Оксидирование стали
Одной из важных задач по сохранению металлических конструкций является борьба с вредным воздействием окружающей среды. Повышенная влажность, наличие в воздухе химически активных элементов, способных разрушать целостность металла, особенно стали, приводит к ухудшению таких показателей как надёжность и прочность.
Для решения этой задачи готовые изделия покрывают различными видами защитных покрытий.
Оксидирование стали
Существуют различные методы повышения поверхностной устойчивости и антикоррозийности.
Одним из таких методов является создание на поверхности стали защитной плёнки, используя специальные способы обработки.
Понимание сущности назначения этого процесса требует ответа на вопрос — что такое оксидирование?
Сущность заключается в использовании свойств окислительно — восстановительной реакции, в результате чего на поверхности стали образуется защитная плёнка. Так же производится оксидирование стали.
Этот процесс позволяет решить следующие задачи:
- Защитить стальные конструкции от образования коррозии (особенно это актуально в современном строительстве, где применяются металлические конструкции).
- Ограничить воздействие агрессивных составляющих внешней среды (растворов кислот, щелочей, химических элементов, разрушающих целостность стали).
- Создать поверхностный слой, обладающий хорошими электроизоляционными характеристиками.
- Придать деталям, отдельным элементам, конструкции в целом оригинальные декоративные и эстетические свойства.
Оксидирование металла производится следующими методами:
- С применением химических реакций (химическое оксидирование стали).
- Использование электрохимических процессов (анодное оксидирование).
- Проведением термической обработки (термический метод).
- Создание низкотемпературной плазмы (плазменный метод).
- Лазерным (применяются специальные лазерные установки).
Анодированная сталь
Рассмотрим каждый метод подробнее.
Химическое оксидирование
Этот процесс предполагает обработку металлов растворами, смесями, расплавами химических элементов (такие окислы как окислы хрома).
Данное оксидирование позволяет провести так называемую пассивацию поверхности металла. Он предполагает создание в близком к поверхности слое металла неактивного (пассивного) образования.
Создаётся тонкий поверхностный слой, защищающий основную часть конструкции.
Технологически этот процесс реализовывается посредством опускания подготовленной металлической детали в раствор щёлочи или кислоты, заданного процентного соотношения.
Выдерживают его там определённое время, которое позволяет полностью провести окислительно — восстановительную реакцию. Затем деталь тщательно промывают, подвергают естественной сушке, окончательной обработке.
Химическое оксидирование стали
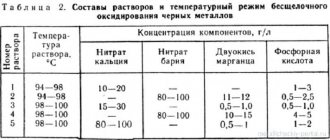
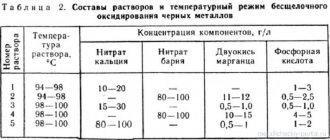
Для создания кислотной ванны применяют три вида химически активных кислот: соляную, азотную, ортофосорную. Ускорение протекания химической реакции стимулируют добавлением в раствор кислоты соединений марганца, калия, хрома. Реакция окисления протекает при температуре раствора в интервале от 30 °С до 100 °С.
Применение растворов на основе щелочных соединений позволяет использовать добавки соединений нитрата натрия и диоксида марганца. В этом случае температура раствора необходимо повышать до 180 °С, а с добавками и до 300 °С.
После проведенной процедуры деталь промывают и просушивают. Иногда для закрепления процесса химической реакции применяют бихромат калия.
Для увеличения срока сохранения образованной плёнки проводят химическое оксидирование с промасливанием. Иногда такой процесс называют химоксидирование.
При окончательном покрытии маслом получается надёжное покрытие от коррозии, обладающее эффектным высоко декоративным чёрным цветом.
Такой вид называется – электрохимическое оксидирование стали. Иногда его называют и анодное оксидирование стали. Также применяют термин анодирование. В его основу заложен химический процесс электролиза. Его можно проводить как в твёрдых, так и в жидких электролитах. Подготовленную заготовку помещают в ёмкость с оксидным раствором.
