В таблице 10 (крупный шаг резьбы) и таблице 11 (мелкий шаг резьбы) приведены для справок разрушающие нагрузки для гаек с болтами различных классов прочности. Для болтов низких классов прочности предполагаемым разрушением будет срыв резьбы болта, в то время как для болтов высоких классов прочности можно ожидать срыва резьбы гайки.
Таблица 10 — Разрушающие нагрузки для гаек номинальной высотой от 0,5 d
до 0,8
d
(крупный шаг резьбы)
| Класс прочности гайки | Напряжение от пробной нагрузки гайки, Н/мм2 | Минимальное напряжение в стержне болта при срыве резьбы, Н/мм2, для болтов класса прочности | |||
| 6.8 | 8.8 | 10.9 | 12.9 | ||
| 04 | 380 | 260 | 300 | 330 | 350 |
| 05 | 500 | 290 | 370 | 410 | 480 |
Таблица 11 — Разрушающие нагрузки для гаек номинальной высотой от 0,5 d
до 0,8
d
(мелкий шаг резьбы)
| Класс прочности гайки | Минимальное напряжение в стержне болта при срыве резьбы, %, напряжения от пробной нагрузки болтов класса прочности | |||
| 6.8 | 8.8 | 10.9 | 12.9 | |
| 04 | 85 | 65 | 45 | 40 |
| 05 | 100 | 85 | 60 | 50 |
8.1 Испытание пробной нагрузкой
Испытание пробной нагрузкой следует проводить всегда, когда это позволяет применяемое испытательное оборудование, и это испытание является решающим для гаек диаметром резьбы М5 и более.
Гайку навинчивают на закаленную оправку, как показано на рисунках 1 и 2. В спорных случаях решающим является испытание на растяжение (см. рисунок 1).
1) D11 — по ГОСТ
25346
Рисунок 1 — Испытание на осевое растяжение
Рисунок 2 — Испытание на осевое сжатие
Пробную нагрузку прикладывают к гайке в осевом направлении и выдерживают в течение 15 с. Гайка должна выдерживать нагрузку без разрушения или срыва резьбы и отвинчиваться вручную после снятия нагрузки. Если во время испытания повреждается резьба оправки, то испытание считают недействительным. Допускается при отвинчивании гайки применять гаечный ключ для проворачивания гайки на 1/2 оборота, а затем она должна отвинчиваться вручную.
Твердость испытательной оправки должна быть не менее 45 HRC.
Поле допуска резьбы оправки 5h6g, за исключением допуска наружного диаметра резьбы, который должен составлять 1/4 поля допуска 6g в его нижней части.
Маркировка класса прочности болтов
Долгое время в нашей стране все метизы производились по ГОСТу 22353-77, но сегодня его правила больше не актуальны. Все технические характеристики болтов соответствуют ГОСТу Р 52644-2006. Однако в закромах дедушкиных балконов, а также на складах и в мастерских по-прежнему встречаются болты со старой маркировкой. И встречаются порой в промышленных масштабах. Поэтому скажем пару слов о советском ГОСТе и о том, что значила старая маркировка.
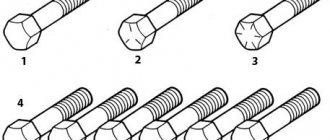
Она представлена двумя частями: буквы в верхней части и цифры внизу. Буквами обозначено клеймо завода, на которым был изготовлен метиз, например, WT, Ч, L, OC, D и другие. Следом обычно идут цифры, отражающие временное сопротивление метиза в МПа, поделенное на десять. Дальше снова буквы, по которым мы можем определить уровень сопротивления крепежа агрессивным условиям окружающей среды. Например, ХЛ будет обозначать, что болт предназначен для холодных климатических условий. Цифры внизу обозначают номер плавки.
Иногда на болтах можно встретить стрелку, указывающую в направлении «против часовой». Это значит, что у вас в руках метиз с левой резьбой. Если резьба правая, то обозначение просто отсутствует.
8.2 Испытание твердости
При контроле гаек испытание твердости проводят на одной из опорных поверхностей гайки в трех точках, смещенных относительно друг друга на 120°, а значения твердости определяют как среднеарифметическое трех измерений.
В спорных случаях твердость проверяют на продольном сечении, проходящем через ось гайки, в точках, расположенных как можно ближе к наружному диаметру резьбы гайки.
