Унифицированная дюймовая резьба UNF (Unified National Fine) является национальной американской резьбой с мелким шагом и углом профиля 60°. Эта резьба является модификацией британской резьбы BSW (British Standard Witworth) с углом профиля 55°, известной также как резьба Витворта. Дюймовая резьба построена на дюймовой системе измерений, в то время как в России принята метрическая система, по этой причине возникает множество вопросов, связанных с определением и поиском такого крепежа на российском рынке. Дюймовая резьба UNF распространена в США, Канаде, Великобритании. Геометрия и форма резьбы UNF регламентируется стандартом ASME B1.1-2003 (The American Society of Mechanical Engineers).
Отличительной особенностью дюймовой резьбы является обозначение диаметра и длины в долях дюйма. За основу взят английский дюйм, равный 25.4 мм. Обозначают такие размеры inch, in или двойным штрихом «. При этом размер будет указан в долях дюйма, например 1″ или ½». Шаг резьбы дюймового крепежа обозначает количество витков резьбы на отрезке длиной 1 дюйм, например 1″ – 12 UNF. При этом количество витков на дюйм может не указываться, так как в стандарте резьбы UNF каждый диаметр резьбы имеет определенное количество витков. Тогда обозначение резьбы может быть таким – 1″ UNF. Мелкие диаметры резьбы, менее 1/4″, обозначают условным номером от 0 до 12 и добавляют символ № или #, например # 4 – 48 UNF.
Тип UNC
Резьба крупная унифицированная стандарта ASME 1 1 имеет шифр UNC. Размеры взаимозаменяемые с ранее использовавшейся резьбой NC.
| Обозначение | DN (мм) | DN (“) | Шаг | Витков на дюйм | Dсв |
| N1-64 UNC | 1,854 | 0,073 | 0,397 | 64 | 1,5 |
| N2-56 UNC | 2,184 | 0,086 | 0,453 | 56 | 1,8 |
| N3-48 UNC | 2,515 | 0,099 | 0,529 | 48 | 2,1 |
| N4-40 UNC | 2,845 | 0,112 | 0,635 | 40 | 2,35 |
| N5-40 UNC | 3,175 | 0,125 | 2,65 | ||
| N6-32 UNC | 3,505 | 0,138 | 0,794 | 32 | 2,85 |
| N8-32 UNC | 4,166 | 0,164 | 3,5 | ||
| N10-24 UNC | 4,826 | 0,19 | 1,058 | 24 | 4 |
| N12-24 UNC | 5,486 | 0,216 | 4,65 | ||
| ¼”-20 UNC | 6,35 | 0,25 | 1,27 | 20 | 5,35 |
| 5/16”-18 UNC | 7,938 | 0,313 | 1,411 | 18 | 6,8 |
| 3/8”-16 UNC | 9,525 | 0,375 | 1,587 | 16 | 8,25 |
| 7/16”-14 UNC | 11,112 | 0,438 | 1,814 | 14 | 9,65 |
| ½”-13 UNC | 12,7 | 0,5 | 1,954 | 13 | 11,15 |
| 9/16”-12 UNC | 14,288 | 0,563 | 2,117 | 12 | 12,6 |
| 5/8”-11 UNC | 15,875 | 0,625 | 2,309 | 11 | 14,05 |
| ¾”-10 UNC | 19,05 | 0,75 | 2,54 | 10 | 17 |
| 7/8”-9 UNC | 22,225 | 0,875 | 2,822 | 9 | 20 |
| 1”-8 UNC | 25,4 | 1 | 3,175 | 8 | 22,25 |
| 1 1/8”-7 UNC | 28,575 | 1,125 | 3,628 | 7 | 25,65 |
| 1 ¼”-7 UNC | 31,75 | 1,25 | 28,85 | ||
| 1 3/8”-6 UNC | 34,925 | 1,375 | 4,233 | 6 | 31,55 |
| 1 ½”-6 UNC | 38,1 | 1,5 | 34,7 | ||
| 1 ¾”-5 UNC | 44,45 | 1,75 | 5,08 | 5 | 40,4 |
| 2”-4 1/2 UNC | 50,8 | 2 | 5,644 | 4,5 | 46,3 |
| 2 ¼”-4 1/2 UNC | 57,15 | 2,25 | 52,65 | ||
| 2 ½”-4 UNC | 63,5 | 2,5 | 6,35 | 4 | 58,5 |
| 2 ¾”-4 UNC | 69,85 | 2,75 | 64,75 | ||
| 3”-4 UNC | 76,2 | 3 | 71,7 | ||
| 3 ¼”-4 UNC | 82,55 | 3,25 | 77,45 | ||
| 3 ½”-4 UNC | 88,9 | 3,5 | 83,8 | ||
| 3 ¾”-4 UNC | 95,25 | 3,75 | 90,15 | ||
| 4”-4 UNC | 101,6 | 4 | 96,5 |
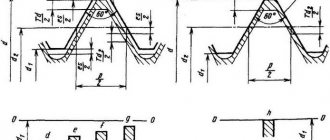
Особенностями профиля UNS резьбы ANSI ASME B 1 1 являются 60° равнобедренный треугольник в разрезе и срезанные вершинки.
