СВЕДЕНИЯ О ПРИМЕНЕНИИ ФОРМ ЦЕНТРОВЫХ ОТВЕРСТИЙ
| Форма центровых отверстий | Применение |
| А | а) В случаях, когда после обработки необходимость в центровых отверстиях отпадает. б) В случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой |
| В | В случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях |
| Т | Для оправок и калибров-пробок |
| С | Для крупных валов (назначение аналогично с формой А) |
| Е | Для крупных валов (назначение аналогично с формой В) |
| R | В случаях, когда требуется повышенная точность обработки |
| F | Для монтажных работ, транспортирования, хранения и термообработки деталей в вертикальном положении |
| Н | |
| Р | Для конусов инструмента: Морзе, метрических и др. |
ПРИЛОЖЕНИЕ.
(Измененная редакция, Изм. № 1).
Отверстия центровые
ОТВЕРСТИЯ ЦЕНТРОВЫЕ С УГЛОМ КОНУСА 60o (ГОСТ 14034-74) * Размер для справок
| D | d | d1 | d2 | d3, по Н14 | l, не менее | l1 | l2, по Н12 | l3, не менее | |
| номин. | пред. откл. | ||||||||
| 2,0 | (0,5) | 1,6 | — | — | 0,8 | 0,48 | Н11 | — | — |
| 2,5 | (0,63) | 1,32 | — | — | 0,9 | 0,60 | — | — | |
| 3 | (0,8) | 1,70 | 2,50 | — | 1,1 | 0,78 | 1,02 | — | |
| 4 | 1,0 | 2,12 | 3,15 | — | 1,3 | 0,97 | 1,27 | — | |
| 5 | (1,25) | 2,65 | 4,00 | — | 1,6 | 1,21 | Н12 | 1,60 | — |
| 6 | 1,6 | 3,35 | 5,00 | — | 2,0 | 1,52 | 1,99 | — | |
| 10 | 2,0 | 4,25 | 6,30 | 7,0 | 2,5 | 1,95 | 2,54 | 0,6 | |
| 14 | 2,5 | 5,30 | 8,00 | 9,0 | 3,1 | 2,42 | 3,20 | 0,8 | |
| 20 | 3,15 | 3,70 | 10,0 | 12,0 | 3,9 | 3,07 | 4,03 | 0,9 | |
| 30 | 4 | 8,50 | 12,50 | 16,0 | 5,0 | 3,90 | 5,06 | 1,2 | |
| 40 | (5) | 10,60 | 16,0 | 20,0 | 6,3 | 4,85 | 6,41 | 1,6 | |
| 60 | 6,3 | 13,20 | 18,0 | 25,0 | 8,0 | 5,98 | 7,36 | 1,8 | |
| 80 | (8) | 17,0 | 22,40 | 32,0 | 10,1 | 7,79 | 9,35 | 2,0 | |
| 100 | 10 | 21,20 | 28,00 | 36,0 | 12,8 | 9,70 | 11,66 | 2,5 | |
| 120 | 12 | 25,40 | 33,0 | — | 14,6 | 11,6 | 13,80 | — | |
| 160 | 16 | 33,90 | 42,50 | — | 19,2 | 15,50 | 18,00 | — | |
| 240 | 20 | 42,40 | 51,60 | — | 25,0 | 19,40 | 22,00 | — | |
| 360 | 25 | 53,00 | 63,30 | — | 32,0 | 24,0 | 27,0 | — | |
Примечания:
1. Размеры, заключенные в скобки, применять не рекомендуется. 2. Размеры D рекомендуемые.
