Электрохимическая полировка – это процесс обработки поверхности детали путем погружения ее в кислотный раствор. Металлическое изделие подключается к положительно заряженному аноду, и через электролит пропускается ток с напряжением 10–20 В. В результате металл покрывается оксидной или гидроксидной пленкой, под которой происходит полировка путем сглаживания выступающих микронеровностей. Примерно такой же эффект дает химполировка, но здесь заготовки не подвергаются влиянию электрического тока.
Качество работы зависит от однородности материала. Полирование чистых металлов приводит к получению гладкого блестящего изделия. Полировка сложных сплавов не дает такого результата. По окончании работы обработанная поверхность повышает свою чистоту шероховатости на 2 класса.
Полирование деталей ведется только после их визуального осмотра. Не допускается наличие на них глубоких царапин или раковин, поскольку такие дефекты не устраняются в процессе полировки. Оптимальным вариантом является работа с цилиндрическими деталями. Плоские заготовки хуже поддаются полировке.
По окончании процедуры изделия приобретают ряд положительных качеств: у них увеличивается коррозионная стойкость, повышается прочность поверхностного слоя и понижается коэффициент трения.
Химическое и электрохимическое полирование металлов.
Электрохимическое и химическое полирование применяется как для декоративной обработки поверхности после нанесения покрытий, так и в процессе обработки деталей.
Электрохимическое полирование.
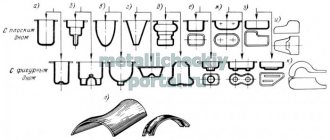
При электрохимическом полировании микрорельеф поверхности получается значительно более гладким, чем при механической обработке.
Покрытия, получаемые при электрохимическом полировании беспористые и мелкокристаллические, что способствует снижению коэффициента трения и позволяет придать деталям специальные оптические свойства. В процессе электрохимического полирования поверхность металла становится блестящей в результате различной скорости растворения микровыступов и углублений.
Эффект электрохимического полирования объясняется образованием на металле поверхностной тонкой оксидной пленки, предотвращающей травление. Толщина пленки неодинакова на микровыступах и микровпадинах, вследствие чего раствор при электрохимическом полировании сильнее действует на те участки, где пленка тоньше, т.е. на микровыступы.
Качество электрохимического полирования зависит от плотности тока, температуры электролита, состава раствора и времени электролиза.
Наибольшее распространение при электрохимическом полировании нашли электролиты на основе фосфорной кислоты, серной и хромовой. Для повышения вязкости растворов вводят глицерин, и метилцеллюлозу. В качестве ингибиторов травления в электролиты электрохимического полирования добавляют сульфоуреид, триэтаноламин и др.
Химическое полирование.
Химический способ полирования имеет много общего с электрохимическим. Возникновение блеска на поверхности деталей здесь, как и при электрохимическом полировании, также связан с наличием тонкой пленки, предотвращающей травление в углублениях металла.
Преимущественное растворение выступов при химическом полировании достигается как за счет их повышенной химической активности, так и вследствие большей скорости диффузии ионов металла и свежего электролита.
Электрохимическое полирование стальных деталей.
Сравнительная характеристика процессов электрохимического и химического полирования.
Основными преимуществами процесса электрохимического полирования являются высокая производительность, хорошее сцепление гальванических покрытий с электрополированной поверхностью, возможность исключить операцию обезжиривания, необходимую при механической полировке.
К недостаткам процесса электрохимического полирования относятся необходимость в частой смене электролитов из-за отсутствия универсального для различных металлов; необходимость механической полировки поверхности перед электрохимическим полированием; повышенный расход электроэнергии.
Преимущество химического полирования перед электрохимическим в том, что не требуется применение источников постоянного питания. Химическому полированию подвергаются в основном латунные или алюминиевые детали любой сложной конфигурации и размеров, которые не требуют зеркального блеска.
Недостатки химического полирования по сравнению с электрохимическим — меньший блеск, большая агрессивность растворов и их недолговечность.