Испытание твердости по Виккерсу является решающим и, где это возможно, следует применять нагрузку 30HV.
В случае применения испытаний по Бринеллю и Роквеллу следует использовать переводные таблицы.
Испытание твердости по Виккерсу — по ГОСТ 2999.
Испытание твердости по Бринеллю — по ГОСТ 9012.
Испытание твердости по Роквеллу — по ГОСТ 9013.
Маркировка элементов из нержавеющей стали
Отдельно следует сказать о крепеже, изготовленном из нержавеющей стали. У него особая маркировка. Например, А2-70, где А-2 – это марка стали, 70 – предел прочности. Чтобы вычислить предел прочности, необходимо указанное значение умножить на 10: получим 700 МПа (что соответствует классу прочности крепежа из углеродистой стали 5.6).
Надеемся, что данная статья будет полезна при выборе крепежных изделий для конкретного вида работ. Вы сможете определить, подходит ли метрический крепеж под нагрузку и тип конструкции. Заказать болты, винты, шпильки, гайки и шайбы вы можете в нашем интернет-магазине. Выбрать подходящие элементы легко – в карточках товаров дана подробная информация о каждом из них.
9.1 Обозначения
Маркировочные обозначения приведены в таблицах 12 и 13.
Таблица 12 — Маркировочные обозначения гаек по классам прочности в соответствии с 3.1
| Класс прочности | 4 | 5 | 6 | |
| Альтернативная маркировка | или символ обозначения | 4 | 5 | 6 |
| или кодовый символ (система циферблата) | ||||
Окончание
таблицы12
| Класс прочности | 8 | 9 | 10 | 121) | |
| Альтер- нативная маркировка | илисимвол обозна- чения | 8 | 9 | 10 | 12 |
| или кодовый символ (система цифер- блата) | |||||
| 1) В позиции 12 ч маркировочная точка не может быть заменена клеймом изготовителя. | |||||
Таблица 13 — Маркировка гаек по классам прочности в соответствии с 3.2
| Класс прочности | 04 | 05 |
| Маркировка |
Технические условия на болты, винты, шпильки и гайки
КЛАССЫ ПРОЧНОСТИ БОЛТОВ, ВИНТОВ И ШПИЛЕК ( ГОСТ 1759.4-87, ИСО 898/1-78 )
Стандарт распространяется на болты, винты и шпильки из углеродистых нелегированных или легированных сталей с метрической резьбой по ГОСТ 24705-2004 диаметром от 1 до 48 мм.
| Механические свойства | Класс прочности 1 | ||||||||||||
| 3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.6 | 6.8 | 8.8 | 9.8 2 | 10.9 | 12.9 | |||
| d<16 мм | d>16 мм | ||||||||||||
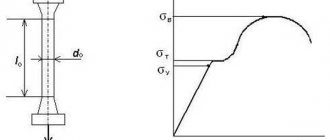
| Временное сопротивление разрыву σв, МПа | ном. | 300 | 400 | 500 | 600 | 800 | 800 | 900 | 1000 | 1200 | |||
| наиб. | 330 | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| Твердость по Бринеллю НВ | наим. | 90 | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 | |
| наиб. | 238 | 304 | 318 | 342 | 361 | 414 | |||||||
| Твердость по Роквеллу НRВ | наим. | 52 | 67 | 71 | 79 | 82 | 89 | — | |||||
| наиб. | 99,5 | — | |||||||||||
| Твердость по Роквеллу НRC | наим. | — | 22 | 23 | 28 | 32 | 39 | ||||||
| наиб. | — | 32 | 34 | 37 | 39 | 44 | |||||||
| Предел текучести3 σт, МПа | ном. | 180 | 240 | 320 | 300 | 400 | 360 | 480 | — | ||||
| наим. | 190 | 240 | 340 | 300 | 420 | 360 | 480 | — | |||||
| Условный предел текучести σ0,2, МПа | ном. | — | 640 | 640 | 720 | 900 | 1080 | ||||||
| наим. | — | 640 | 660 | 720 | 940 | 1100 | |||||||
| 1 — обозначение класса прочности болтов, винтов и шпилек состоит из двух цифр: первая соответствует 1/100 номинального значения временного сопротивления разрыву, МПа; вторая соответствует 1/10 отношения номинального значения предела текучести к временному сопротивлению, %, Произведение двух указанных цифр соответствует 1/10 номинального значения предела текучести, МПа. 2 — применяется только для диаметров резьбы d < 16 мм. 3 — если предел текучести не может быть определен, находят условный предел текучести σ0,2. В ГОСТ 1759.4-87 приводятся и другие параметры, а так же химический состав сталей для изготовления болтов, винтов, шпилек, рекомендуемые марки сталей, а также указания по их термообработке. | |||||||||||||
КЛАССЫ ПРОЧНОСТИ ГАЕК ( ГОСТ 1759.5-87 )
В таблице значения твердости приведены только для гаек с крупным шагом резьбы. Минимальные значения твердости обязательны только для термообработанных гаек и гаек, которые не могут быть испытаны пробной нагрузкой. Для остальных гаек минимальное значение твердости приводится только для справок.