Для крупной резьбы характерно высокое сопротивление замятию и срыву ее витков. Поэтому UNS считается резьбовым профилем общего применения для любых отраслей машиностроения и строительства.
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | |
| Н*м* | Фунт силы-фут** | |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм. ** Фунт силы-фут – британский и американский эквивалент Н*м.
Тип UNEF
Специальная особо мелкая резьба ANSI ASME B 1 1 для особых областей применения получила название UNEF. Размеры резьбовых соединений представлены в нижней таблице:
| Типоразмер | Шаг | Витков на дюйм | D сверления | D наружный (мм) | D наружный (дюйм) |
| N 12-32 UNEF | 0,794 | 32 | 4,8 | 5,486 | 0,216 |
| 1/4” –32 UNEF | 0,794 | 32 | 5,7 | 6,35 | 0,25 |
| 5/16” – 32 UNEF | 0,794 | 32 | 7,25 | 7,938 | 0,313 |
| 3/8” – 32 UNEF | 0,794 | 32 | 8,85 | 9,525 | 0,375 |
| 7/16” – 28 UNEF | 0,907 | 28 | 10,35 | 11,112 | 0,438 |
| ½” – 28 UNEF | 0,907 | 28 | 11,8 | 12,7 | 0,5 |
| 9/16” – 24 UNEF | 1,058 | 24 | 13,4 | 14,288 | 0,563 |
| 5/8” – 24 UNEF | 1,058 | 24 | 15 | 15,875 | 0,625 |
| 11/16” – 24 UNEF | 1,058 | 24 | 16,6 | 17,462 | 0,688 |
| ¾” – 20 UNEF | 1,27 | 20 | 18 | 19,05 | 0,75 |
| 13/16” – 20 UNEF | 1,27 | 20 | 19,6 | 20,638 | 0,813 |
| 7/8” – 20 UNEF | 1,27 | 20 | 21,15 | 22,225 | 0,875 |
| 15/16” – 20 UNEF | 1,27 | 20 | 22,7 | 23,812 | 0,938 |
| 1” – 20 UNEF | 1.27 | 20 | 24,3 | 25,4 | 1 |
| 1 1/16” – 18 UNEF | 1.411 | 18 | 25,8 | 26,988 | 1,063 |
| 1 1/8” – 18 UNEF | 1.411 | 18 | 27,35 | 28,575 | 1,125 |
| 1 ¼” – 18 UNEF | 1.411 | 18 | 30,55 | 31,75 | 1,25 |
| 1 5/16” – 18 UNEF | 1.411 | 18 | 32,1 | 33,338 | 1,313 |
| 1 3/8” – 18 UNEF | 1.411 | 18 | 33,7 | 34,925 | 1,375 |
| 1 7/16” – 18 UNEF | 1.411 | 18 | 35,3 | 36,512 | 1,438 |
| 1 ½” –18 UNEF | 1.411 | 18 | 36,9 | 38,1 | 1,5 |
| 1 9/16” – 18 UNEF | 1.411 | 18 | 38,55 | 39,688 | 1,563 |
| 1 5/8” – 18 UNEF | 1.411 | 18 | 40,1 | 41,275 | 1,625 |
| 1 11/16” – 18 UNEF | 1.411 | 18 | 41,6 | 42,862 | 1,688 |
Профиль аналогичен предыдущему случаю, все таблицы ANSI B 1 1 скачать PDF можно здесь. Применяются резьбовые соединения типа UNEF в точном машиностроении, приборостроении, авиации, судостроении.