Составы электролитов для химического и электрохимического полирования металлов.
Большинство электролитов для электрохимического полирования стали, основаны на смесях растворов ортофосфорной и серной кислот с добавкой хромового ангидрида.
Электролит электрохимического полирования с содержанием 500–1100г/л фосфорной кислоты, 250–550г/л серной и 30 г/л хромового ангидрида является универсальным для электрохимического полирования всех видов стали, включая 12Х18Н9Т. Режим электрохимического полирования: температура 60–80 0 С, плотность тока 15–80 А/дм 2 , время 1–10 минут.
Для электрохимического полирования стали 12Х18Н9Т возможно применять электролиты, содержащие ПАВ. Съем металла при электрохимическом полировании происходит интенсивнее в электролите: фосфорная кислота 730 г/л, серная – 580–725, триэтаноламин 4–6 г/л, катапин 0,5–1,0 при 60–80 0 С, плотность тока 20–50 А/дм 2 , время 3–5 минут.
Как происходит процесс электрополирования
Пластина из металла подсоединяется к катоду (-), а обрабатываемая деталь — к аноду (+). От источника питания постоянного тока создается низкое напряжение в кислой ванне. Происходит электрохимическая реакция, которая вызывает травление металла на аноде. Электрический заряд повышен на выступах – так удаляются заусенцы. Электрополирование убивает бактерии, улучшает антикоррозионную устойчивость металла.
Наилучшие результаты получаются при правильных соотношениях плотности напряжения, тока и использовании эффективного электролита.
Пример: электрополированные трубы на молокозаводе позволяют продлить время хранения конечного продукта, потому что уменьшается количество бактерий и вредных веществ в молоке, которые вызывают его скисание.
Способы полировки алюминия: пасты и электрополировка
Полировка алюминия в условиях промышленного производства. Полировка алюминия с помощью станка и специальной пасты. Самостоятельная полировка алюминия в домашних условиях. Химическая и электрохимическая обрабрка.
Полировка алюминия – это технический процесс, при котором изделиям возвращается первоначальный вид. Алюминий является достаточно мягким металлолом, и в процессе эксплуатации он часто подвергается царапинам и деформациям. Чтобы вернуть деталям сияние и гладкость покрытия, необходимо произвести полировку. В данной статье описываются не только все промышленные способы полировки алюминия, но и методы доведения поверхностей до зеркального блеска в домашних условиях.
Методы полировки нержавейки
Материал имеет в своем составе легирующие элементы, которые защищают от коррозии и образования нагара. Со временем на поверхности появляются царапины и потертости, а также окисления. При этом помогает полировка нержавейки. В данном случае при обработке достигаются высокие классы шероховатости.
Полировка нержавейки
Способы полировки нержавеющей стали
Шлифовка нержавейки может производиться в домашних условиях. При этом применяют несколько методов обработки. К распространенным способам относят:
- механическую;
- электрохимическую;
- электролитно-плазменную.
Механическая обработка
Полировку нержавеющей стали проводят при помощи материала, представленного зернами из абразивного материала. При обработке применяют круг, диск, валик, либо ленту.
В качестве абразива выступает различные пасты, растворы и суспензии для полировки. Материал может содержать в составе вещества, которые в комплексе с зернами абразива удаляют неровности на металлических поверхностях.
Данный тип обработки называют механическим.
В результате механических воздействий на поверхность металла образуются канавки и полосы с шероховатостью до 7 класса. При этом необходима дополнительная доработка нержавейки до 10 класса при помощи шлифовки.
Доработка нержавейки может производиться в быту без использования специальных приспособлений и инструментов. Данный вид полировки распространен в частных мастерских и гаражах. В условиях промышленных предприятий применяют следующие виды инструмента:
- ручные приспособления с электрическим и пневматическим приводом;
- станки для полировки и шлифовки;
- барабанные и вибрационные агрегаты;
- установки для обработки при помощи магнитного абразива.