Для классов прочности 04, 4, 5, 6, 9 нижний предел твердости HRC не регламентируется, верхний — не более HRC 30.
Классы прочности гаек с номинальной высотой, равной или более 0,8d (эффективная длина резьбы равна или более 0,6d), обозначаются цифрой, указывающей наибольший класс прочности болтов, с которыми они могут сопрягаться в соединении, и соответствующей 1/100 номинального напряжения от пробной нагрузки в испытательной оправке.
Классы прочности гаек с номинальной высотой, равной или более 0,5d и менее 0,8d (эффективная длина резьбы равна или более 0,4d и менее 0,6d), обозначаются комбинацией двух цифр: вторая цифра соответствует 1/100 номинального напряжения от пробной нагрузки в закаленной испытательной оправке, а первая указывает на то. что нагрузочная способность соединения данной гайки с болтом ниже, чем с закаленной оправкой и ниже, чем у гаек с высотой, равной или более 0,8d.
ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ КРЕПЕЖНЫХ ИЗДЕЛИЙ
Винт по ГОСТ 17473-80 класса точности А, исполнения 2, диаметром резьбы d = 12 мм с мелким шагом резьбы, с полем допуска резьбы 6е, длиной l = 60 мм, класса прочности 5,8, из спокойной стали, с цинковым покрытием толщиной 9 мкм, хроматированным:
Винт А2М12 х 1,25-6е х б0.58.С.019 ГОСТ 17473-80
Гайка по ГОСТ 5916-70 исполнения 2, диаметром резьбы d = 12 мм, с мелким шагом резьбы, с левой резьбой, с полем допуска 6Н, класса прочности 05, из стали марка 40Х, с цинковым покрытием толщиной 6 мкм, хроматированным:
Гайка 2М12 х 1,25-LH-6H.05.40Х.016 ГОСТ 5916-70
Болт исполнения 1, диаметром резьбы d — 12 мм. с размером под ключ S = 18 мм, длиной l = 60 мм с крупным шагом резьбы, поле допуска 6g, класса прочности 5,8, без покрытия:
Болт M12-6g х 60.58 (S18) ГОСТ 7805-70
То же исполнение 3, с мелким шагом резьбы, поле допуска 6g, класса прочности 10,9, из стали 40Х, с покрытием 01 толщиной 6 мкм:
Болт ЗМ12 х 1,25 — 6g х 60.109.40Х.016 ГОСТ 7808-70
Примечания:
1. В условном обозначении не указываются: исполнение 1, крупный шаг резьбы, правая резьба, отсутствие покрытия, а также параметры, однозначно определяемые стандартами на продукцию, класс точности В, если стандартом на конкретное крепежное изделие предусматриваются два класса точности (А и В). 2. Если применяется покрытие, не предусмотренное стандартом, его обозначение указывается по ГОСТ 9306-85.
Рекомендуемая схема условного обозначения болтов, винтов, шпилек и гаек:
где, 1
— наименование изделия;
2
— класс точности;
3
— исполнение;
4
— номинальный диаметр резьбы;
5
— шаг резьбы;
6
— направление резьбы; LH — левая;
7
— поле допуска резьбы;
8
— длина изделия (кроме гаек);
9
— класс прочности или группа материала;
10
— указание и применении спокойной (С) или автоматной (А) стали;
11
— марка материала для изделий классов прочности 05; 8; 8.8 и выше, групп 21-26 и 31-35;
12
— вид и толщина (суммарная) покрытия;
13
— номер стандарта на продукцию.