Плашки дюймовые для нарезания резьбы UNC, UNF, 8-UN
Поступления на склад, акции, распродажи!
Комплексные поставки инструмента мелким, крупным оптом от 3000 руб для физических и юридических лиц из Санкт-Петербурга по России, в Беларусь, Казахстан в кратчайшие сроки. Звоните или отправьте заявку прямо сейчас! Мы обновляем каталог. Если вы не нашли нужный товар, перезвоните (с 9 до 17:30 по Московскому времени) или отправьте запрос через удобную форму (ежедневно, круглосуточно).
Плашки дюймовые для нарезания резьбы UNC, UNF, 8-UN оптом
Плашки дюймовые (лерки) – инструмент цилиндрической формы, предназначенный для нанесения внешней резьбы на металлические изделия: трубы, стержни, пруты.
Это типичный для Америки стандарт, поскольку именно там дюйм как единица измерения намного более распространен, чем сантиметр. В Европе и России дюймовый стандарт встречается довольно редко.
При обработке трубы плашкой прорезанная дюймовая резьба имеет коническую форму (угол наклона 60о), рельеф срезан – как впадины, так и вершины.
Плашки дюймовые – особенности маркировки и использования
Дюймовая плашка маркируется буквой К. От R-лерок она отличается не только тем, что ее диаметр измеряется не в сантиметрах, а в дюймах. Подобная резьба не почти не дает деформации витков. Также дюймовый стандарт отличается от моделей типа R более широким профилем нарезного «зуба». За величину шага в данном случае принимается количество витков резьбы на один дюйм.
Для изготовления лерок используется только прочный материал – закаленная легированная или быстрорежущая сталь.
Дюймовая плашка имеет специфическую классификацию, определяемую размером шага резьбы.
- Обозначение UNC – плашки дюймовые, позволяют создавать резьбу с широким (крупным) шагом.
- Обозначение UNF – дюймовый стандарт, говорящий о том, что резьба имеет мелкий шаг.
- Обозначение UNEF – дюймовый стандарт, которым маркируются плашки, нарезающие резьбу с особо мелким шагом.
Существуют и плашки с маркировкой 8-UN. Это обозначение говорит о том, что у лерок единое значение шага вне зависимости от диаметра инструмента. Оно составляет 8 нитей на 1 дюйм.
Резьба, которую нарезает подобная плашка, может быть как левой, так и правой. Возможно использование и машинного способа обработки труб, и ручного. Дюймовая плашка часто используется для резьбы по цветному металлу. Применяется она и для нарезания инструментальной или конструкционной стали.
«Металл Гирз» — качественные инструменты недорого
В онлайн-магазине «Металл Гирз» вы можете купить качественный инструмент от российских и зарубежных производителей. Мы сотрудничаем с американскими, азиатскими, европейскими заводами и предприятиями, расположенными на территории СНГ.
Наша компания работает с производителями без посредников, поэтому предлагает товар с минимальной наценкой. У нас вы можете купить инструмент оптом либо в розницу, заказать конкретные модели или готовые наборы.
А мы свяжемся с производителями и обеспечим оперативную доставку инструмента.
Для жителей Сант-Петербурга и области возможен самовывоз товара со склада. Остальные регионы РФ обслуживаются через транспортные или собственную курьерскую службу «Металл Гирз».