Протекание реакции электролиза возможно при создании разности потенциалов между двумя элементами.
Поверхность окисляемого изделия характеризуется положительным потенциалом. Из раствора выделяют химически активные элементы с отрицательным потенциалом. Взаимодействие разнополярных элементов и называется реакцией электролиза (в нашем случае анодирования).
Анодное оксидирование
Протекание реакции анодирования можно выполнить в домашних условиях. Требуется чётко выполнять условия техники безопасности. В реакции участвуют вредные реактивные жидкости и небезопасное напряжение.
Применение анодного оксидирования позволяет создавать защитные плёнки различной толщины. Создание толстых плёнок возможно благодаря применению раствора серной кислоты.
Тонкие плёнки получают в растворах борной или ортофосфорной кислоты. С помощью анодирования можно придать поверхностному слою металла красивые декоративные оттенки. С этой целью процесс проводят в органических кислотах. В качестве таких растворов применяют щавелевую, малеиновую, сульфосалициловую
Специальным процессом анодирования считается микродуговое оксидирование. Оно позволяет получать покрытия, обладающие высокими физическими и механическими характеристиками.
К ним относятся: защитные, изоляционные, декоративные, теплостойкие и антикоррозийные свойства. В этом случае оксидирование производится под действием переменного или импульсного тока в специальных ваннах заполненных электролитом.
Такими электролитами являются слабощелочные составы.
Анодное оксидирование в домашних условиях
Анодирование позволяет получить поверхностный слой, обладающий следующими свойствами:
- надёжное антикоррозионное покрытие;
- хорошие электрические изоляторы;
- тонкий, но стойкий поверхностный слой;
- оригинальную цветовую гамму.
К анодированию нержавеющей стали требуется специальный подход. Это связано с тем, что такая сталь считается нейтральным (инертным) сплавом. Поэтому на производстве при анодировании большого количества деталей применяют двух этапную процедуру.
На первом этапе анодирование нержавеющей стали производят совместно с другим, более подходящим для этого процесса металлом. Это может быть никель, медь, другой металл или сплав.
На втором этапе производят оксидирование непосредственно самой нержавеющей стали. Для упрощения процесса оксидирования сегодня ведутся разработки специальных добавок, так называемых пассивирующих паст. Эти составы ускоряют процесс реакции нержавеющей стали.
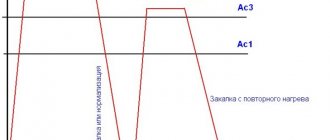
Согласно термину оксидирование происходит при относительно высоких температурах. Величина этого показателя зависит от марки стали. Например, процесс термического оксидирование обычной стали происходит в специальных печах.
Внутри создаётся температура, близкая к 350 °С. Класс легированных сталей подвергаются термическому оксидированию при более высоких температурах. Необходимо разогреть заготовку до 700 °С. Обработка продолжается в течение одного часа.
Этот процесс получил название воронение стали.
Воронение сталиСтальной пистолет после воронения
Плазменное оксидирование
Такое оксидирование проводят в среде с высокой концентрацией кислорода с помощью низкотемпературной плазмы. Плазма создаётся благодаря разрядам, возникающим при подаче токов высокой или сверхвысокой частоты.
Плазменное оксидирование используют для формирования оксидированных плёнок на достаточно небольших поверхностях.
В основном его применяют в электронике и микроэлектронике. С его помощью образуют слои на поверхности полупроводниковых соединений, так называемых p-n переходах. Такие плёнки используют в транзисторах, диодах (в том числе в туннельных диодах), интегральных микросхемах. Кроме этого она используется для повышения светочувствительного эффекта в фотокатодах.
https://www.youtube.com/watch?v=QlH5lBmQDD4
Плазменное оксидирование
Разновидностью плазменного оксидирования является оксидирование с применением высокотемпературной плазмы. Иногда её заменяют на дуговой разряд с повышением температуры до 430 °С и выше. Применение этой технологии позволяет значительно повысить качество образуемых покрытий.