Для чистового шлифования применяются абразивные материалы:
- жидкую полироль;
- пасту;
- суспензию.
В качестве основы в них содержатся минеральные масла, парафиновые и стеариновые добавки, их необходимо удалять после обработки при помощи растворителей.
Электрохимический способ
Химическая полировка представлена процессом удаления шероховатости при помощи упорядоченного движения заряженных частиц от одного электрода к другому.
Для метода применяют установки с ваннами, заполненными раствором электролита. Один из электродов подключают к отрицательному полюсу источника питания.
Погруженную заготовку нержавеющего металла подключают к положительной клемме источника питания.
При подаче постоянного тока на поверхности металла начинают образовываться заряженные ионы, которые затем перетекают к катоду. При освобождении частиц нержавки происходит сглаживание микровыступов. При обработке оператор может устанавливать глубину удаления металла при помощи настройки значения постоянного тока, а также временем протекания процесса.
Метод позволяет полировать детали со сложными геометрическими поверхностями. Удаляются неровности из мест с трудным доступом. Электролит имеет температуру до 90°С, плотность тока 0,5 А/см2, в составе содержатся неорганические кислоты: ортофосфорная и серная.
Электролитно- плазменное полирование
Способ основан на образовании поверх детали рубашки, представляющей собой парогазовую плазму. Это позволяет снимать неровности с поверхности металла. Аппараты для полировки нержавейки в домашних условиях работают в сети переменного тока при напряжении 400 В и температуре раствора электролита 90°С. Скорость удаления слоя металла — до 3 мкм за минуту.
К достоинства такого метода относят:
- применение безопасных веществ;
- минимальные затраты.
Средства для полировки
Шлифование нержавеющей стали производят при помощи ручного инструмента с электрическим приводом. В качестве дополнительных приспособлений применяются:
- круг из войлока или фетра, салфетка, а также диск;
- валик;
- абразивный лист, диск с абразивной основой;
- материалы нетканого изготовления;
- ленты для полирования.
Инструментом служат:
- шлифовальные машинки орбитального типа;
- болгарки с комплексом насадок;
- машинки ленточного типа;
- ленточник для прямого хода обработки;
- переносные шлифовальные машинки;
- напильники ленточного типа с возможностью поворота насадок.
Средства для полировки нержавейки
Периодичность ухода за внешним видом
Частота полировки нержавеющей стали зависит от возникновения на поверхности металла повреждений и потертостей. После обработки на нержавке образуется защитная пленка из атомов хрома, которая предотвращает коррозию и ржавление. При этом появляется матовый оттенок.
Для сохранения металлического блеска на поверхности металла запрещено применять пасты, содержащие крупный абразив, хлор. Повреждения на металле выявляются визуально.
Как отполировать нержавейку до зеркала в домашних условиях
Шлифовка нержавки в условиях частной мастерской до зеркального блеска считается доступной. Время обработки зависит от количества царапин на поверхности, а также наличия окислений металла. Химическое полирование не рекомендуется, так как может оказаться вредным для человека. Для обработки своими руками до блеска изделия необходимо:
- На шлифовальную машинку установить полировальный круг с мелким абразивом.
- Подобрать полироль для нержавеющей стали без воска, при этом в составе рекомендуется применять абразивные зерна минимального размера.
- Полироль налить на круг.
- Поднести аппарат к левому углу изделия.
- Подать питание на машинку путем нажатия на пусковую кнопку.
- Перемещать аппарат необходимо круговыми движениями.
- После полировки отключают питание, а затем при помощи ветоши устраняют остатки полироли затирая шероховатости.
Соблюдение технологии обработки нержавеющего металла поможет получить поверхность без шероховатости до 14 класса. При этом металл приобретает зеркальный блеск.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт, там Вы найдете множество информации о металлах, сплава и их обработке.