Тип UNF
В третьей таблице ASME B 1 1 2003 на русском приводятся размеры резьбы мелкой унифицированной общего применения UNF:
| Типоразмер | Шаг (мм) | Витков на дюйм | D сверления (мм) | D наружный (мм) | D наружный (дюйм) |
| N 0-80 UNF | 0,317 | 80 | 1,25 | 1,524 | 0,06 |
| N 1-72 UNF | 0,353 | 72 | 1,55 | 1,854 | 0,073 |
| N 2-64 UNF | 0,397 | 64 | 1,9 | 2,184 | 0,068 |
| N 3-56 UNF | 0,453 | 56 | 2,15 | 2,515 | 0,099 |
| N 4-48 UNF | 0,529 | 48 | 2,4 | 2,845 | 0,112 |
| N 5-44 UNF | 0,577 | 44 | 2,7 | 3,175 | 0,125 |
| N 6-40 UNF | 0,635 | 40 | 2,95 | 3,505 | 0,138 |
| N 8-36 UNF | 0,705 | 36 | 3,5 | 4,166 | 0,164 |
| N 10-32 UNF | 0,794 | 32 | 4,1 | 4,826 | 0,19 |
| N 12-28 UNF | 0,907 | 28 | 4,7 | 5,486 | 0,216 |
| ¼”-28 UNF | 0,907 | 28 | 5,5 | 6,35 | 0,25 |
| 5/16”-24 UNF | 1,058 | 24 | 6,9 | 7,938 | 0,313 |
| 3/8”-24 UNF | 1,058 | 24 | 8,5 | 9,525 | 0,375 |
| 7/16”-20 UNF | 1,27 | 20 | 9,9 | 11,112 | 0,438 |
| ½”-20 UNF | 1,27 | 20 | 11,5 | 12,7 | 0,5 |
| 9/16”-18 UNF | 1,411 | 18 | 12,9 | 14,288 | 0,563 |
| 5/8”-18 UNF | 1,411 | 18 | 14,5 | 15,875 | 0,625 |
| ¾”-16 UNF | 1,587 | 16 | 17,5 | 19,05 | 0,75 |
| 7/8”-14 UNF | 1,814 | 14 | 20,4 | 22,225 | 0,875 |
| 1”-12 UNF | 2,117 | 12 | 23,25 | 25,4 | 1 |
| 1 1/8”-12 UNF | 2,117 | 12 | 26,5 | 28,575 | 1,125 |
| 1 ¼”-12 UNF | 2,117 | 12 | 29,5 | 31,75 | 1,25 |
| 1 3/8”-12 UNF | 2,117 | 12 | 32,75 | 34,925 | 1,375 |
| 1 ½”-12 UNF | 2,117 | 12 | 36 | 38,1 | 1,5 |
Аналог UNF резьбы существует в Великобритании, и носит аббревиатуру BSW. Мелкая цилиндрическая дюймовая резьба обеспечивает высокую прочность соединения и точную регулировку взаимного положения деталей. Поэтому UNF часто называют регулировочной резьбой, и применяют на гайках/болтах агрегатов, резьбовых адаптерах, переходных кранах и фитингах трубопроводов.
Основные правила нарезки
- Для правильной нарезки дюймовой или метрической резьбы необходимо придерживаться следующих рекомендаций:
- Точно подобрать сверло требуемого диаметра. Диаметры отверстий для нарезки резьб UNF и UNC указаны в таблицах выше.
- Просверлить отверстие строго под прямым углом к плоскости.
- Нарезку производить возвратно-поступательными движениями. После двух оборотов вперёд совершать оборот назад для удаления стружки.
- При наличии в комплекте двух или трех метчиков проход осуществлять строго по номерам – сначала черновым первым номером, затем вторым.
- Желательно использовать смазку для снижения силы трения.