С вводом в действие новых ГОСТ
ов на крепеж, соответствующих стандартам
ISO
, появилась и новая форма условного обозначения.
Болт по ГОСТ Р ИСО 4014-2013:
Болт с шестигранной головкой ГОСТ Р ИСО 4014 — М12 x 120 — 12.9 — B5R
Гайка по ГОСТ Р ИСО 7042-2011:
Гайка шестигранная ГОСТ Р ИСО 7042 — М12 — 12
Винт по ГОСТ Р ИСО 12474-2012:
Винт с цилиндрической головкой и шестигранным углублением под ключ ГОСТ Р ИСО 12474 — М12 x 1,25 x 20 — 12.9 — B7R
Такие ГОСТы имеют и соответствующие технические требования — ИСО.
ВИДЫ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ПОКРЫТИЙ БОЛТОВ, ВИНТОВ, ШПИЛЕК И ГАЕК ( ГОСТ 1759.0-87 )
| Вид покрытия | Обозначение покрытия | |
| по ГОСТ 9.306-85 | цифровое | |
| Цинковое, хроматированное Кадмиевое, хроматированное Многослойное: медь-никель Многослойное: медь-никель-хром Окисное, пропитанное маслом Фосфатное, пропитанное маслом Оловянное Медное Цинковое Окисное, наполненное хроматами Окисное из кислых растворов Серебряное Никелевое | ц. хр Кд. хр М. Н М. Н. X. 6 Хим. Окс. прм Хим. Фос. прм О М Ц Ан. Окс. нхр Хим. Пас Ср н | 01 02 03 04 05 06 07 08 09 10 11 12 13 |
Болты, винты, шпильки и гайки изготовляют с одним из видов покрытий, указанных в таблице, или без покрытий. Допускается применять другие виды покрытий — по ГОСТ 9.303-84. Выбор толщины покрытий — по ГОСТ 9.303-84. Технические требования — по ГОСТ 9.301-86.
Основные отклонения резьбы должны назначаться по ГОСТ 16093-2004 в зависимости от требуемой толщины покрытия. Поля допусков резьбы указываются для изделий без покрытия. После нанесения покрытия требования к резьбе — в соответствии с ГОСТ 16093-2004.
Конструкция, размеры и шероховатость поверхности болтов, винтов, шпилек и гаек устанавливается в стандартах на продукцию. Допуски размеров, формы и расположения поверхностей болтов, винтов, шпилек и гаек — по ГОСТ 1759.1.
Рекомендуемые технологические процессы изготовления болтов, винтов и шпилек из нелегированных и легированных сталей и марки стали
| Класс прочности | Технологические процессы | Марка стали | Стандарт |
| 3.6 | Горячая штамповка Холодная штамповка с последующей смягчающей термообработкой | 10, 10кп | ГОСТ 10702 |
| 4.6 | Горячая ипамповка Холодная штамповка с последующей смягчающей термообработкой | 20 | ГОСТ 1050 |
| 4.8 | Холодная штамповка | 10, 10кп | ГOCT 10702 |
| 5.6 | Горячая штамповка Холодная штамповка с последующей смягчающей термообработкой | 30,35 | ГОСГ 1050 ГОСТ 4543 ГОСТ 10702 |
| 5.8 | Холодная штамповка | 10, 10кп, 20, 20кп | |
| 6.6 | Горячая штамповка с последующими закалкой и отпуском Холодная штамповка с последующей закалкой и отпуском | 35 | ГОСТ 1050 ГОСТ 4543 ГОСТ 5663 ГОСТ 10702 |
| Горячая штамповка | 45, 40Г | ||
| 6.8 | Холодная штамповка | 20, 20кп | ГОСГ 1050 ГОСТ 5663 ГОСТ 10702 |
| 8.8 — 12.9 | Горячая штамповка с последующими закалкой и отпуском Холодная штамповка с последующей закалкой и отпуском Резание с последующей закалкой и отпуском Холодная штамповка из термоупрочненного металла | 35, 35X, 38XA, 45Г, 40Г2, 40Х, 30ХГСА, 35ХГСА, 16ХСН, 20Г2Р | ГОСТ 4543 ГОСТ 10702 |
