Унифицированная дюймовая резьба UNC (Unified National Coarse) является национальной американской резьбой с крупным шагом и углом профиля 60°. Эта резьба является модификацией британской резьбы BSW (British Standard Witworth) с углом профиля 55°, известной также как резьба Витворта. Дюймовая резьба построена на дюймовой системе измерений, в то время как в России принята метрическая система, по этой причине возникает множество вопросов, связанных с определением и поиском такого крепежа на российском рынке. Дюймовая резьба UNC распространена в США, Канаде, Великобритании. Геометрия и форма резьбы UNC регламентируется стандартом ASME B1.1-2003 (The American Society of Mechanical Engineers).
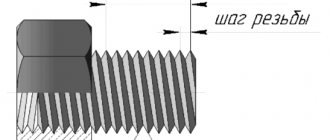
Отличительной особенностью дюймовой резьбы является обозначение диаметра и длины в долях дюйма. За основу взят английский дюйм, равный 25.4 мм. Обозначают такие размеры inch, in или двойным штрихом «. При этом размер будет указан в долях дюйма, например 1″ или ½». Шаг резьбы дюймового крепежа обозначает количество витков резьбы на отрезке длиной 1 дюйм, например 1″ – 8 UNC. При этом количество витков на дюйм может не указываться, так как в стандарте резьбы UNC каждый диаметр резьбы имеет определенное количество витков. Тогда обозначение резьбы может быть таким – 1″ UNC. Мелкие диаметры резьбы, менее 1/4″, обозначают условным номером от 0 до 12 и добавляют символ № или #, например # 4 – 40 UNC.
Особенности резьбы
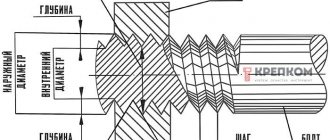
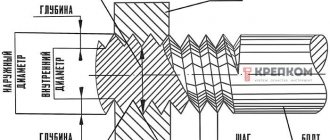
Дюймовая резьба UNF/UNC является правосторонней и имеет угол при вершине 60°. UNC – это резьба с крупным шагом, UNF – с мелким. Основные параметры резьбы:
- d (D) – наружный диаметр;
- dp (Dp) – средний диаметр резьбы;
- di (Di) – внутренний диаметр;
- n – шаг или количество ниток на дюйм.
Диаметры и другие параметры резьб представлены в размещенных ниже таблицах.
Крупная резьба UNC
Мелкая резьба UNF
Одним из основных отличий от метрической является определение шага резьбы. В UNF/UNC. как и в других дюймовых стандартах, шаг равен количеству витков на один дюйм, а не расстоянию между витками как в метрической. Стандарт предусматривает две формы резьбы – с плоской впадиной (UN) и радиусной впадиной (UNR), и три класса точности -1А, 2А, 3А, 1В, 2В, 3В. Метчики выпускаются под классы точности 1В, 2В, 3В которые относятся к внутренним резьбам. Класс 1В является наиболее грубым и применяется для быстрой сборки даже с частично нарушенными витками. Класс 2В – это резьба общего назначения, 3В – наиболее жесткий стандарт с минимальным зазором в соединении.
Как определить вес трубы
Существует несколько способов, с помощью которых можно узнать массу трубы. Самый простой и быстрый метод – воспользоваться справочником или получить информацию на тематическом сайте. В профильных таблицах указывается расчетная масса 1 п.м. для различных размеров.
В Интернете есть сайты, на которых можно вычислить вес трубы, воспользовавшись онлайн-калькулятором. Для этого необходимо знать толщину стенки, внутренний или наружный диаметр. Еще один вариант – рассчитать вес по формуле. Эта формула прописана в документе ГОСТ № 8732. Она подходит для расчета массы труб любого типа. Поэтому данные, полученные в результате таких вычислений, будут только приблизительными. Но в большинстве случаев необходимость в получении максимально точной массы не возникает. Кроме того, показатели, полученные в результате вычислений по формуле, находятся в пределах допустимой погрешности. Поэтому такими значениями можно оперировать.