Тип 8 TPI
Резьба мелкая унифицированная 8 TPI по спецификации ASME B 1 1 разработана для специальных областей применения, например, ответственных деталей токарных станков по дереву/металлу. Размерный ряд соответствует следующим значениям:
| Типоразмер | Шаг (мм) | Витков на дюйм | D сверления (мм) | D наружный (мм) | D наружный (дюйм) |
| 1 1/16”-8 UN | 3,175 | 8 | 23,9 | 26,988 | 1,063 |
| 1 1/8”-8 UN | 3,175 | 8 | 25,5 | 28,575 | 1,125 |
| 1 3/16”-8 UN | 3,175 | 8 | 27,1 | 30,162 | 1,187 |
| 1 1/4”-8 UN | 3,175 | 8 | 28,75 | 31,175 | 1,25 |
| 1 5/16”-8 UN | 3,175 | 8 | 30,3 | 33,338 | 1,313 |
| 1 3/8”-8 UN | 3,175 | 8 | 31,75 | 34,925 | 1,375 |
| 1 1/2”-8 UN | 3,175 | 8 | 35 | 38,1 | 1,5 |
| 1 5/8”-8 UN | 3,175 | 8 | 38 | 41,275 | 1,625 |
| 1 3/4”-8 UN | 3,175 | 8 | 41,5 | 44,45 | 1,75 |
| 1 7/8”-8 UN | 3,175 | 8 | 44,5 | 47,625 | 1,875 |
| 2”-8 UN | 3,175 | 8 | 47,75 | 50,8 | 2 |
| 2 1/8”-8 UN | 3,175 | 8 | 50,9 | 53,975 | 2,125 |
| 2 1/4”-8 UN | 3,175 | 8 | 54 | 57,15 | 2,25 |
| 2 3/8”-8 UN | 3,175 | 8 | 57,2 | 60,325 | 2,375 |
| 2 1/2”-8 UN | 3,175 | 8 | 60,4 | 63,5 | 2,5 |
Эту резьбу часто имеют оружейные детали и крепеж легковых авто с конвейеров США, Канады.
Определение и описание
UNF (Unifed national fine thread) – это цилиндрическая (параллельная) дюймовая резьба с мелким шагом по американскому стандарту ANSI / ASME B1.1. UNF является национальной унифицированной тонкой резьбой, широко распространенной в США и Канаде.
Американские резьбы представлены двумя сериями: UNC – производная от британского стандарта Whitworth с крупной резьбой, сопоставимой с метрической резьбой ISO, и UNF – с мелкой, аналогичной резьбе по старой спецификации SAE (Общество автомобильных инженеров США).
Тип 12 TPI
Следующая таблица ANSI B 1 1 на русском содержит размеры мелкой спецрезьбы унифицированного типа 12TP1:
| Типоразмер | Шаг (мм) | Витков на дюйм | D сверления | D наружный (мм) | D наружный (дюймы) |
| 1 1/16”-12-UN | 2,117 | 12 | 24,9 | 26,988 | 1,063 |
| 1 3/16”-12-UN | 2,117 | 12 | 28,1 | 30,162 | 1,187 |
| 1 5/16”-12-UN | 2,117 | 12 | 31,3 | 33,338 | 1,312 |
| 1 7/16”-12-UN | 2,117 | 12 | 34,5 | 36,512 | 1,437 |
| 1 5/8”-12-UN | 2,117 | 12 | 39,7 | 41,275 | 1,625 |
| 1 3/4”-12-UN | 2,117 | 12 | 42,4 | 44,45 | 1,75 |
| 1 7/8”-12-UN | 2,117 | 12 | 45,6 | 47,625 | 1,875 |
| 2”-12-UN | 2,117 | 12 | 48,75 | 50,8 | 2 |
| 2 1/8”-12-UN | 2,117 | 12 | 51,9 | 53,975 | 2,125 |
| 2 1/4”-12-UN | 2,117 | 12 | 55,1 | 57,15 | 2,25 |
| 2 3/8”-12-UN | 2,117 | 12 | 58,3 | 60,325 | 2,375 |
| 2 1/2”-12-UN | 2,117 | 12 | 61,5 | 63,5 | 2,5 |
В условном обозначении указывается диаметр наружный Dн, шаг TPI и тип резьбы UNC (крупная), UNF (мелкая) или UNEF (особо мелкая). Причем для малых диаметров до ¼ дюйма для обозначения размера используется целое число 0 … 12 без дробей с индексом N или # перед ним. Расшифровка производится по специальной таблице. Так как каждое число соответствует конкретному размеру.
Конструкция инструмента
Метчик UNF/UNC представляет собой винт со стружечными канавками и соответствующей заточкой переднего, заднего и других углов. Основными элементами инструмента являются режущая (заборная) и калибрующая части, канавки для удаления стружки. Режущая часть изготовлена из быстрорежущей марки стали или твердого сплава. Для ручного использования или установки в патрон имеется соответствующий хвостовик.
