиной газовой резки CG2-11G, одновременное снятие фаски с трубы осуществляется наклоном резака под необходимым углом.
2.
Снятие фаски с трубы 76х6мм машиной Мангуст-2МТ
3.
Снятие фаски с трубы с помощью фаскоснимателя серии ТТ, а также резка трубы со снятием фаски разъемным труборезом P3-SD
Группа предлагает к поставке оборудование для снятия фаски с труб и металла с применением всех вышеуказанных способов обработки (газовый, плазменный, механический).
Обычно при строгании деревянных брусков или нешироких досок часто необходимо снимать фаски небольшого размера с ребер заготовки, с целью уменьшить остроту углов, а также сделать более красивыми. Чтобы это сделать в обычных условиях, то приходится держать заготовку с рубанком под углов около 45 градусов, что не особо удобно, особенно когда вы работаете с электрорубанком, который в разы тяжелее ручного. Решить данную проблему можно с помощью своего специального приспособления , которое будет иметь вид продольного уголка, куда и будет укладываться брусок, который в дальнейшем и будет обрабатываться, а его ребро будет как раз находится наверху, что удобно для обработки.
Данное расположение заготовки в самодельном приспособлении также поможет для строгания граненых и круглых брусков, а также рукоятей из дерева, которые неудобны в обработке на ровной поверхности. Автор самоделки задумался об изготовлении такого приспособления, так как появился в ней необходимость когда когда строгал заготовки для рукояток лопат, потому что с подобным приспособлением работа завершилась быстрее, а также работать так куда удобнее.
Для того, чтобы сделать данное приспособление, необходимо:
Две деревянные планки толщиной 2 см, шириной 4 см, и 6 см, и длиной 2 м. Деревянная планка толщиной 2 см, шириной 5 см, и длиной 50 см. Шурупы по дереву 4х50 мм. Чертежный и мерительный инструмент (карандаш, рулетка и угольник). Шило. Электролобзик с пилкой для фигурного реза. Электродрель-шуруповерт. Сверло по металлу диаметром 4 мм. Сферическая фреза по дереву. Крестовая (фигурная) бита РН2, для заворачивания шурупов. Наждачная бумага.
Когда все материалы, а также инструменты имеются в наличии, то можно приступать к самому интересному, этому процессу сборки.
Шаг первый.
Первым делом необходимо определиться с размерами, можно использовать те размеры, что приведены тут, но если вашего заготовка имеет большие размеры, то просто увеличиваем и размер вех составных частей до необходимого. При помощи карандаша размечаем планку шириной 6 см, затем при помощи шуруповерта и сверла сверлим отверстия по всей ее длине, с одной из сторон 5 или 6 отверстий под шурупы, как правило, чем больше, тем лучше, да и надежнее.
Шаг второй.
Расположив планку противоположной стороной с помощью зенкера, установленного в патрон шуруповерта увеличиваем размеры под головки шурупов, используя при этом сферическую фрезу по дереву. После того, как увеличили отверстия для шляпок, вставляем в эти отверстия шурупы и приворачиваем нашу планку к торцу другой планки шириной 4 см. Что должно получится на данном этапе можно видеть на фото, это так называемый деревянный уголок, его длина 2 м, сделана для того, чтобы был запас по длине используемый в обработке заготовок, тем самым увеличив диапазон применения, так как не придется комбинировать размеры, то маленьких, то больших приспособлений, да и проще и практичнее сделать одну, но подлиннее.
Шаг третий.
Используя электролобзик, выпиливаем из дощечки поменьше заготовку, которая будет опорной частью, при помощи которой будет держаться приспособление на ровной поверхности, данный процесс требует достаточной точности и аккуратности, для лучшей точности используйте на лобзике специальную угловую подставку, которая поможет в создании ровных отпилов. При работе с электролобзиком будьте крайне осторожны и не забывайте одевать защитные очки и перчатки, защитив себя от случайного попадания в глаза опилок и древесной пыли, а также обезопасив от выскальзывания из рук инструмента.
Шаг четвертый.