Лазерное оксидирование
Эта технология достаточно сложна и требует специального оборудования. Для проведения оксидирования используют:
- импульсное лазерное излучение;
- непрерывное излучение.
В обоих случаях применяются лазерные установки инфракрасного диапазона. За счёт лазерного прогрева верхнего слоя материала удаётся получить достаточно стойкую защитную плёнку. Однако этот метод применяется только для поверхности небольшой площади.
Лазерное оксидирование
Оксидирование своими руками
Организовать процесс оксидирования небольших металлических изделий можно в домашней лаборатории. При точном соблюдении последовательности технологических операций добиваются качественного оксидирования.
Весь процесс следует разделить на три этапа:
- Подготовительный этап (включает подготовку необходимого оборудования, реактивов, самой детали).
- Этап непосредственного оксидирования.
- Завершающий этап (удаление вредных следов химического процесса).
На подготовительном этапе проводят следующие работы:
- Грубая зачистка поверхности (применяется щётка по металлу, наждачная бумага, полировочная машина с соответствующими дисками).
- Окончательная механическая полировка поверхности.
- Снятие жирового налёта и остатков полировки. Его называют декопирование. Он проводится в пяти процентном растворе серной кислоты. Время пребывания обрабатываемой детали в растворе равно одной минуте.
- Промывание детали. Эту процедуру проводят в тёплой кипячёной воде. Целесообразно её провести несколько раз.
- Завершающей операцией является так называемое пассирование. Вымытую после обработки деталь, помещают чистую кипячёную воду, в которой предварительно растворяют хозяйственное мыло. Этот раствор вместе с деталью подогревают и доводят до состояния кипения. Процедуру кипения продолжают в течение нескольких минут.
Оксидирование в домашних условиях
На этом предварительный этап заканчивается.
Основной этап оксидирования состоит из следующих операций:
- В нейтральную посуду (лучше с эмалированным покрытием), заливается вода. В ней растворяют около едкий натр. Объём вещества зависит от количества воды. Целесообразно получить раствор около 5 процентов.
- В полученный раствор полностью погружают обрабатываемую деталь.
- Раствор с погруженной деталью нагревают до 150 градусов. Практически это процесс кипячения. Он продолжается примерно два часа. Используя инструмент, проверяют качество процесса. Если необходимо время может быть увеличено.
На завершающем этапе с деталью производят следующие операции:
- Деталь извлекают из ванны с реактивом.
- Укладывают на ровную поверхность, дают её остыть естественным образом (без принудительного охлаждения). Желательно создать условия, ограничивающие контакт с окружающим воздухом.
- Визуально проверяют качество полученного оксидирования. Отсутствие непокрытых участков, плотность образованной плёнки, итоговый цвет.
Таким образом, проводить оксидирование можно и в домашних условиях. Главное, соблюдать указанные рекомендации.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Применяемые устройства и оборудование
В промышленных масштабах для анодирования стали применяют раствор серной кислоты, который обеспечивает высокую скорость процесса и наибольшую глубину проникновения. Современные установки представляют собой полностью автоматические линии с минимальным количеством персонала, роль которого сводится к контролю над рабочим процессом.
Все оборудование можно разделить на три вида:
- Основное. К нему относят ванну и катод. Емкость должна быть изготовлена из инертного материала, обладающего высокими теплоизоляционными свойствами – в этом случае электролит не будет слишком быстро нагреваться и прослужит намного дольше. Материал катода зависит от типа обрабатываемого металла. Например, для анодирования алюминия используют свинцовый лист, размер которого должен быть вдвое больше габаритов заготовки.
- Обслуживающее. Сюда относят узлы, которые отвечают за обеспечение работоспособности установки: приводные механизмы и устройства для передачи тока.
- Вспомогательное. Речь идет об оборудовании, на котором осуществляются работы по подготовке заготовок к анодированию. Сюда же относят механизмы для перемещения деталей и их складирования.
В процессе выбора подходящей установки необходимо принимать во внимание следующие особенности:
- Наиболее трудоемкими операциями являются погружение и выгрузка заготовки. Обращайте внимание на надежность и энергопотребление данных узлов.