Конструкция инструмента
Метчик UNF/UNC представляет собой винт со стружечными канавками и соответствующей заточкой переднего, заднего и других углов. Основными элементами инструмента являются режущая (заборная) и калибрующая части, канавки для удаления стружки. Режущая часть изготовлена из быстрорежущей марки стали или твердого сплава. Для ручного использования или установки в патрон имеется соответствующий хвостовик.
Достоинством инструмента является простота и технологичность конструкции, а также высокая точность нарезки и возможность работы за счет самоподачи. Сложностью является необходимость приложения больших сил резания и сил трения, трудности с удалением стружки.
В зависимости от конструкции метчики UNF/UNC подразделяются на:
- ручные или слесарные;
- машино-ручные;
- машинные;
- гаечные и другие.
Технология нарезки
Создание NPT осуществляется с применением резьбонарезных установок, оснащенных специализированным инструментом, представленным метчиком. Его монтируют на вращающемся шпинделе. Обрабатываемый предмет закрепляют на рабочей поверхности. Рассматриваемый процесс включает несколько этапов.
- Прежде всего задают скорость и направление вращения шпиндельного узла.
- Далее устанавливают метчик соответствующего размера, закрепляя головку поддерживающим спецзажимом.
- Работы начинают с того, что после запуска оборудования головку управляющей рукояткой подводят заготовке.
Нарезание происходит автоматически. По завершение работ поднимается суппорт, и отключается привод (при соответствующей заданной схеме работы). После этого проверяется точность резьбы и при необходимости корректируется.
Основные правила нарезки
- Для правильной нарезки дюймовой или метрической резьбы необходимо придерживаться следующих рекомендаций:
- Точно подобрать сверло требуемого диаметра. Диаметры отверстий для нарезки резьб UNF и UNC указаны в таблицах выше.
- Просверлить отверстие строго под прямым углом к плоскости.
- Нарезку производить возвратно-поступательными движениями. После двух оборотов вперёд совершать оборот назад для удаления стружки.
- При наличии в комплекте двух или трех метчиков проход осуществлять строго по номерам – сначала черновым первым номером, затем вторым.
- Желательно использовать смазку для снижения силы трения.
Можете ли вы поставить дюймовый крепеж мелких диаметров?
Данные размеры начиная от #1 (1,854 мм)
до
#12 (5,436мм)
компания ТК Метизы может поставить для Вас под заказ. Срок исполнения данных позиций будет около
4-6 недель
.
Минимальная упаковка в среднем составляют для таких диаметров – 200 штук.
Крепеж с мелкими диаметрами может быть представлен в виде винтов с полукруглой головой (так называемые компьютерные винтики с дюймовой резьбой), с потайной головой, с цилиндрической, в виде болтов с шестигранной головой, а также гайки и шайбы к ним. Материал в котором они могут быть выполнены – от черных (без покрытия либо черного цвета) до цветного и нержавеющего металла.
Основные параметры американской дюймовой резьбы
В технике, машиностроении, строительстве, применяется укрупненная американская резьба UNC, мелкая имеет маркировку UNF, а также очень мелкая стандарта UNEF. Они различаются количеством витков или ниток на один дюйм. Среди основных параметров, характеризующих эти резьбы, выделяют:
- Угол при вершине составляет 60 градусов, что соответствует аналогичному показателю у метрической резбы.
- Количество витков на 1 дюйм TPI, которое предлагается в виде 1”/ TPI в метрической резьбе этой величине соответствует шаг, измеряемый в миллиметрах.
- Наружный диаметр – самое дальнее расстояние между вершинами резьбовых гребней, лежащих друг напротив друга.
- Внутренний диаметр – аналогичное расстояние между впадинами резьбы.
- Направление – резьба может закручиваться вправо или влево.
- Профиль – разность межу наружным и внутренним диаметром указывает на высоту витка.