Достоинством инструмента является простота и технологичность конструкции, а также высокая точность нарезки и возможность работы за счет самоподачи. Сложностью является необходимость приложения больших сил резания и сил трения, трудности с удалением стружки.
В зависимости от конструкции метчики UNF/UNC подразделяются на:
- ручные или слесарные;
- машино-ручные;
- машинные;
- гаечные и другие.
Маркировка
Обозначение рассматриваемой резьбы включает буквенное указание, отражающий тип (UNC), и цифровой индекс, обозначающий диаметр (в дюймах). В некоторых случаях используются дополнительные обозначения. Они могут отражать шаг (через тире) и направление. Для небольших вариантов (менее 1/4’’) применяют особые маркировки. Это обусловлено их затрудненным измерением. Обозначения включают номера (от 0 до 12) и частоту витков (через тире). Для примера можно рассмотреть 1/4” – 20UNСх2 1/2”.
- 1/4 – диаметр (в данном случае наружное значение равно 6,35 мм, внутреннее – 5,35 мм).
- 20 – частота витков.
- UNC – тип.
- 2 1/2’’ – длина болта.
Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу. Мы привели таблицы, а также способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
После того, как ознакомитесь со статьей, можете прочитать про наши товары. уже 15 лет на российском рынке. За это время мы охватили практически все города страны.
Трубная резьба
Обособленная стандартная группа, регламентирующая соединение труб с использованием различного материала стенок. Трубная дюймовая резьба подразделяется на типы:
- цилиндрический тип;
- конический вид;
- резьба NPSM.
Цилиндрическая трубная резьба
Известна еще под наименованием резьбы Витворда. Применяется для цилиндрического соединения при помощи резьбы и для стыковки цилиндрической внутренней нарезки с наружной конической трубой.
Обозначение профиля формы – дюймовая резьба с профилем в виде треугольника с равными бедрами и углом вверху в 55º. Разрешается соединять трубы с наибольшим диаметром в 6 дюймов, а для труб большего дюймового размера применяют соединение с помощью сварки.
Коническая дюймовая трубная резьба
Нарезается на поверхности труб для конического соединения труб и для соединения цилиндрической резьбы внутри и конической резьбы снаружи. Использование герметичных прокладок обязательно, роль уплотнения частично играет резьба. Профиль обозначается как дюймовый тип с конусностью, при буквенном выражении индекса указывается ее расположение. R свидетельствует о наружной нарезке, Rc обозначает внутреннюю нарезку, а буквы LH ставят для левой резьбы.
Тип резьбового профиля NPSM
Такая нарезка витков делается в соответствии с американскими стандартами трубной резьбы, относится по расположению и типу к цилиндрической дюймовой. Определяется формой профиля в виде треугольника с вершиной в 60º и производится в размерах от 1/16 до 24 дюймов.
Этот вид не стоит путать с американским подвидом NPT, являющимся стандартным коническим соединением дюймовой нарезки для труб с требованиями повышенной надежности при работе с повышенным давлением и в сложных условиях эксплуатации.
Различия между трубной и метрической резьбой
Их не так много, наиболее заметным показателем, отличающим один вид от другого, служит форма профиля нарезки резьбового гребня. На вид он кажется острее, его угол при вершине составляет 55º.
Кроме формы профиля, отличием метрической нарезки от трубного дюймового варианта являеются измерительные параметры шага и диаметра. Метрические показатели измеряются в миллиметрах, а дюймовая резьба измеряется в дюймах. Но для выражения метрических показателей в дюймах используют нестандартное значение 2,54 см, а особый трубный дюйм, равный 3,324 см.
Детально исполненную таблицу с указанием соответствующих переводов из дюймов в миллиметры можно посмотреть в указанном ГОСТе. Кроме целых дюймовых показателей указаны и дробные значения. Кроме того, шаг считают не в миллиметрах, а в нитках, обозначающих нарезанные канавки на мерном дюймовом отрезке.