Способы полировки алюминия
Полировать алюминий необходимо ввиду физических и эргономических особенностей данного вида металла. В процессе постоянного использования изделия часто подвержены появлению сколов и царапин, образованию потерь остекления, окислению и исчезновению первоначального блеска. Чтобы вернуть деталям былой вид, их просто нужно отполировать.
На промышленном уровне широко известны такие методы полировки:
- химический и электрохимический;
- электрохимполировка;
- декоративное травление.
Данные способы полировки не подходят для использования в домашних условиях, так как подразумевают применение химических реагентов, опасных в рамках домашнего использования, а также специализированные машины по шлифовке металлических поверхностей.
Как обрабатывают алюминий и алиминиевые сплавы?
Алюминий – один из самых популярных металлов, из которых изготавливают множество разнообразных деталей. Он легкий, прочный, не поддается коррозии, к тому же, легко обрабатывается.
Обработка алюминия: виды и особенности
Обработка алюминиевых заготовок возможна несколькими способами, в зависимости от поставленных задач и желаемого результата. Чаще всего применяют:
- химическую полировку;
- электрохимическую шлифовку;
- химическое окисление.
Химическая полировка и ее особенности
Химическая полировка позволяет устранить практически любые видимые дефекты поверхности, при этом не повышая ее отражающие способности. Суть процедуры состоит в том, что алюминиевые детали погружают в емкость со специальным составом, под воздействием которого улучшается контур поверхности, неровности становятся менее заметными. Перед погрузкой в алкалиновый раствор все детали тщательно обезжириваются.
Выдерживают детали в растворе от одной до четырех минут. Температура раствора – 100 градусов по Цельсию. После выемки все детали тщательно промывают сначала в горячей, а потом в холодной воде.
Электрохимическая шлифовка и ее особенности
Чаще всего для электрохимической шлифовки алюминиевых заготовок применяется метод BRYTAL, суть которого заключается в том, что каждая деталь сначала обезжиривается, затем аккуратно промывается, после чего погружается в 80-ти градусный раствор, в составе которого присутствует карбонат натрия (15%) и тринатрий фосфат (5%).
Здесь важно оказать двойное воздействие: сначала в результате погружения заготовок в рабочий раствор на 20-30 секунд должен удалиться естественный слой алюминиевого окисла. После этого между катодом и анодом (в качестве которого и выступает алюминиевая деталь) пропускается 24-вольтный разряд, создавая таким образом некую поляризацию.
Анод при этом остается покрытым окисленным слоем, который, в свою очередь, со временем растворяется электролитом. На это ему требуется ориентировочно столько же времени, как и на создание, при этом толщина слоя не растет.
Обработанная таким образом каждая деталь затем просушивается. В результате получается достаточно тонкий окисленный слой. Сам по себе он выступает недостаточно сильной защитой, и часто требует последующего анодирования. В результате данного процесса поверхность заготовок приобретает светоотражающую поверхность, что ценится, например, при изготовлении параболических фар. Кроме того, такие изделия имеют высокий уровень защиты от износа.
Что нужно для полировки алюминия в домашних условиях
Для полировки также могут понадобиться:
- наждачка среднего или мелкого абразива;
- щетки с металлической щетиной;
- лак;
- спиртосодержащая жидкость;
- ветошь.
Лак необходим для финишного покрытия детали. Он повысит износостойкость и защиту алюминия от дальнейших повреждений.
Какую полироль выбрать
- Пасты не содержат аммиака, их состав не так агрессивен и опасен, как у растворов кислот в условиях промышленной полировки металлов.
- Эффективно воздействуют на царапины и другие дефекты на поверхности алюминия, возвращая деталям их первоначальный вид и блеск.
- После использования специальной пасты на поверхности деталей образуется защитный слой, который препятствует окислению на протяжении длительного периода.
Существует множество различных марок полиролей. Выбирать следует исходя из характера производимых работ, видов деталей и ценовой категории самой пасты.
Оборудование Электроплазменной полировки.