- Форма – американская дюймовая резьба бывает конического или цилиндрического типа.
Для удобства в работе есть необходимость перевести параметры дюймовой резьбы в метрические единицы. В этом поможет сведенная таблица размеров для каждого типа резьбы.
UNC
| Размер резьбы | Число ниток на дюйм | D – наружный диаметр | Dp – средний диаметр | Di – внутренний диаметр | Шаг резьбы, мм | |
| дюймы | мм | миллиметры | ||||
| #1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,40 |
| #2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 | 0,45 |
| #3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| #4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
| #5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| #6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| #8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| #10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| #12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
| 1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
| 1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
| 2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
| 2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
| 2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
| 3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
| 3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
| 3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
| 3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
| 4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
UNF
| Размер резьбы | Число ниток на дюйм | D – наружный диаметр | Dp – средний диаметр | Di – внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |
UNEF
| Размер резьбы | Число ниток на дюйм | D – наружный диаметр | Dp – средний диаметр | Di – внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #12 | 5,49 | 32 | 5,49 | 4,97 | 4,63 | 0,79 |
| 1/4 | 6,35 | 32 | 6,35 | 5,83 | 5,49 | 0,79 |
| 5/16 | 7,94 | 32 | 7,94 | 7,42 | 7,08 | 0,79 |
| 3/8 | 9,53 | 32 | 9,53 | 9,01 | 8,67 | 0,79 |
| 7/16 | 11,1 | 28 | 11,11 | 10,52 | 10,13 | 0,91 |
| 1/2 | 12,7 | 28 | 12,70 | 12,11 | 11,72 | 0,91 |
| 9/16 | 14,3 | 24 | 14,29 | 13,60 | 13,14 | 1,06 |
| 5/8 | 15,9 | 24 | 15,88 | 15,19 | 14,73 | 1,06 |
| 11/16 | 17,5 | 24 | 17,46 | 16,77 | 16,32 | 1,06 |
| 3/4 | 19,1 | 20 | 19,05 | 18,22 | 17,68 | 1,27 |
| 13/16 | 20,6 | 20 | 20,64 | 19,81 | 19,26 | 1,27 |
| 7/8 | 22,2 | 20 | 22,23 | 21,40 | 20,85 | 1,27 |
| 15/16 | 23,8 | 20 | 23,81 | 22,99 | 22,44 | 1,27 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1 | 25,4 | 20 | 25,40 | 24,57 | 24,03 | 1,27 |
| 1 1/16 | 26,9 | 18 | 26,99 | 26,07 | 25,46 | 1,41 |
| 1 1/8 | 28,6 | 18 | 28,58 | 27,66 | 27,05 | 1,41 |
| 1 3/16 | 30,2 | 18 | 30,16 | 29,25 | 28,64 | 1,41 |
| 1 1/4 | 31,8 | 18 | 31,75 | 30,83 | 30,22 | 1,41 |
| 1 5/16 | 33,3 | 18 | 33,40 | 32,42 | 31,81 | 1,41 |
| 1 3/8 | 34,9 | 18 | 34,93 | 34,01 | 33,40 | 1,41 |
| 1 7/16 | 36,5 | 18 | 36,51 | 35,60 | 34,99 | 1,41 |
| 1 1/2 | 38,1 | 18 | 38,10 | 37,18 | 36,57 | 1,41 |
| 1 9/16 | 39,7 | 18 | 39,69 | 38,77 | 38,16 | 1,41 |
| 1 5/8 | 41,3 | 18 | 41,27 | 40,36 | 39,75 | 1,41 |
| 1 11/16 | 42,9 | 18 | 42,86 | 41,95 | 41,34 | 1,41 |
Если диаметр резьбы меньше 1/4 дюйма, то такой размер обозначается числами в диапазоне от 0 до 12, перед которым ставится символ # или №. Каждому такому диаметру дюймовой резьбы соответствует его значение в миллиметрах из таблицы.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Изготовление резьбы
Порядок и правила её нарезания по американскому стандарту UNF не отличается от методики нарезания с применением метрической системы. Единственным отличием является применение специального инструмента и методов настройки станка. Как и для метрических соединений пользуются ручным или механическим способом нарезания резьбы. Оба способа применимы для нарезания внутренней и наружной резьбы.