Пример обозначения центрового отверстия формы А диаметром d = 1 мм:
Отв. центр. А1 ГОСТ 14034-74ОТВЕРСТИЯ ЦЕНТРОВЫЕ С УГЛОМ КОНУСА 75o (ГОСТ 14034-74) * Размер для справок
| D | d | d1 | d2 | l, не менее | l1, по Н17 | l2, по Н17 |
| 120 | 8 | 23,3 | 30,2 | 10 | 10 | 12,0 |
| 180 | 12 | 36,6 | 45,4 | 15 | 16 | 18,5 |
| 260 | 20 | 60,0 | 70,3 | 22 | 26 | 29,0 |
| 360 | 30 | 91,4 | 105,0 | 32 | 40 | 44,0 |
| 500 | 40 | 120,0 | 137,0 | 43 | 52 | 57,0 |
| 800 | 50 | 150,0 | 170,5 | 52 | 65 | 71,0 |
| 1200 | 63 | 186,0 | 213,7 | 65 | 80 | 88,0 |
Примечание:
Размеры D рекомендуемые.
Пример обозначения центрового отверстия формы С диаметром d = 8 мм:
Отв. центр. С8 ГОСТ 14034-74ОТВЕРСТИЕ ЦЕНТРОВОЕ С ДУГООБРАЗНОЙ ОБРАЗУЮЩЕЙ (ГОСТ 14034-74)
| D | d | d1 | l, не менее | r | |
| наименьшее | наибольшее | ||||
| 2 | (0,5) | 1,30 | 1,3 | 1,30 | 1,60 |
| 2,5 | (0,63) | 1,50 | 1,5 | 1,60 | 2,00 |
| 3 | (0,8) | 1,70 | 1,9 | 2,00 | 2,50 |
| 4 | 1 | 2,12 | 2,3 | 2,50 | 3,15 |
| 5 | (1,25) | 2,65 | 2,8 | 3,15 | 4,00 |
| 6 | 1,6 | 3,35 | 3,5 | 4,00 | 5,00 |
| 10 | 2 | 4,25 | 4,4 | 5,00 | 6,30 |
| 14 | 2,5 | 5,30 | 5,5 | 6,30 | 8,00 |
| 20 | 3,15 | 6,70 | 7,0 | 8,00 | 10,00 |
| 30 | 4 | 8,50 | 8,9 | 10,00 | 12,50 |
| 40 | (5) | 10,60 | 11,2 | 12,50 | 16,00 |
| 60 | 6,3 | 13,20 | 14,0 | 16,00 | 20,00 |
| 80 | (8) | 17,00 | 17,9 | 20,00 | 25,00 |
| 100 | 10 | 21,20 | 22,5 | 25,00 | 31,50 |
Примечания:
1. Размеры, заключенные в скобки, применять не рекомендуется. 2. Размеры D рекомендуемые.
Пример обозначения центрового отверстия формы R диаметром d = 1 мм:
Отв. центр. R1 ГОСТ 14034-74ОТВЕРСТИЯ ЦЕНТРОВЫЕ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ (ГОСТ 14034-74) * Размеры для справок
| D для формы | d | d1, Н14 | d2 | d3 | l, не менее | l1, Н15 | l2, не более | l3, Н15 | α | |
| F | H | |||||||||
| 8 | — | М3 | 3,2 | 5 | — | 2,8 | 1,56 | — | — | 60° |
| 10 | 16 | М4 | 4,3 | 6,5 | 8,2 | 3,5 | 1,90 | 4,0 | 2,4 | |
| 12,5 | 20 | М5 | 5,3 | 8,0 | 11,4 | 4,5 | 2,30 | 5,5 | 3,3 | |
| 16 | 25 | М6 | 6,4 | 10,0 | 13,3 | 5,5 | 3,00 | 6,5 | 4,0 | |
| 20 | 32 | М8 | 8,4 | 12,5 | 16,0 | 7,0 | 3,50 | 8,0 | 4,5 | |
| 25 | 40 | М10 | 11,0 | 15,6 | 19,8 | 9,0 | 4,00 | 10,2 | 5,2 | |
| 32 | 50 | М12 | 13,0 | 18,0 | 22,0 | 10,0 | 4,30 | 11,2 | 5,5 | |
| 40 | 63 | М16 | 17,0 | 22,8 | 28,7 | 11,0 | 5,00 | 12,5 | 6,5 | |