Механические свойства болтов, винтов и шпилек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей при нормальной температуре
| Условное обознач. группы | Временное сопротивление σв, Н/мм² | Предел текучести σт, Н/мм² | Относительное удлиннение δ, % | Сталь | |
| не менее | Марка | Стандарт | |||
| 21 | 510 | 195 | 35 | 12X18H10T 12X18H9T 10X17H13M2T 10X17H13M3T 06ХН28МДТ | ГОСТ 5632 |
| 22 | 590 | 345 | 20 | 12X13 08X21H6M2T | |
| 23 | 690 | 540 | 12 | 20X13 14X17H2 | |
| 24 | 880 | 540 | 8 | 10X11H23T3MP | |
| 25 | 880 | 735 | 10 | 13X11H2B2MФ 25Х1МФ 25Х2М1Ф 20Х1М1Ф1ТР | ГОСТ 5632 ГОСТ 20072 |
| 26 | 1080 | 835 | 10 | 07Х16Н6 | ГОСТ 5632 |
Механические свойства гаек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей при нормальной температуре
| Условное обозначение группы | Напряжение от пробной нагрузки σ, Н/мм² | Сталь | |
| не менее | Марка | Стандарт | |
| 21 | 510 | 12X18H10T 12X18H9T 10X17H13M2T 10X17H13M3T 06ХН28МДТ | ГОСТ 5632 |
| 22 | 590 | 12X13 08X21H6M2T | |
| 23 | 690 | 20X13 14X17H2 | |
| 24 | 880 | 10X11H23T3MP | |
| 25 | 880 | 13X11H2B2MФ 25Х1МФ 25Х2М1Ф 20Х1М1Ф1ТР | ГОСТ 5632 ГОСТ 20072 |
| 26 | 1080 | 07Х16Н6 | ГОСТ 5632 |
Механические свойства болтов, винтов и шпилек из цветных сплавов при нормальной температуре
| Условное обознач. группы | Временное сопротивление σв, Н/мм² | Предел текучести σт, Н/мм² | Относительное удлиннение δ, % | Материал | |
| не менее | Марка | Стандарт | |||
| 31 | 260 | 120 | 15 | АМг5П, АМг5 | ГОСТ 4784 |
| 32 | 310 | — | 12 | Латунь Л63 Латунь ЛС59-1 | ГОСТ 15527 ГОСТ 12920 |
| 33 | 310 | — | 12 | Латунь ЛС59-1 антимагнитная Латунь Л63 антимагнитная | ГОСТ 15527 ГОСТ 12920 |
| 34 | 490 | — | 12 | Бронза Бр. АМц9-2 | ГОСТ 18175 |
| 35 | 370 | 195 | 10 | Д1, Д1П, Д16, Д16П | ГОСТ 4784 |
Гайки имеют соответствующие группы, только регламентируется напряжение от пробной нагрузки. Таблица в ГОСТ 1759.0-87.
МАРКИРОВКА
Болты с шестигранной головкой, винты с цилиндрической головкой и шестигранным углублением под ключ, шпильки и гайки шестигранные маркируются знаком класса прочности (или группы материала) и клеймом (товарным знаком) завода-изготовителя, а изделия с левой резьбой дополнительно знаком левой резьбы (стрелка).
Знак левой резьбы для болтов и гаек может заменяться надрезами на ребрах шестигранников.
Обязательной маркировке подлежат: — болты с шестигранной головкой классов прочности 4.6. 5.6, 6.6, 8.8, 9.8, 10.9, 12.9; — винты с цилиндрической головкой и шестигранным углублением под ключ и шпильки классов прочности 8.8, 9.8, 10.9, 12.9; — гайки классов прочности 05, 8, 9, 10, 12.
Изделия, не указанные выше и неуказанных классов прочности, а также изделия, изготовленные методом резания, маркируют по соглашению между изготовителем и потребителем.
Знаки маркировки могут быть выпуклыми или углубленными.
При маркировке классов прочности допускается не ставить точку, разделяющую первое и второе число знака класса прочности.
При использовании для изделий класса прочности 10.9 низкоуглеродистых мартенситных сталей, знак класса прочности должен быть подчеркнут: 10.9 или 109.