- Производительность зависит от мощности энергетической установки. Как показывает практика, оптимальная мощность выпрямителя – 2,5 кВт. Наличие бесступенчатой регулировки уровня напряжения будет дополнительным преимуществом, облегчающим процесс анодирования стали.
Бесступенчатая регулировка будет после формирования защитного слоя средней толщины, когда для сохранения уровня тока будет необходимо плавно увеличивать напряжение.
- По кольцам емкости должны быть уставлены контактные площадки из гибкого материала. Лучше всего с этой задачей справятся элементы из меди.
Анодирование нержавеющей стали — Справочник металлиста
Одной из важных задач по сохранению металлических конструкций является борьба с вредным воздействием окружающей среды. Повышенная влажность, наличие в воздухе химически активных элементов, способных разрушать целостность металла, особенно стали, приводит к ухудшению таких показателей как надёжность и прочность.
Для решения этой задачи готовые изделия покрывают различными видами защитных покрытий.
Оксидирование стали
Существуют различные методы повышения поверхностной устойчивости и антикоррозийности.
Одним из таких методов является создание на поверхности стали защитной плёнки, используя специальные способы обработки.
Понимание сущности назначения этого процесса требует ответа на вопрос — что такое оксидирование?
Сущность заключается в использовании свойств окислительно — восстановительной реакции, в результате чего на поверхности стали образуется защитная плёнка. Так же производится оксидирование стали.
Этот процесс позволяет решить следующие задачи:
- Защитить стальные конструкции от образования коррозии (особенно это актуально в современном строительстве, где применяются металлические конструкции).
- Ограничить воздействие агрессивных составляющих внешней среды (растворов кислот, щелочей, химических элементов, разрушающих целостность стали).
- Создать поверхностный слой, обладающий хорошими электроизоляционными характеристиками.
- Придать деталям, отдельным элементам, конструкции в целом оригинальные декоративные и эстетические свойства.
Оксидирование металла производится следующими методами:
- С применением химических реакций (химическое оксидирование стали).
- Использование электрохимических процессов (анодное оксидирование).
- Проведением термической обработки (термический метод).
- Создание низкотемпературной плазмы (плазменный метод).
- Лазерным (применяются специальные лазерные установки).
Анодированная сталь
Рассмотрим каждый метод подробнее.
Анодное оксидирование
Такой вид называется – электрохимическое оксидирование стали. Иногда его называют и анодное оксидирование стали. Также применяют термин анодирование. В его основу заложен химический процесс электролиза. Его можно проводить как в твёрдых, так и в жидких электролитах. Подготовленную заготовку помещают в ёмкость с оксидным раствором.
Протекание реакции электролиза возможно при создании разности потенциалов между двумя элементами.
Поверхность окисляемого изделия характеризуется положительным потенциалом. Из раствора выделяют химически активные элементы с отрицательным потенциалом. Взаимодействие разнополярных элементов и называется реакцией электролиза (в нашем случае анодирования).
Анодное оксидирование
Протекание реакции анодирования можно выполнить в домашних условиях. Требуется чётко выполнять условия техники безопасности. В реакции участвуют вредные реактивные жидкости и небезопасное напряжение.
Применение анодного оксидирования позволяет создавать защитные плёнки различной толщины. Создание толстых плёнок возможно благодаря применению раствора серной кислоты.
Тонкие плёнки получают в растворах борной или ортофосфорной кислоты. С помощью анодирования можно придать поверхностному слою металла красивые декоративные оттенки. С этой целью процесс проводят в органических кислотах. В качестве таких растворов применяют щавелевую, малеиновую, сульфосалициловую
Специальным процессом анодирования считается микродуговое оксидирование. Оно позволяет получать покрытия, обладающие высокими физическими и механическими характеристиками.
К ним относятся: защитные, изоляционные, декоративные, теплостойкие и антикоррозийные свойства. В этом случае оксидирование производится под действием переменного или импульсного тока в специальных ваннах заполненных электролитом.