| 63 | 80 | М20 | 21,0 | 28,0 | 33,0 | 12,5 | 6,00 | 14,0 | 7,5 | |
| 100 | М24 | 25,0 | 36,0 | 43,0 | 14,0 | 9,50 | 16,0 | 11,5 | ||
| 160 | М30 | 31,0 | 44,8 | 51,8 | 18,0 | 12,00 | 20,0 | 14,0 | ||
| 250 | М36 | 37,5 | 53,0 | 60,0 | 20,0 | 13,5 | 22,0 | 15,5 | ||
| 400 | М42 | 43,5 | 59,7 | 70,5 | 22,0 | 14,0 | 25,0 | 17,0 | ||
| 630 | М48 | 49,5 | 74,0 | 88,0 | 24,0 | 16,0 | 28,0 | 20,0 | 75° | |
| 900 | М56 | 58,0 | 85,6 | 99,5 | 27,0 | 18,0 | 31,0 | 22,0 | ||
| св. 1200 | М64 | 66,0 | 95,0 | 112,5 | 29,0 | 19,0 | 34,0 | 24,0 | ||
| М72х6 | 74,0 | 104,7 | 122,0 | 31,0 | 20,0 | 36,0 | 25,0 | |||
| М80х6 | 82,0 | 115,7 | 133,0 | 34,0 | 22,0 | 39,0 | 27,0 | |||
| М100х6 | 102,0 | 140,0 | 160,0 | 36,0 | 24,0 | 42,0 | 30,0 | |||
Примечания:
1. Размеры D рекомендуемые. 2. Формы F и H не должны применяться для режущего и вспомогательного инструмента с коническими хвостовиками с конусностью 1:10, 1:7, 7:24, метрической и Морзе.
Пример обозначения центрового отверстия формы F диаметром резьбы d = М3 мм:
Отв. центр. F М3 ГОСТ 14034-74ОТВЕРСТИЯ ЦЕНТРОВЫЕ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ (ГОСТ 14034-74) рекомендуемое * Размеры для справок
| Обозначение конусов | d | d1, по Н14 | d2 | d3, Н14 | L, не менее | l | l1 | l2, не менее | ||||
| ГОСТ 25557-2006 | ГОСТ 9953-82 | ГОСТ 7343-72 | ГОСТ 24644-41 | |||||||||
| Метрические | Морзе | |||||||||||
| — | 1 | B12 | — | — | М6 | 6,4 | 8,0 | 8,5 | 16 | 3,5 | 1,53 | — |
| 2 | В18 | М10 | 10,5 | 12,5 | 13,2 | 24 | 4,5 | 1,90 | — | |||
| 3 | В24 | 30 | М12 | 13,0 | 15,0 | 17,0 | 28 | 6,0 | 2,30 | 0,6 | ||
| 4 | В32 | 40 | М16 | 17,0 | 20,0 | 22,0 | 32 | 8,0 | 3,20 | — | ||
| 5 | В45 | 80 | 45 | М20 | 21,0 | 26,0 | 30,0 | 40 | 10,0 | 5,50 | 1,1 | |
| 90 | ||||||||||||
| 6 | — | — | 50; 55 | М24 | 25,0 | 31,0 | 36,0 | 50 | 11,0 | 6,60 | 1,4 | |
| 80 | — | 100 | 60 | М30 | 31,0 | 38,0 | 45,0 | 65 | 14,0 | 8,0 | 2,0 | |
| (110) | ||||||||||||
| 120 | ||||||||||||
| 140 | ||||||||||||
| 100 | 160 | 65 | М36 | 37,0 | 45,0 | 52,0 | 80 | 15,0 | 9,0 | |||
| 120 | (180) | |||||||||||
| — | 200 | |||||||||||
| — | — | 70 | М36* | 50,0 | 60,0 | 68,0 | 100 | 18,0 | 11,0 | 2,3 | ||
| 160 | М48 | |||||||||||
| 200 | ||||||||||||
Примечание:
* Диаметр резьбы М36 только для конуса №70 ГОСТ 24644-81.