Основными правилами, которые необходимо соблюдать при нарезании являются:
- выбор необходимого диаметра сверла;
- предварительный подбор диаметра (он должен быть равен диаметру с вычетом шага).
Эти данные приводятся в справочных таблицах. Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
На предприятиях, занимающихся массовым производством деталей в которых применяется дюймовая американская цилиндрическая резьба такого стандарта, используют механические методы нарезания. Эта операция производится с применением следующего оборудования:
- токарных станков оснащённых специальными метчиками;
- резьбонарезных станков, способных производить наружное и внутреннее нарезание;
- токарно-винторезных станках, оснащённых числовым программным управлением.
Третий вид станков снабжается специальными программами, которые позволяют нарезать весь перечень UNF.
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | |
| Н*м* | Фунт силы-фут** | |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу. Мы привели таблицы, а также способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
После того, как ознакомитесь со статьей, можете прочитать про наши товары. уже 15 лет на российском рынке. За это время мы охватили практически все города страны.
Применение резьбы UNF
Цилиндрическая дюймовая резьба, к которой относятся UNF и BSW обладают мелким шагом. Поэтому они применяются для различных крепёжных конструкций, к которым предъявляются повышенные требования соединений. Такая резьба с мелким шагом применяется в двух видах соединений:
- высокопрочных;
- регулировочных.
Обладая дюймовой резьбой размером в одну четверть и полтора дюйма (по американскому стандарту), она применяется в следующих агрегатах и конструкциях:
- различных видах трубных соединений (дюймовых, калиброванных, сантехнических, газовых);
- гидравлических конструкциях (фитинги, краны переходники);
- резьбовых адаптерах;
- накидные гайки;
- болты и гайки крепления конструкций различных агрегатов.
Универсальность и обеспечение хорошей надёжности позволяет применять американскую конструкцию в машиностроении и при производстве станков, оборудования и инструментов.
Что такое дюймовые метчики и дюймовая резьба
Метчик — это, пожалуй, самый распространенный инструмент для нарезания внутренней резьбы, который применяют повсеместно. Резьбу нарезают в новых изделиях как машинным, так и ручным способом, а также производят восстановление изношенной.
Очень часто именно с восстановлением резьбы при ремонте техники связано применение дюймовых метчиков, так как большое количество техники, применяемой сегодня у нас, произведено по европейским или американским стандартам.
Чтобы разобраться, какими бывают дюймовые метчики, необходимо разобраться в том, что такое дюймовая резьба, для которой они предназначены.
Понятие дюймовой, в отличие от метрической, включает в себя довольно большое количество разных резьб, которые имеют различный шаг и угол профиля.
Поэтому для выбора правильного метчика необходимо знать несколько определяющих параметров. Все дюймовые резьбы обозначаются диаметром в дюймах (дробь), а также шагом в нитках (витках) на 1 дюйм.
А на деталях или инструментах не всегда есть маркировка типа, к которому она относится. Именно это и вызывает путаницу.
Прежде всего, существует 5 стандартов, в которых прописаны параметры всех наиболее часто применяемых:
- DIN ISO 228 (также DIN 2999, DIN 259 ГОСТ 6357-81) — определяет параметры трубной цилиндрической дюймовой резьбы. Угол профиля составляет 55°. Имеет только четыре значения шагов — 11, 14, 19 и 28 ниток на дюйм. Обозначается G (реже Rp), а также соответствует резьбе BSP (британский стандарт трубной).
- BS 84 (ранее DIN 11) — определяет параметры резьб британского стандарта BSW (Ww) и BSF, резьбы Уитворта и резьбы с мелким шагом соответственно. Угол профиля составляет 55°.