В комплект оборудования электроплазменной полировки входит:
- стальная ванна со специальным защитным кожухом и подъемным механизмом; этот слой защищает от паров, а механизм обеспечивает удобное и безопасное погружение металлоизделий;
- к ванне подключается трансформатор с определенным диапазоном мощности (диапазон подбирается в соответствии с производительностью установки, общей площадью полируемых поверхностей);
- дополнительно устанавливается стойка с элементом управления и датчиками контроля.
Установка допускает, как механическое, так и автоматическое управление. Обязательно комплектуется защитным реле, которое отключает оборудование в случае перегрева. Электроплазменная полировка нержавейки считается наиболее эффективной и безопасной.
Сама установка подключается к промышленной электросети с напряжением 380 В и стандартной частотой 50 Гц. Трансформатор имеет мощностью 400 кВт, что соответствует размеру погружаемых металлоконструкций. Ванна подключается к трубопроводу с проточной водой и системе подачи сжатого воздуха. Обязательно комплектуется вытяжкой. Вся установка по площади занимает место 10 м2.
- Под ЭПП не требуется специально заливать фундамент.
- Само устройство имеет простую систему управления.
Виды и преимущества латунных изделий
Изделия из латуни славятся своей долговечностью и износостойкостью при бережном уходе и правильном покрытии. Зачастую покрытием является нанесение верхнего защитного слоя непосредственно на сам металл. Выбор защитного слоя зависит напрямую от условий использования изделия. Если говорить о сооружениях или сантехнике, то материалами для покрытия в этом случае выступают цинк, алюминий, хром, никель и др. Также защитный слой может нести декоративную функцию, если речь идет об изделиях для интерьеров или предметах роскоши. Для этого латунные изделия производители могут посеребрить или позолотить способом напыления.
Ржавеет ли латунь — нет, не ржавеет. Важным преимуществом латуни (даже классического сплава без примесей и добавок) среди других металлов является то, что она не ржавеет, а лишь темнеет, теряет зеркальный блеск, окисляется. Поэтому этот металл широко применялся и применяется до сих пор для изготовления смесителей, тазов, ванн, пуговиц, посуды, орденов, медалей, статуэток, подсвечников, рамок для больших зеркал или картин, основ для стеклянных столов, разнообразных украшений и др.
Полировка латуни. Технология Gtool Group
В очередной раз клиент поставил перед нами задачу, и мы с готовностью принялись решать.
Итак, нужно полировать листовую латунь. Лист может быть разной площади. Для эксперимента нам выделили кусок размером +- 330х290 мм.
Вот так лист выглядел до обработки.
На поверхности много царапин, неизвестной глубины.
Приступаем к обработке.
Самым недорогим и доступным решением будет использовать УШМ с регулировкой оборотов и круги на липучке разной зернистости.
УШМ выбрали проверенную годами и многочисленными нашими клиентами — FINIMASTER от Cibo.
Сibo Finimaster
Мне лично очень нравится форма машинки - сзади она имеет «хвост», за который удобно держаться и меньше устают руки во время работы.
Для кругов на липучке я привык использовать мягкую опорную тарелку — 50099/1 (Velcro M)
Опорная тарелка d125 VELCRO М (Мягкая)
Она прекрасно работаем как по плоским, так и по скргуленным поверхностям и трубам, принимая их форму.
Круги на липучке будем использовать с оксидом алюминия АО.
Круги на липучке Deerfos АО
Это самые простые и недорогие круги, с мягкой бумажной основой. Плюс однослойная равномерная насыпка абразивного зерна позволяет получить очень качественный и равномерный финиш.
Первый круг самый важный. Нужно правильно подобрать абразивное зерно, чтобы оно за пару движений убирало царапины. При этом не взять слишком грубое, чтобы не пришлось после него долго выводить поверхность.
Начнем с зерна Р320.