Предыдущую заготовку, роль которой держать нашу угловую часть, необходимо расчертить, линии должны соответствовать углу 45 градусов, как и на основной части, для лучшего совпадения приложите будущую опору и обведите карандашом. Для закрепления нужно просверлить отверстия для шурупов, в данном случае их будет три, что вполне достаточно, сверло подбираем по диаметру шурупов, чтобы резьба проходила без затруднений.
Шаг пятый.
После чего шуруповертом закручиваем шурупы, то есть прикручиваем эту заготовку к торцу нашего приспособления-уголка, старайтесь не переусердствовать с силой закручивания, чтобы не повредить опору и не образовать в ней трещину. Оставшаяся часть планки также пойдет на пользу, из нее делаем такие же заготовки при помощи электролобзика, понадобится таких две штуки. Дополняем уголок еще двумя опорами, что сделает его куда устойчивее, а также он приобретет большую рабочую нагрузку, что тоже немаловажно при обработке. Прикручиваем их тем же способом, что и первую опору.
Шаг шестой.
Заднюю часть приспособления необходимо просверлить с каждой стороны, при этом используем шуруповерт с сверлом, диаметр которого равен толщине шурупа, для прочности делаем с каждой из сторон по два отверстия, чтобы исключить проворачивание. Место отверстий, как и в прошлых этапах нужно обработать сферической фрезой по дереву, для того, чтобы утопить головки шурупов и тем самым исключить случайные зацепления.
Шаг седьмой.
Вооружившись шуруповертом и насадкой-битой для заворачивая шурупов закручиваем шурупы в заготовки. Далее переходим к более точной обработке, для этого воспользуемся наждачной бумагой, как обычно начинаем с более крупной, постепенно уменьшаем размеры зернистости по мере подхода к финишу шлифовки. На этом наше самодельное приспособление готово, теперь рассмотрим его со всех сторон для полной оценки. Так выглядит его задняя часть. А так передняя часть. После того, как вы сделаете такое приспособление у вас появится возможность без каких-либо сложностей и неудобств обрабатывать бруски, будь то деревянная рукоятка, то заготовка с квадратными гранями.
Снимать фаску с доски можно различными способами. Наиболее распространены из них два: при помощи ручного и посредством автоматического инструмента. Негативной стороной применения ручного инструмента (различных рубанков) считается высокая степень травмоопасности, а также катастрофически низкий темп работ. Безусловно, автоматические и полуавтоматические фрезеры для решения означенных целей подходят идеально.
На сайте https://www.zaoportal.ru/product/view/111 Вы сможете приобрести профессиональный станок для снятия фасок. Главной причиной, по которой домашние мастера избегают покупки подобного оборудования, считается кажущаяся сложность в эксплуатации. На самом деле, настройка и использование по прямому назначению не вызывает никаких затруднений даже у начинающего пользователя.
Изначально важно подобрать подходящий тип фрезы. Существует несколько видов фасок. Выберите тот, что подходит для решения Вашей конкретной задачи. Не всегда подходящая фреза находится в наборе с фрезером.
Но приобрести её не составит большого труда. Фрезы подобного рода находятся в магазинах инструментов в свободном доступе и стоят копейки.
Подготовка фрезера к работе заключается в следующем:
- в гнездо удаления отходов помещается шланг от пылесоса;
- выполняется настройка положения фрезы;
- фрезер фиксируется заданном положении;
- устанавливаются горизонтальные направляющие.
С дополнением в виде пылесоса работать значительно проще. При обработке дерева не остаётся практически никаких отходов.
Первоначально головку регулировки высоты фрезы нужно повернуть до характерного щелчка. Регулятор глубины вытаскивается на 3 мм вниз. Далее он опускается на головку. Таким образом, мы получаем «нулевое» положение фрезы.
Теперь, вращая головку регулировки высоты, Вы сможете быстро и без особых трудностей изменять положение фрезы на 5, 10 мм.
Направляющие фрезера для корректного снятия фаски тоже следует настроить. Достигается это достаточно просто – важно лишь закрутить гайки на направляющих до состояния, когда фрезер будет скользить по обрабатываемой поверхности, как по рельсам.