- ANSI/ASME B 1.1 — это американский стандарт, который определяет резьбы семейства унифицированных: UNC, UNF, UN, UNEF, UNS. Угол профиля составляет 60°, как и у метрической. Наиболее часто встречаются UNC и UNF, с крупным и мелким шагом соответственно. К примеру резьба 1/4 » с 20 нитками на дюйм — это UNC, а 1/4″ с 28 нитками на дюйм — это UNF. UNEF — это резьба с особо мелким шагом.
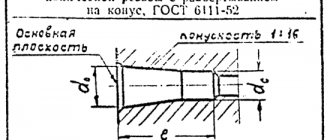
- ANSI B.1.20.1 (также ГОСТ 6111-52) — это стандарт для конической трубной резьбы, которая в американском стандарте обозначается NPT (конусность 1:16). Угол профиля составляет 60°. В ГОСТ 6111-52 она обозначается буквой К — коническая дюймовая. В американском стандарте также описывается цилиндрическая трубная NPS.
- DIN 40 430 — это также стандарт трубной резьбы, обозначаемой PG. У нас практически не встречается.
Как видно, запутаться в таком количестве обозначений довольно легко, поэтому при заказе инструмента нужно быть внимательным. Если есть возможность, необходимо проверить резьбу калибром или проконсультироваться со специалистами.
Как правило, для одного и того же диаметра в дюймах у каждой резьбы свой шаг, поэтому по каталогу можно определить, к какому типу она относится. Наиболее часто встречаются такие: G, UNC и UNF.
Остальные довольно редкие, но их тоже нужно иметь в виду.
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
ПрофИнст Строй предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами ПрофИнст Строй по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
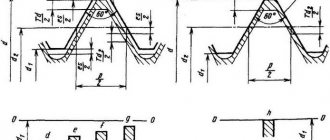
Конические трубные резьбы
рисунок трубные конические резьбы
Коническая трубная резьба ГОСТ 6211-81 (1-й типоразмер)
Единица измерения параметров: Дюйм
Соответствует закругленному профилю трубной цилиндрической резьбы с углом 55°. См. верхнюю часть (I) трехмерного изображения «рисунок трубные конические резьбы».
Условное обозначение
Международная: R
Япония: PT
Великобритания: BSPT
Указывается буква R и номинальный диаметр Dy. Обозначение R означает наружный вид резьбы, Rc внутренний, Rp внутренний цилиндрический. По аналогии с цилиндрической трубной резьбой для левой резьбы используется LH.
Примеры:
R1 ½ — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма.
R1 ½ LH — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма, левая.
Коническая дюймовая резьба ГОСТ 6111 — 52 (2-й типоразмер)
Единица измерения параметров: Дюйм
Изготавливается на поверхностях с конусностью 1:16
Имеет угол профиля 60°. См. нижнюю часть (II) трехмерного изображения «рисунок трубные конические резьбы». Применяется в трубопроводах (топливных, водяных, воздушных) машин и станков с относительно невысоким давлением. Использование данного типа соединения предполагает герметичность и стопорение резьбы без дополнительных специальных средств (льняных нитей, пряжи с суриком).
Условное обозначение
Первой идет буква К, далее ГОСТ.