ПРИМЕНЕНИЕ ФОРМ ЦЕНТРОВЫХ ОТВЕРСТИЙФорма A
— в случаях, когда после обработки необходимость в центровых отверстиях отпадает, и в случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой;
Форма B
— в случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях;
Форма Т
— для оправок и калибров пробок;
Формы F
и
H
— для монтажных работ, транспортирования, хранения и термообработки деталей в вертикальном положении;
Форма C
— для крупных валов (назначение аналогично с формой
А
);
Форма Е
— для крупных валов (назначение аналогично с формой
В
);
Форма R
— в случаях когда требуется повышенная точность обработки;
Форма Р
— для конусов инструмента: Морзе, метрических и др.
Назначение центровых отверстий формы А, В и T в зависимости от массы изделий (заготовок): (рекомендуемое)
| Масса изделия, кг не более | d, мм | Масса изделия, кг не более | d, мм | Масса изделия, кг не более | d, мм |
| 50 | 2 | 200 | 5 | 1.500 | 12 |
| 80 | 2,5 | 360 | 6,3 | 2.500 | 16 |
| 90 | 3,15 | 500 | 8 | 8.000 | 20 |
| 100 | 4 | 800 | 10 | 20.000 | 25 |
Назначение центровых отверстий формы С и Е в зависимости от массы изделий (заготовок): (рекомендуемое)
| Масса изделия, кг не более | d, мм |
| 1.500 | 8 |
| 3.000 | 12 |
| 9.000 | 20 |
| 20.000 | 30 |
| 35.000 | 40 |
| 80.000 | 50 |
| 120.000 | 63 |
ДАННЫЕ ДЛЯ ВЫБОРА ЦЕНТРОВЫХ ОТВЕРСТИЙ В ЗАВИСИМОСТИ ОТ МАССЫ ИЗДЕЛИЙ (ЗАГОТОВОК)
| Масса изделия, кг, не более | d, мм | Форма центровых отверстий | Масса изделия, кг, не более | d, мм | Форма центровых отверстий |
| 50 | 2 | А, В, Т | 1500 | 8 | C , |
| 80 | 2,5 | 3000 | 12 | ||
| 90 | 3,15 | 9000 | 20 | ||
| 100 | 4 | 20000 | 30 | ||
| 200 | 5 | 35000 | 40 | ||
| 360 | 6,3 | 80000 | 50 | ||
| 500 | 8 | 120000 | 63 | ||
| 800 | 10 | ||||
| 1500 | 12 | ||||
| 2500 | 16 | ||||
| 8000 | 20 | ||||
| 20000 | 25 |
Инструмент и приемы центрования отверстий
Главная / Слесарное дело / Совершенствование навыков выполнения слесарных и токарных работ / Разметка центровых отверстий, центрование и сверление на токарном станке / Инструмент и приемы центрования отверстий
14 марта 2012
Центровые отверстия сначала сверлят коротким сверлом диаметром d на глубину L, а затем зенковкой с углом 60° раззенковывают их по диаметру.
| Сверление центрового отверстия сверлом (а) и обработка зенковкой (б) |
Размеры D, d и L выбирают по следующей таблице:
Размеры центровых отверстий
| Диаметр заготовки, мм | Размеры центровых отверстий, мм | ||
| D | d | L | |
| Более 5 до 8 | 2,5 | 1,0 | 2,5 |
| То же 8 до 12 | 4,0 | 1,5 | 4,0 |
| То же 12 до 20 | 5,0 | 2,0 | 5,0 |
| То же 20 до 30 | 6,0 | 2,5 | 6,0 |
| То же 30 до 50 | 7,5 | 3,0 | 7,5 |
| То же 50 до 80 | 10,0 | 4,0 | 10,0 |
Лучше применять комбинированное центровочное сверло, которое объединяет спиральное сверло и коническую зенковку. Центрование таким сверлом производительнее, чем спиральным сверлом и зенковкой.
Центровые отверстия сверлят на токарном станке несколькими способами.
Комбинированное центровочное сверло
а — с предохранительной ленточкой; б — без предохранительной ленточки.