Такими электролитами являются слабощелочные составы.
Анодное оксидирование в домашних условиях
Анодирование позволяет получить поверхностный слой, обладающий следующими свойствами:
- надёжное антикоррозионное покрытие;
- хорошие электрические изоляторы;
- тонкий, но стойкий поверхностный слой;
- оригинальную цветовую гамму.
К анодированию нержавеющей стали требуется специальный подход. Это связано с тем, что такая сталь считается нейтральным (инертным) сплавом. Поэтому на производстве при анодировании большого количества деталей применяют двух этапную процедуру.
На первом этапе анодирование нержавеющей стали производят совместно с другим, более подходящим для этого процесса металлом. Это может быть никель, медь, другой металл или сплав.
На втором этапе производят оксидирование непосредственно самой нержавеющей стали. Для упрощения процесса оксидирования сегодня ведутся разработки специальных добавок, так называемых пассивирующих паст. Эти составы ускоряют процесс реакции нержавеющей стали.
Термическое оксидирование
Согласно термину оксидирование происходит при относительно высоких температурах. Величина этого показателя зависит от марки стали. Например, процесс термического оксидирование обычной стали происходит в специальных печах.
Внутри создаётся температура, близкая к 350 °С. Класс легированных сталей подвергаются термическому оксидированию при более высоких температурах. Необходимо разогреть заготовку до 700 °С. Обработка продолжается в течение одного часа.
Этот процесс получил название воронение стали.
Воронение сталиСтальной пистолет после воронения
Как анодировать металл в домашних условиях?
У многих красивое и непонятное слово «анодирование» ассоциируется со сложным физико-химическими технологиями, лабораторными условиями и прочей научной атрибутикой. Мало кто знает, что этот полезный и несложный процесс можно провести при помощи подручных средств: сделать анодирование титана и других металлов реально даже в домашних условиях. Но что это такое, и зачем это нужно для металла?
Анодирование нержавеющей стали
Одной из важных задач по сохранению металлических конструкций является борьба с вредным воздействием окружающей среды. Повышенная влажность, наличие в воздухе химически активных элементов, способных разрушать целостность металла, особенно стали, приводит к ухудшению таких показателей как надёжность и прочность.
Для решения этой задачи готовые изделия покрывают различными видами защитных покрытий.
Оксидирование стали
Существуют различные методы повышения поверхностной устойчивости и антикоррозийности.
Одним из таких методов является создание на поверхности стали защитной плёнки, используя специальные способы обработки.
Понимание сущности назначения этого процесса требует ответа на вопрос — что такое оксидирование?
Сущность заключается в использовании свойств окислительно — восстановительной реакции, в результате чего на поверхности стали образуется защитная плёнка. Так же производится оксидирование стали.
Этот процесс позволяет решить следующие задачи:
- Защитить стальные конструкции от образования коррозии (особенно это актуально в современном строительстве, где применяются металлические конструкции).
- Ограничить воздействие агрессивных составляющих внешней среды (растворов кислот, щелочей, химических элементов, разрушающих целостность стали).
- Создать поверхностный слой, обладающий хорошими электроизоляционными характеристиками.
- Придать деталям, отдельным элементам, конструкции в целом оригинальные декоративные и эстетические свойства.
Оксидирование металла производится следующими методами:
- С применением химических реакций (химическое оксидирование стали).
- Использование электрохимических процессов (анодное оксидирование).
- Проведением термической обработки (термический метод).
- Создание низкотемпературной плазмы (плазменный метод).
- Лазерным (применяются специальные лазерные установки).
Анодированная сталь
Рассмотрим каждый метод подробнее.
Применение травления
Процесс травления широко применим на производстве во время очистки верхних слоев стали от сварных швов, окалин, окислов и ржавчин. Используется во время поиска внутренних дефектов путем снятия верхнего слоя заготовки либо для изучения структуры металла.
Эта процедура обеспечивает зачистку материала, благодаря чему увеличивается адгезия верхнего слоя. Это необходимо для успешного соединения металлической заготовки с другой поверхностью, после чего наносится покрасочный, эмалированный, гальванический слой или другое защитное покрытие.