Маркировке подлежат болты и винты с диаметром от 6 мм.
Маркировке подлежат шпильки с диаметром резьбы от 12 мм. Допускается маркироать шпильки с диаметром резьбы от 8 мм с применением заменительных знаков:
В ГОСТ 1759.0-87 в Приложении 2
приводятся минимальные разрушающие нагрузки для болтов, винтов и шпилек с крупным и мелким шагом резьбы в зависимости от диаметра и группы материала.
УТРАТИВШИЕ АКТУАЛЬНОСТЬ ГОСТы НА КРЕПЕЖ
ГОСТ 7798-70
— Болты с шестигранной головкой класса точности В. Конструкция и размеры — утратил силу на территории РФ с
01.07.2014
. По приказу № 318-ст от 05.05.2015 ГОСТ 7798-70 восстановлен на территории РФ только в отношении продукции, поставляемой по Государственному оборонному заказу; — в части болтов с крупным шагом резьбы и резьбой не на всей длине стержня, пользоваться
ГОСТ Р ИСО 4014-2013
; — в части болтов с крупным шагом резьбы и резьбой до головки, пользоваться
ГОСТ Р ИСО 4017-2013
; — в части болтов с мелким шагом резьбы и резьбой до головки, пользоваться
ГОСТ Р ИСО 8676-2013
; — в части болтов с мелким шагом резьбы и резьбой не на всей длине стержня, пользоваться
ГОСТ Р ИСО 8765-2013
.
ГОСТ 7805-70
— Болты с шестигранной головкой класса точности А — утратил силу на территории РФ с
01.07.2014
. По приказу № 316-ст от 05.05.2015 ГОСТ 7798-70 восстановлен на территории РФ только в отношении продукции, поставляемой по Государственному оборонному заказу; — в части болтов с крупным шагом резьбы и резьбой не на всей длине стержня, пользоваться
ГОСТ Р ИСО 4014-2013
; — в части болтов с крупным шагом резьбы и резьбой до головки, пользоваться
ГОСТ Р ИСО 4017-2013
; — в части болтов с мелким шагом резьбы и резьбой до головки, пользоваться
ГОСТ Р ИСО 8676-2013
; — в части болтов с мелким шагом резьбы и резьбой не на всей длине стержня, пользоваться
ГОСТ Р ИСО 8765-2013
.
ГОСТ 11738-84
— Винты с цилиндрической головкой и шестигранным углублением под ключ класса точности А. — утратил силу на территории РФ с
01.07.2014
. По приказу № 320-ст от 05.05.2015 ГОСТ 7798-70 восстановлен на территории РФ только в отношении продукции, поставляемой по Государственному оборонному заказу; — в части винтов с крупным шагом резьбы, пользоваться
ГОСТ Р ИСО 4762-2012
; — в части винтов с мелким шагом резьбы, пользоваться
ГОСТ Р ИСО 12474-2012
.
ГОСТ 15589-70
— Болты с шестигранной головкой класса точности С. — утратил силу на территории РФ с
01.07.2014
. По приказу № 317-ст от 05.05.2015 ГОСТ 7798-70 восстановлен на территории РФ только в отношении продукции, поставляемой по Государственному оборонному заказу; — в части болтов с резьбой не на всей длине стержня, пользоваться
ГОСТ Р ИСО 4016-2013
; — в части болтов с резьбой до головки, пользоваться
ГОСТ Р ИСО 4018-2013
.
ГОСТ 22353-77
— Болты высокопрочные класса точности В. — утратил силу на территории РФ; — пользоваться
ГОСТ Р 52644-2006
.
ГОСТ 22354-77
— Гайки высокопрочные класса точности В. — утратил силу на территории РФ; — пользоваться
ГОСТ Р 52645-2006
.
ГОСТ 22355-77
— Шайбы класса точности С к высокопрочным болтам. — утратил силу на территории РФ; — пользоваться
ГОСТ 32484.5-2013
.