Определение шага происходит с применением рабочих инструментов:
- гребенков;
- калибров;
- механическими измерителями.
Измерения производятся по одинаковым правилам в метрической и дюймовой нарезке. Для начала используем муфту или штуцер с нарезанной наружной или внутренней резьбой, отталкиваясь от известных параметров. Вкручивают болт в резьбу и определяют плотность посадки. Если болт вошел плотно, то шаг и диаметр считают определенным. Если болт не соответствует, то пробуют применить болт другого калибра.
Удобнее использовать резьбомер, тогда работа происходит быстрее – достаточно приложить пластину к резьбе. На пластине инструмента указывается номер резьбы, которая считается определенной, если совпали профили. Штангенциркуль или микрометр применяется только для определения наружного и внутреннего диаметров.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
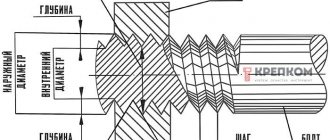
Основные параметры американской дюймовой резьбы
В технике, машиностроении, строительстве, применяется укрупненная американская резьба UNC, мелкая имеет маркировку UNF, а также очень мелкая стандарта UNEF. Они различаются количеством витков или ниток на один дюйм. Среди основных параметров, характеризующих эти резьбы, выделяют:
- Угол при вершине составляет 60 градусов, что соответствует аналогичному показателю у метрической резбы.
- Количество витков на 1 дюйм TPI, которое предлагается в виде 1”/ TPI в метрической резьбе этой величине соответствует шаг, измеряемый в миллиметрах.
- Наружный диаметр – самое дальнее расстояние между вершинами резьбовых гребней, лежащих друг напротив друга.
- Внутренний диаметр – аналогичное расстояние между впадинами резьбы.
- Направление – резьба может закручиваться вправо или влево.
- Профиль – разность межу наружным и внутренним диаметром указывает на высоту витка.
- Форма – американская дюймовая резьба бывает конического или цилиндрического типа.
Для удобства в работе есть необходимость перевести параметры дюймовой резьбы в метрические единицы. В этом поможет сведенная таблица размеров для каждого типа резьбы.
UNC
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы, мм | |
| дюймы | мм | миллиметры | ||||
| #1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,40 |
| #2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 | 0,45 |
| #3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| #4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
| #5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| #6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| #8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| #10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| #12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
| 1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
| 1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
| 2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
| 2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
| 2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
| 3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
| 3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
| 3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
| 3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
| 4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
UNF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |
UNEF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #12 | 5,49 | 32 | 5,49 | 4,97 | 4,63 | 0,79 |
| 1/4 | 6,35 | 32 | 6,35 | 5,83 | 5,49 | 0,79 |
| 5/16 | 7,94 | 32 | 7,94 | 7,42 | 7,08 | 0,79 |
| 3/8 | 9,53 | 32 | 9,53 | 9,01 | 8,67 | 0,79 |
| 7/16 | 11,1 | 28 | 11,11 | 10,52 | 10,13 | 0,91 |
| 1/2 | 12,7 | 28 | 12,70 | 12,11 | 11,72 | 0,91 |
| 9/16 | 14,3 | 24 | 14,29 | 13,60 | 13,14 | 1,06 |
| 5/8 | 15,9 | 24 | 15,88 | 15,19 | 14,73 | 1,06 |
| 11/16 | 17,5 | 24 | 17,46 | 16,77 | 16,32 | 1,06 |
| 3/4 | 19,1 | 20 | 19,05 | 18,22 | 17,68 | 1,27 |
| 13/16 | 20,6 | 20 | 20,64 | 19,81 | 19,26 | 1,27 |