Такой вид обработки обеспечивает не только быструю очистку заготовки, но и создаёт на верхнем слое металла заданный рисунок. С помощью травления можно вырезать канал любой толщины или оформить сложное изображение. Также возможна обработка крупных заготовок и проката. Можно легко регулировать глубину обработки до микронов, благодаря чему удастся обработать поверхность со сложными участками и мелкими пазами. Процедура применяется в проведении анализа, определяющего образование межкристаллической коррозии у нержавеющей стали.
Кроме этого данный процесс широко используется во время обработки углеродистых, низколегированных и высоколегированных сталей, цветных металлов и титана. Эта технология незаменима во время обработки мелких металлических деталей, шестеренок наручных часов. С помощью неё изготавливаются полупроводниковые микросхемы и печатные платы в электронике. Этот способ обработки обеспечивает образование токопроводящего канала на микросхемах. В авиастроении травление играет важную роль, так как с помощью этого процесса уменьшается толщина металлических листов, благодаря чему снижается вес самолёта. В нанесении рисунков и надписей данная операция также играет большую роль. Травление производит рельефное изображение, полученное путем разрушения металлической поверхности согласно определенным шаблонам. В быту операция способствует очистке трубопровода.
Проблематика оксидирования нержавеющей стали
Представленная в данной статье информация будет полезна для материаловедов, технологов и инженеров, задействованных в области обработки и изучения свойств металлов.
Получение декоративных покрытий все чаще находит применение в различных отраслях машиностроения, автомобилестроения, в производстве предметов быта.
Рассмотрим один из самых затребованных способов создания пленки — оксидирование нержавеющей стали.
Термины, определения, виды оксидирования нержавеющей стали
По определению под этим термином понимают создание пленки из оксидов на поверхности нержавеющей стали вследствие реакций окислительно-восстановительного характера.
Помимо защитной функции, декоративной отделки, применение этого процесса задействовано при необходимости создания диэлектрических слоев и изменения поверхностных физических процессов происходящих в среде высоких магнитных и электрических полей.
В зависимости от того каким способом было получено оксидирование различают:
- Термический процесс
- Химическое воздействие
- Электрохимический процесс
- Плазменное оксидирование
Рассмотрим эти процессы более подробно.
Термический процесс
Термический процесс оксидирования заключается в обработке металла при определенных температурах в среде кислорода или водяного пара. Низколегированные стали и железо при таком воздействии получают пленку, называемую воронением. Температура для воронения составляет 300-350 градусов Цельсия. Для высоколегированных и высоко хромистых сталей этот показатель вырастает до 700 градусов.
Интересная информация: воронение нержавеющей стали в домашних условиях вполне под силу каждому. Для этого существует несколько способов. Любому способу должны предшествовать шлифовка металла и его обезжиривание. Окунаем деталь или изделие в масло. Оно может быть оливковым, машинным, а лучше всего оружейным.
Убедившись в равномерности нанесения и попадания масла в труднодоступные места, вынимаем заготовку и даем стечь маслу. После этого начинаем нагрев паяльной лампой. Чем ниже скорость нагрева, тем выше вероятность полного удаления легких фракций, получения равномерного слоя воронения. После преодоления порога в 400 градусов на поверхности появляется характерный черный окрас.
По окончании необходимо произвести полировку мягкими войлоками и пастой.
Электрохимическое оксидирование
Электрохимическое оксидирование нержавеющих сталей способ, который нашел широкое распространение в промышленности. Заключается он в том, что детали подвешиваются на специальные держатели.
На этом приспособлении они опускаются в раствор с щелочью, после чего ванна, в котором он находится, присоединяется к отрицательному катоду. Детали подсоединяются к положительному аноду.
При пропускании постоянного тока, согласно курсу физики, происходят процессы электролиза, сопровождающиеся повышением температуры. Скорость нанесения и толщина появляющейся пленки зависит от множества факторов. Основные влияющие факторы:
- Плотность протекающего тока.