Первый способ
Патрон с комбинированным сверлом устанавливают в шпинделе вместо центра. Левой рукой, как показано на рисунке ниже, направляют деталь накерненными углублениями на задний центр и на сверло. Правой рукой равномерно вращают маховик задней бабки, выдвигая пиноль и задний центр, подают деталь влево до тех пор, пока центровое отверстие не будет просверлено на требуемую глубину. Так же центрируют другой торец.
Получение центрового отверстия комбинированным сверлом, установленным в шпинделе
Второй способ
Деталь крепят в трехкулачковом патроне, а в пиноль задней бабки устанавливают патрон с комбинированным сверлом. Подачу осуществляют вручную, равномерно вращая маховик задней бабки.
Получение центрового отверстия комбинированным сверлом, установленным в пиноли задней бабки
Вопросы
- Каким инструментом получают центровые отверстия?
- Чем отличаются центровые сверла без предохранительной ленточки от сверл с предохранительной ленточкой?
- Как центрируют заготовки на токарном станке?
Упражнения
- Разметьте центровые отверстия при помощи циркуля.
- То же самое сделайте при помощи центроискателя.
- Разметьте заготовку круглого сечения при помощи колокола.
- На размеченных заготовках трех предыдущих упражнений выполните центровые отверстия.
«Слесарное дело», И.Г.Спиридонов, Г.П.Буфетов, В.Г.Копелевич
Технические характеристики стальных и алюминиевых труб
Скупка инструмента на выгодных условиях
Обеспечение инженерной безопасности в системах «умный дом»
Строительство фундамента для дома
Основные размеры и характеристики центровочных сверл
Каждое сверло центровочное по металлу должно соответствовать данным, указанным в таблице:
| Наименование показателя | Размер, мм | |||||||
| Диаметр рабочий | 0,5 | 0,8 | 1,6 | 2,5 | 4 | 6,3 | 8 | 10 |
| Диаметр посадочный | 3,15 | 5 | 8 | 10 | 16 | 20 | 25 | 31,6 |
| Длина общая | 21 | 33,5 | 42 | 59 | 74 | 83 | 103 | 128 |
| Длина рабочей части | 1 | 1,9 | 2,8 | 3,3 | 4,9 | 6,2 | 7,5 | 9,2; 11,5; 14,5 |
Шероховатость стенок отверстия после операции у сверл с радиусом режущего элемента менее 0,4 мм высокая. Поэтому с их помощью сверлят отверстия в заготовках и деталях, к которым предъявляются высокие требования по этому показателю.
Область применения
Центровочные сверла по металлу позволяют массово проделывать отверстия, поэтому они широко используются на промышленных предприятиях. В промышленном секторе данные инструменты применяются для осуществления операций по центровке и металлообработке деталей на токарных, фрезерных или сверлильных станках. Они ускоряют процесс производства и снижают затраты на дополнительное оборудование. Помимо этого, данные инструменты применяются на мебельных фабриках, механических цехах, машиностроительных фабриках и в автосервисах. Благодаря перпендикулярности сверления они стали часто использоваться в деревообрабатывающем секторе.
Также эти металлорежущие инструменты активно применяются в бытовых условиях. Они используются для сверления отверстий малого диаметра. Популярность данных сверл в быту обусловлена их невысокой ценой (их стоимость варьируется от 28 до 486 руб.) и удобством использования. Также центровочные сверла, благодаря высокой прочности конструкции, в домашних условиях используются для высверливания застрявших шурупов или саморезов.
В нынешнее время средства для создания центровочных отверстий начинают внедряться в строительном секторе. Многие мастера используют их во время зенкования – процедуры обработки отверстия детали для создания потайных головок, к которым присоединяются крепежные элементы различных строительных конструкций (заклепки, винты и болты).
Применение в домашних мастерских
В бытовых условиях комбинированные центровочные сверла применяются преимущественно для проделывания небольших отверстий и выкручивания застрявших крепежных изделий. В домашних мастерских используют конструкции с диаметром 0,8 мм.