Похожие документы:
ГОСТ 1759.0-87 — Болты, винты, шпильки и гайки. Технические условия ГОСТ 1759.1-82 — Болты, винты, шпильки, гайки и шурупы. Допуски. Методы контроля размеров и отклонений формы и расположения поверхностей ГОСТ 1759.2-82 — Болты, винты и шпильки. Дефекты поверхности и методы контроля ГОСТ 1759.3-83 — Гайки. Дефекты поверхности и методы контроля ГОСТ 1759.4-87 — Болты, винты и шпильки. Механические свойства и методы испытаний ГОСТ 1759.5-87 — Гайки. Механические свойства и методы испытаний ГОСТ Р ИСО 4014-2013 — Болты с шестигранной головкой. Классы точности А и В. ГОСТ Р ИСО 4017-2013 — Винты с шестигранной головкой. Классы точности А и В. ГОСТ Р ИСО 8676-2013 — Винты с шестигранной головкой с мелким шагом резьбы. Классы точности А и В. ГОСТ Р ИСО 8765-2013 — Болты с шестигранной головкой с мелким шагом резьбы. Классы точности А и В.
https://www.volat-spb.ru/
Что важно знать?
При проектировании и монтаже сборных конструкций нужно закладывать использование таких крепежных элементов, которые могут выдержать нагрузку, равную 2-3-кратной величине предельной нагрузке для этой конструкции. То есть если при проектировании конструкции расчетные нагрузки на резьбовое соединение составляют порядка 400 МПа, то в нем необходимо использовать высокопрочные болты класса 8.8 и выше.
В можно приобрести как обычные болты классов 4.6-5.8, так и высокопрочные болты классов 8.8-12.9. Кроме того, для монтажа в агрессивных средах есть болты и гайки из нержавеющей стали А2 и А4. Вся продукция сертифицирована, соответствует стандартам ГОСТ и DIN. Не испытывайте на прочность свою судьбу – используйте крепёж соответствующей прочности!
Холодная объемная штамповка
В качестве исходного материала для выпуска гаек наиболее распространенных видов используется длинномерный метиз, получивший название проволока-катанка. Стандартизованная подобная продукция изготавливается из сплавов, в состав которых не входят легирующие добавки – это стали углеродистые. Но действующими нормативными документами допускается к тому же использование с этой целью не только «нержавейки», но и цветных металлов, а также их сплавов. К подбору материала следует подходить с учетом сферы применения соединительных деталей, а также требований к их прочностным свойствам.
Производство гаек по технологии холодной объемной штамповки осуществляется на специальных агрегатах. Они так и называются – станки холодной высадки.
Современные образцы такого оборудования демонстрируют высокую производительность: в минуту они, как говорится, «выдают на-гора» до 400 крепежных деталей. Соответствие параметров конечной продукции требованиям стандартов обеспечивается высоким уровнем точности обработки каждой заготовки.
Последовательность этапов
Технологический процесс холодной объемной штамповки включает ряд этапов. Ниже представлена их последовательность.
- Предварительная подготовка поверхности длинномерного металлического метиза: очистка от оксидов железа (элемент Fе) – ржавчины и окалины, а также от иных загрязнений; промывка; нанесение тонкого фосфатного слоя.
- Разматывание и выравнивание проволоки. Выполняется путем ее протяжки через специальное устройство.
- Подача проволоки в узел резания. Там она нарезается на заготовки с требуемыми размерами. Осуществляется эта операция с применением подвижного ножа совместно с отрезной втулкой.
- Собственно, штамповка. Предусматривает многократную обработку заготовки высоким давлением. В итоге та обретает заданную 6-гранную конфигурацию.
- Подготовка отверстия необходимого диаметра.
- Нанесение фасок.
- Формирование внутренней резьбовой накатки. Для этого применяется специальный гаечный резьбонарезной автомат, оснащенный метчиками.
По заявке заказчика на поверхность изготовленных по выше описанной схеме изделий наносится покрытие, устойчивое к негативному воздействию коррозии. Чаще всего, оно представляет собой защитный слой цинка (элемент Zn). Срок службы крепежа, подвергнутого оцинковке, значительно продолжительней по сравнению с этим показателем обычных соединительных деталей.