- Электропроводность раствора, в который помещены детали
- Температура электролита
- Геометрия и конфигурация детали
Интересный факт: в конце предыдущего десятилетия один из гигантов японского автопроизводителя использовал гальваническое чернение нержавеющей стали кузова своих авто. Исследования показали, что в районе перегибов крыши в стойки оксидированный слой имел недостаточную толщину.
Долгие изыскания по изменению места крепления электродов к кузову, изменение плотности тока, времени воздействия не приводили к ожидаемому результату.
Лишь поменяв электропроводность щелочного раствора, внеся специальные добавки, слой стал равномерным и достаточным для уровня качества предприятия.
Сложная геометрия, острые углы, изогнутые формы в контурах детали приводят к различию потенциалов, возникающих на поверхности нержавеющей стали и соответственно приводят к разности толщин пленки. Для таких деталей целесообразно использование предыдущего метода оксидирования.
Сложности работы по чернению, связанные с нержавеющей сталью
Все описанные выше способы идеально подходят для черных сплавов и мало легированных сталей. Требуется особый подход, комплекс мероприятий для чернения нержавеющей стали, как условно инертного сплава. Разрозненные данные в литературе о прямом чернении нержавеющей стали противоречивы и на практике не всегда срабатывают.
В производственных масштабах принято решать этот вопрос двухэтапным подходом. Первый этап анодирование нержавеющей стали другим, более склонным к оксидированию металлом. В основном это никель, реже медь. Второй этап оксидирование полученной поверхности.
Химиками многих стран ведется разработка специальных пассивирующих паст, составов для чернения нержавеющих сталей, способных склонять их к оксидированию.
Для нанесения декоративной пленки, неработающей при перепаде температур, на поверхности, не испытывающей больших механических нагрузок, можно применить следующий способ оксидирования:
- Травление в 10% растворе щавелевой кислоты
- Промывка и обработка в 1% растворе сульфида натрия до необходимой степени чернения
- Промасливание образца из нержавеющей стали.
Исходя из представленной информации, можно сделать вывод, что использование чернения для нержавеющей стали носит характер коммерческого декоративного покрытия.
Использование оксидирования для достижения более высоких характеристик металла неоправданно и не может быть гарантированно.
Для получения пленок защитного характера, расширяющих область применения нержавеющих сталей, стоит рассматривать другие способы и методы.
Опасные моменты
При использовании кислот в качестве электролита необходимо строго соблюдать правила техники безопасности. Пренебрежение ими может привести к несчастным случаям:
- При попадании на кожу из-за того, что используется разбавленный препарат, возможны небольшие ожоги. Но для глаз такая концентрация опасна, поэтому не следует пренебрегать защитными очками и перчатками.
- Под воздействием тока выделяются кислородные и водородные пары, которые при смешивании образуют гремучий газ. Работая в плохо вентилируемом помещении, можно получить взрыв от любой искры, который может привести к смертельному исходу.
Соблюдая технику безопасности и этапы технологической обработки, можно получать прочные красивые вещи: хромировать автомобильные диски, создавать ювелирные украшения «под золото», добавлять прочности деталям бытовых механизмов в зависимости от применяемых технологий.
Источник
Откуда появился сам термин
При электрохимическом создание оксидной плёнки на поверхности металлов деталь/изделие опускают в ванну с электролитом. Чаще всего это раствор кислоты. Электролиты электропроводны (что ясно из самого названия). Когда через раствор пропускают постоянный ток (это важно, чтобы ток постоянно шёл в одном направлении!), на катоде выделяется водород, а на аноде – кислород, с помощью которого образуется оксидный, то есть окисленный целенаправленно, слой с заранее заданными свойствами, зависящими от силы тока и концентрации раствора кислоты. А так как эта деталь в системе «катод-электролит-деталь» является анодом, то и создание защитной плёнки назвали «анодированием». Или «оксидированием».
Варьируя силу тока и использование специальных добавок-присадок, можно добиться практически любой окраски анодированного покрытия.