Пробуйте начать всегда с более мелкого зерна, чем Вам кажется изначально. Если не устроит скорость, вы всегда сможете взять круг погрубее. Если результат устроит, то вы сэкономите пару шагов и время.
Рекомендуемая скорость - 3000 об/мин
Круги Р320 отлично справились с удалением царапин и оставили хорошее качество поверхности.
Лист после первого шага Р320
Теперь приступаем к понижению шероховатости. Шаг за шагом мы будем менять зернистость кругов и подготавливать поверхность к полировке.
Для получения гарантированного результата я предпочитаю не делать больших шагов и не пропускать зернистости. Поэтому дальше пойдут следующие круги:
Вот какой результат получаем после круга зернистостью Р2000.
После Р2000
Кстати именно благодаря новым кругам на липучке зернистостью Р1000-2000 от компании Deerfos мы смогли добиться такого результата.
Круги на липучке Deerfos P2000
Раньше в нашем ассортименте были круги только до Р800.
Большая плоская поверхность требует особого контроля качества обработки. Очень важно оставить деталь максимально ровной. Поэтому после обычной УШМ я использую орбитальную шлифовальную машину, которая работает всей плоскостью круга.
Bosch GEX 125-1 AE Professional
Я выбрал одну из самых недорогих машин от компании Bosch — Bosch GEX 125-1 AE Professional.
Машинка имеет регулировку оборотов 7000-12 000 об/мин. Это необходимая опция для решения нашей задачи.
Важный момент: ОШМ менее производительны в сравнении с УШМ, поэтому работая кругами на липучке я вернусь на два шага назад, чтобы гарантировано перекрыть риску от шлифовки машинкой.
Повторяем процедуру кругами на липучке Р1500 и Р2000.
Вот что получаем в итоге.
Поверхность после ОШМ Р2000
Выглядит уже здорово. Можно приступать к полировке.
Так как латунь металл мягкий, и проведена очень качественная подготовка, то полировать буду сразу пастой для цветных металлов и нержавейки 3M Marine 09019.
Полировальная паста 3M Marine 09019
Идеальным решением для этой пасты является мягкий полировальник 3М — Круг полировальный Finesse-it d125 мягкий фетровый.
Для первичной полировки используем снова УШМ Finiteasy с мягкой опорной тарелкой.
Полировка пастой 3М Marine (2000 об/мин)
В процессе полировки наблюдаем за тем как уходят риски от шлифовальных кругов. По мере необходимости добавляем пасту на круг и повторяем операцию.
Вот результат.
После первичной полировки.
Латунь уже отлично выглядит, но на поверхности остаются небольшие следуы от самого полировального круга и попавших в него частиц металла или грязи.
Для удаления этих дефектов снова воспользуемся ОШМ Bosch и применим паралоновый полировальный круг для ЛКП черного цвета. Такое сочетание превосходно - ОШМ имеет траекторию движения, следы от которой почти незаметны, а мягче такого круга ничего и быть не может. Наносим снова пасту 3М Marine и полируем деталь в течение пары минут (на низких оборотах - 7500 об/мин).
Полировка с помощью ОШМ.
После ОШМ на листе осталось немного пасты, которая замутняет блеск. Пасту нужно удалить.
Как оказалось, просто протереть латунь не выйдет - она сразу царапается.
Тогда я взял снова орбиталку и прилепил к ней небольшой кусок чистой ветоши.
Наносим на поверхность венскую известь Cibo (лучшее решение для удаления остатков полировальной пасты!) и снова на самых низких оборотах окончательно очищаем поверхность.
Удаление остатков полировальный пасты венской известью.
Все, теперь результат идеальный.
Окончательный результат.
Деталь имеет ровную поверхность, которая не искажает изображение и практически не осталось следов от механической полировки. Чего мы и добивались.
А вот видео процесса:
Самые актуальные новости в наших соцсетях и на нашем канале:
G Group Youtube
https://www.facebook.com/Gtoolgroup/
https://www.instagram.com/g.ru/