Марки стали
Для производства гаек методом холодной объемной штамповки рекомендуется применять такие сплавы:
сталь твердую, характеризующуюся повышенным сопротивлением деформированию, марок
- ШX15 – подшипниковая конструкционная легированная хромом;
- У10A, У10, У8 – нелегированная инструментальная;
- 40XH, 40X, 35X, 30X – хромистая легированная конструкционная;
- 30Г – марганцовистая легированная конструкционная;
- сталь 45, 40, 35, 30 – углеродистая качественная конструкционная;
сталь, характеризующуюся средней твердостью и таким же уровнем сопротивления деформированию, следующих марок:
- 18XГT– термоупрочненная хромомарганцевая легированная конструкционная;
- сталь 20 – качественная конструкционная обогащенная углеродом;
- 12XHЗ, 20ХН – хромоникелевая легированная конструкционная;
- 20XГ – хромомарганцевая легированная конструкционная;
- 20Г, 15Г – марганцовистая легированная конструкционная;
- 20Х. 15Х – хромистая легированная конструкционная;
- 15XФ – хромованадиевая легированная конструкционная;
сталь мягкую, характеризующуюся низким уровнем сопротивления деформированию, марок:
- 15кп, 10кп, 08кп – качественная кипящая углеродистая конструкционная;
- сталь 15, 10, 08 – углеродистая качественная конструкционная.
Особенности холодной объемной штамповки гаек
Особенности этой технологии связаны именно с типом сырья, используемого для изготовления крепежа данного вида. В частности, штамповку гаек из легированных, а также высокоуглеродистых сплавов рекомендуется выполнять, предварительно нагрев заготовки так, чтобы они стали теплыми или полугорячими. Кроме того, нужно обеспечить эффективную работу смазки.
С целью улучшения штампуемости металла, в технологической карте должна быть прописана как предварительная, так и промежуточная термообработка. При выборе режима этой операции подлежат учету структура и химический состав сплава. Например, когда заготовка изготовлена из низколегированной либо углеродистой стали, процедуру холодного вдавливания предваряет фосфатирование с последующей промывкой. Фосфатирование представляет собой термообработку промежуточных продуктов производства в следующих веществах: Сd3(РО4)2, FеРО4, Мn3(РО4)2, Zn3(РО4)2. Это фосфорнокислые соли металлов кадмий, железо, марганец и цинк, соответственно. Хорошие результаты в плане снижения удельных усилий, степени износа и величины трения обеспечивает применение покрытий на основе фосфата цинка (Zn3(РО4)2▪2Н2О).
Точность болтов
Другое важное свойство – это точность. Производители выпускают продукцию двух классов точности. Класс А – подразумевает то, что стержень встает в отверстие с минимальным зазором. Диаметр посадочного отверстия не может быть больше толщи болта на 0,3 мм. Такой точности довольно просто добиться в условиях производственного цеха, но практически невозможно на строительной площадке. Крепеж класса В и С могут быть установлены в посадочные отверстия больше стержня изделия на 2 – 3 мм.
Точность исполнения болтового соединения оказывает заметное влияние на его прочность и сопротивлению нагрузок. В частности, чем точнее выполнено посадочное отверстие, тем будет меньше воздействие нагрузок, возникающих перпендикулярно оси стержня.
Крепежные элементы, представленные на современном рынке в большом разнообразии, используются как для простого соединения элементов различных конструкций, так и для увеличения их надежности и способности переносить значительные нагрузки. От того, для каких целей планируется использовать эти элементы, зависит класс прочности болтов, которые необходимо выбрать.
Болт шестигранный оцинкованный с гайкой
Cвойства крепежа
Метизы, выпускаемые различными предприятиями, отличаются друг от друга геометрическими параметрами, формой, материалом, предназначением. Кроме этого их можно различить по типу покрытия и ряду других. Кроме, названных свойств болты одного типа отличаются параметрами прочности.
Например, болт М16, может быть использован для крепления деталей забора или ограждения и такой же болт, может быть, использовать для сборки мостовой или крановой конструкции. Соответственно для первого варианта может быть использован болт с меньшими прочностными параметрами, чем для второго варианта применения. Болты, применяемые для сборки кранов и аналогичного оборудования называют крановыми. Они отличаются более высокой прочности и для их изготовления применяют особо прочные стали. В РФ действует ГОСТ 7817-70, который нормирует требования к крепежу, применяемого в особо ответственных конструкциях.
Метизы имеют несколько форм исполнения – болты, гайки, винты и пр. Каждое из указанных изделий применяют для решения определенных задач. Для их изготовления применяют различные стали и разные технологии. От этого зависит и та маркировка, которая будет нанесена на поверхность крепежа.