Перед применением данного инструмента необходимо произвести его первоначальную заточку:
- Приобрести инструмент для заточки сверл. Чаще всего для затачивания металлорежущих конструкций используются электрические машинки с отверстиями для сверл.
- Определить диаметр сверла. Для этого нужно изучить таблицы размеров, где указывается диаметр для каждого из видов центровочного сверла.
- Поместить изделие в соответствующее отверстие электрической машинки. Процесс заточки производится автоматически, без контроля человека.
- Вынуть инструмент из отверстия машинки и произвести его очистку от лишней стружки и иных видов загрязнений.
Если во время процесса заточки нарушить геометрию инструмента, то у сверла снизятся показатели скорости реза и точности. Это может привести к избыточному выделению теплоты и быстрому износу изделия.
Также перед началом сверления важно проделать в детали небольшое углубление в 3-5 мм для центровки инструмента.
Рабочая область располагается на проделанном углублении. Процедуру проделывания отверстия нужно производить с легкой подачей и без лишних нажимов. После окончания процедуры инструмент очищается от грязи. Для дальнейшей эксплуатации центровочного сверла его нужно хранить в закрытых ёмкостях (ящиках или футлярах).
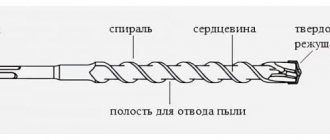
Устройство, конструктивные особенности
Сверло центровое представляет собой изделие, состоящее из цилиндрической и конической частей. Изготовлено оно из цельного куска металла, у которого имеется одна или две рабочие части. Радиус режущего элемента у них может быть не более 0,4 мм и выше этой цифры, что сказывается на шероховатости полученной после операции сверления поверхности. Изделия различают по таким параметрам:
- конструкции (одно- и двухсторонние);
- материалу изготовления (сталь легированная, углеродистая, быстрорежущая, сплав);
- типу (А, В, С и R);
- рабочему диаметру (от 0,5 до 10 мм);
- длине (от 21 до 108 мм);
- посадочному диаметру (от 3,15 до 31,5 мм);
- длине рабочей части (от 1,0 до 9,2 мм);
- твердости рабочей части (от 63 до 66 HRC).
Сверла центровочные подбирают, исходя из указанной классификации и требований, которые предъявляются в конструкторских чертежах к центровочному отверстию.
Комбинированное сверло центровочное изготавливают 4 типов. Это определяет область их применения. Типы А и В используют для получения центровых отверстий под углом 60°, причем в первом случае отсутствует предохранительный конус, а во втором он есть, и его величина составляет 120°. Сверлами типа С высверливают центровые отверстия под углом 75° без предохранительного конуса, а типом R – отверстия с образующей дугообразного типа. Режущий инструмент сверлит строго перпендикулярно поверхности с высочайшей точностью, при этом при выполнении операции скольжение по поверхности исключается.
Ключевые технические требования к сверлам
Центровочные сверла должны изготавливаться из быстрорежущих сплавов. Согласно ГОСТ 14952-75, они обязаны обладать следующими параметрами:
- Твердость рабочей зоны должна равняться от 63 до 66 HRC. Для изделий, изготовленных с применением кобальта или ванадия, минимальные и максимальные показатели твердости увеличиваются на 1 HRC.
- Пределы отклонения размеров центровочного инструмента должны быть в пределах от 0,15 до 0,05 мм. Диаметр конструкции не может быть меньше 0,8 мм и больше 0,5 см.
- На поверхности инструмента не должны присутствовать пятна побежалого цвета, образующегося в результате чрезмерной термообработки режущего приспособления во время процесса производства.
После изготовления инструмента производители обязательно производят проверку на работоспособность. Центровочное сверло проверяется на деталях, произведенных и стали, твердость которой составляет 187-207 HB. После завершения процедуры сверления осуществляется комплексный осмотр металлорежущего инструмента. Рассматривается внешний вид и геометрические характеристики изделия. Изучаемый образец сравнивается с эталонным изделием, технические параметры которого известны. При выявлении изношенности или поломки проверяемый образец списывается с производства.