| 7/8 | 22,2 | 20 | 22,23 | 21,40 | 20,85 | 1,27 |
| 15/16 | 23,8 | 20 | 23,81 | 22,99 | 22,44 | 1,27 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1 | 25,4 | 20 | 25,40 | 24,57 | 24,03 | 1,27 |
| 1 1/16 | 26,9 | 18 | 26,99 | 26,07 | 25,46 | 1,41 |
| 1 1/8 | 28,6 | 18 | 28,58 | 27,66 | 27,05 | 1,41 |
| 1 3/16 | 30,2 | 18 | 30,16 | 29,25 | 28,64 | 1,41 |
| 1 1/4 | 31,8 | 18 | 31,75 | 30,83 | 30,22 | 1,41 |
| 1 5/16 | 33,3 | 18 | 33,40 | 32,42 | 31,81 | 1,41 |
| 1 3/8 | 34,9 | 18 | 34,93 | 34,01 | 33,40 | 1,41 |
| 1 7/16 | 36,5 | 18 | 36,51 | 35,60 | 34,99 | 1,41 |
| 1 1/2 | 38,1 | 18 | 38,10 | 37,18 | 36,57 | 1,41 |
| 1 9/16 | 39,7 | 18 | 39,69 | 38,77 | 38,16 | 1,41 |
| 1 5/8 | 41,3 | 18 | 41,27 | 40,36 | 39,75 | 1,41 |
| 1 11/16 | 42,9 | 18 | 42,86 | 41,95 | 41,34 | 1,41 |
Если диаметр резьбы меньше 1/4 дюйма, то такой размер обозначается числами в диапазоне от 0 до 12, перед которым ставится символ # или №. Каждому такому диаметру дюймовой резьбы соответствует его значение в миллиметрах из таблицы.
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Технология нарезания
Резьбу UNC создают путем снятия части материала с поверхностей цилиндрических и конических заготовок. Это осуществляют на станках. В зависимости от типа применяют метчики и плашки (для внутреннего и наружного соответственно).
Хвостовик служит для монтажа в воротке или патроне станка. Рабочая часть подразделена на заборную и калибрующую. Первая осуществляет нарезание, вторая служит для калибровки. Режущие кромки сформированы продольными канавками, которые к тому же обеспечивают выход стружки. Ограниченные канавками режущие части называют режущими перьями.
На станках чаще всего применяют машинные варианты, однако для твердых и вязких материалов требуются специфические комплекты метчиков, включающие два либо три инструмента. Они отличаются по чистоте обработки и выполняют различный объем работ. Так, для комплекта из двух метчиков используется пропорция 75/25%, из трех – 60/30/10%. Конструктивно метчики одного набора отличаются длиной заборной части, которая наибольшая у чернового варианта. Для заготовок с поверхностью, прерванной канавкой либо пазом, применяют инструменты с числом канавок, не кратным количеству пазов, и с винтовыми канавками. Вторые также подходят для отверстий длиной от двух диаметров. При этом необходимо соответствие направления винтовой канавки нарезаемой резьбе. Специфические варианты представлены бесканавочными метчиками. Они рассчитаны на создание коротких сквозных резьб. Такие инструменты отличаются большей прочностью и лучшим качеством работ. Еще одна специфическая версия метчиков – с зубьями в шахматном порядке, рассчитанная на короткие сквозные резьбы на вязких материалах. Они сокращают трение, улучшают подвод смазочно-охлаждающей жидкости и стружкообразование. Метчики устанавливают аналогично плашкам либо в патроны для них. Скорость работ составляет 5-12 для стали и 6-22 м/с для прочих материалов. При нарезании требуется охлаждение маслом либо эмульсией.
Ввиду различной конфигурации на станках их монтируют в разные держатели. Так, для лерок применяются леркодержатели, представленные воротками в виде рамок с 2 рукоятками. Плашка находится внутри и фиксируется тремя винтами, входящими в углубления на ее боках. Клуппы для раздвижных вариантов выполнены в виде косых рамок с 2 рукоятками. Полуплашки размещают в отверстии, регулируя размер нажимным винтом.
Перед нарезанием резьбы поверхность заготовки обрабатывают. Для наружного соединения требуется обеспечить меньший ее диаметр по отношению к внешнему диаметру резьбы. Данная разница составляет примерно 0,1-0,3 мм в зависимости от размера соединения. На торце снимают фаску, соответствующую высоте профиля, для формирования захода. Плашку монтируют с держателем в гнезде головки либо пиноли задней бабки. Скорость работ определяется типом материала. Так, для стальных заготовок она равна 3-4, для чугунных – 2-3, для латунных – 10-15 м/мин.