Пример:K ½ ГОСТ 6111 — 52
Расшифровывается как: резьба коническая дюймовая с наружным и внутренним диаметром в основной плоскости примерно равным наружному и внутреннему Ø трубной цилиндрической резьбы G ½
Таблица основных параметров конической дюймовой резьбы
| Обозначение размера резьбы (d,дюймы) | Число ниток на 1″ n | Шаг резьбы S, мм | Длина резьбы, мм | Наружный диаметр резьбы в основной плоскости d, мм | |
| Рабочая l1 | От торца трубы до основной плоскости l2 | ||||
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,895 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 10,272 |
| 1/4 | 18 | 1,411 | 9,5 | 5,080 | 13,572 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 17,055 |
| 1/2 | 14 | 1,814 | 13,5 | 8,128 | 21 793 |
| 3/4 | 14 | 1,814 | 14,0 | 8,611 | 26,568 |
| 1 | 11 1/2 | 2,209 | 17,5 | 10,160 | 33,228 |
| 1 1/4 | 11 1/2 | 2,209 | 18,0 | 10,668 | 41,985 |
| 1 1/2 | 11 1/2 | 2,209 | 18,5 | 10,668 | 48,054 |
| 2 | 11 1/2 | 2,209 | 19,0 | 11,074 | 60,092 |
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
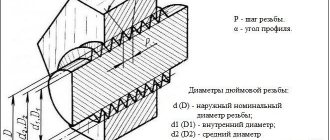
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp – внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
Нарезка американской резьбы
Технология нарезки американской дюймовой резьбы не отличается от изготовления других ее типов. Применяется ручной и автоматический способ. Ручная нарезка дюймовой резьбы выполняется таким образом:
- Заготовка нужного диаметра прочно закрепляется в тисках, чтобы при работе она не провернулась, что может привести к нарушению целостности резьбы.
- Для наружной резьбы подбирается плашка нужного диаметра, внутренняя резьба нарезается метчиком.
- Заготовка обрабатывается напильником, с нее удаляются шероховатости и неровности, снимается фаска, чтобы заготовка имела правильную форму.
- Резьба нарезается путем вращения метчика или плашки в нужную сторону. Это нужно делать без рывков, которые могут нарушить целостность нарезки. Для получения нужного эффекта можно сделать несколько проходов.
Автоматическая нарезка производится на токарном станке при помощи специального резца. Для этого заготовка зажимается в патроне, а скорость его вращения подбирается из справочника и зависит от нескольких параметров. При нарезании станочным способом можно получить качественную резьбу высокого класса точности.
Правильно подобрать диаметр заготовки или высверливаемого под резьбу отверстия можно при помощи справочной таблицы:
| Обозначение размера | UNC (мм) | UNF (мм) | UNEF (мм) |
| #0 | — | 1,25 | — |
| #1 | 1,5 | 1,55 | — |
| #2 | 1,8 | 1,9 | — |
| #3 | 2,1 | 2,15 | — |
| #4 | 2,35 | 2,4 | — |
| #5 | 2,65 | 2,7 | — |
| #6 | 2,85 | 2,95 | — |
| #8 | 3,5 | 3,5 | — |
| #10 | 4 | 4,1 | — |
| #12 | 4,65 | 4,7 | 4,78 |
| 1/4″ | 5,35 | 5,5 | 5,56 |
| 5/16″ | 6,8 | 6,9 | 7,14 |
| 3/8″ | 8,25 | 8,5 | 8,77 |
| 7/16″ | 9,65 | 9,9 | 10,3 |
| 1/2″ | 11,15 | 11,5 | 11,9 |
| 9/16″ | 12,6 | 12,9 | 13,1 |
| 5/8″ | 14,05 | 14,5 | 14,7 |
| 3/4″ | 17,0 | 17,5 | 17,9 |
| 7/8″ | 20,0 | 20,4 | 21,0 |
| 1″ | 22,85 | 23,25 | 24,2 |
| 1 1/8″ | 25,65 | 26,5 | — |
| 1 1/4″ | 28,85 | 29,5 | — |
| 1 3/8″ | 31,55 | 32,75 | — |
| 1 1/2″ | 34,7 | 36,0 | — |
| 1 3/4″ | 40,40 | — | — |
| 2″ | 46,30 | — | — |
| 2 1/4″ | 52,65 | — | — |
| 2 1/2″ | 58,5 | — | — |
| 2 3/4″ | 64,75 | — | — |
| 3″ | 71,10 | — | — |
| 3 1/4″ | 77,45 | — | — |
| 3 1/2″ | 83,8 | — | — |
| 3 3/4″ | 90,15 | — | — |
| 4″ | 96,5 | — | — |