Характеристики стали
Сталь 12Х18Н10Т обладает уникальными характеристиками. Поскольку это сочетается с вполне доступной ценой, то это делает ее в своем роде незаменимой. Сварка стали 12Х18Н10Т осуществляется при производстве различных работ. Нержавейка, как называют эту марку, имеет высокую прочность и экологическую чистоту. Такие качества обеспечивает многообразие химических элементов, которые входят в ее состав.
Наибольший процент содержания в ней составляет железо. Хром обеспечивает высокое сопротивление образованию коррозии, а никель — негативному воздействию кислот и щелочей. Наличие титана и кремния ведет к образованию феррита, который убирает возможность образования коррозии в сварочных швах.
Характерными являются механические свойства стали этой марки, которые претерпевают изменения при закалке повышенными температурами, что в принципе рекомендуется. Такие характеристики, как ударная вязкость и жаростойкость расширяют сферу ее применения.
Если применять соответствующие электроды для 12Х18Н10Т, то становится возможным сваривать такие изделия, как:
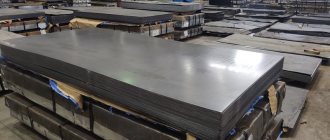
- листы различной толщины — горячекатаные и холоднокатаные;
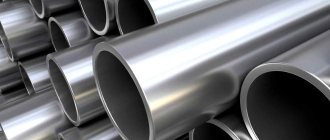
- трубы, не только круглые, но и профильные с различными сечениями;
- швеллера;
- уголки;
- шлифованные и калиброванные прутки;
- полосы и ленты;
- круги;
- термообработанную проволоку;
- мелкие капиллярные трубки;
- поковки;
- заготовки кованные.
Сталь 12Х18Н10Т может применяться для особо ответственных конструкций. Экологическая чистота позволяет использовать ее для бесшовных труб, участвующих в производстве пищевых продуктов и их переработке, а также в нефтехимической и газовой промышленности.
12Х18Н10Т электроды для сварки этого вида стали, должны иметь состав, близкий к составу нержавейки.
Особенности марки
Прежде чем мы приступим к подробному описанию сварки, ознакомьтесь с некоторыми особенностями нержавеющей стали марки 12х18н10т.
Главное, что вам необходимо знать — нержавеющая сталь крайне склонна к образованию межкристаллической коррозии. Даже несмотря на то, что общая устойчивость к образованию коррозии достаточно высока. Но есть одна хорошая новость. Межкристаллическая коррозия образовывается только в случае прокалки металла в печи. Достаточно температуры в 500 градусов, чтобы структура нержавеющей стали изменилась и повысилась вероятность коррозии.
Производители это прекрасно понимают, и поэтому добавляют к нержавеющей стали легирующие элементы. В случае с нашей маркой 12х18н10т это титан. Об этом свидетельствует буква «Т» в конце маркировки. Перед сваркой узнайте точную маркировку стали и убедитесь, что в ее составе есть легирующие элементы. Помимо титана используется ниобий, в маркировке он обозначается буквой «Б».
Электроды
Электроды для стали 12Х18Н10Т предназначаются для сварки хромоникелевых сталей. Эти расходники можно применять для соединения изделий в любых пространственных положениях. В качестве необходимых режимов выбирается обратная полярность и постоянный ток. Выбор переменного тока, в принципе возможен, но не всегда это является целесообразным. Погонная энергия, то есть скорость передачи тока от дуги к металлу, должна иметь минимальное значение.
Швы рекомендуется формировать небольшого сечения. Для этого следует использовать сварочную проволоку диаметром до трех миллиметров.
Электроды для сварки 12Х18Н10Т обладают следующими достоинствами:
- стабильность горения дуги;
- небольшое разбрызгивание металла;
- нормальное формирование шва;
- легкое отделение шлака от поверхности.
Поскольку электропроводность нержавеющей стали невысока, то вылет электрода должен быть небольшим. Можно применять различные технологии для сварочного процесса, например, такие, как сварка полуавтоматом в среде защитных газов, контактная сварка. В качестве защитного газа лучше всего использовать аргон.
Существует большой выбор различных видов расходных материалов, представляющих собой электроды для сварки нержавеющей стали 12Х18Н10Т. Имеются различия в зависимости от того, какой вид тока выбран.
Варианты сварки нержавеющей стали, госты, методы
ГОСТ 14771-76 Дуговая сварка в защитном газе. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Так же следует отметить такие методы сварки как: точечная, роликовая, лазерная, высокочастотная, сварка сопротивления и другие.
Итак, следующий этап это обработка сварных швов. Поверхность сварного соединения нержавеющей стали образует пористый оксидный слой, который в своем составе содержит хром. Этот слой способствует значительному ослаблению стойкости к воздействию коррозии. Поверхность оксидного слоя возникает из стали, после чего под оксидным слоем образуется т.н. с низким содержанием хрома. Когда есть необходимость увеличить стойкость сварного соединения к коррозии, то оксидный слой и слой с низким содержанием хрома необходимо удалить. Этот процесс осуществляется с помощью термообработки, в данном случае термообработка способна выполнять растворение внутри стальной конструкции, благодаря этому процессу сглаживаются все возможные отличия присадочных материалов. Необходимо знать то, что разрешается использовать только те принадлежности, которые предназначены для обработки нержавейки, это могут быть: ленты и круги для шлифовки, щетки для обработки нержавеющего проката, дроби из нержавеющей стали.
Обработка сварных швов
Эффективным методом обработки сварных швов является травление. Если правильно выполнить метод травления, то это позволит качественно устранить оксидный слой и зону с низким содержанием хрома. Обработка по этому методу выполнения путем покрытия, погружения или наружного нанесения пасты, все зависит от условий. В основном, при травлении используют смешанные кислоты (азотная кислота/плавиковая кислота) в пропорциях 8 – 20% азотной кислоты и 0,5 – 5% плавиковой кислоты, с добавлением H2O (вода). Время травления зависит не только от концентрации кислот, но и от температуры, сорта проката и толщины окалины (кислотоупорный прокат по сравнению с нержавеющим прокатом требует продолжительной обработки). После метода травления конструкция становится стойкой к воздействию коррозии.
Мы ознакомились с основными методами сварки нержавейки и теперь можно смело поговорить о специальных требованиях по сварке при изготовлении нержавейки. При подготовке вышеперечисленных сплавов и сталей, нужно учитывать специальные требования и основные особенности:
Сварные конструкции МКК и основного металла в зоне около шва, могут подвергшейся сварке до температуры 450 – 650 градусов; Если образуются кристаллизационные трещины, то это является следствием образования аустенитной структуры металла шва; Охрупчивание может происходить в температурных диапазонах от 350 – 550 градусов из-за высокого содержания феррита и в диапазонах 550 – 850 градусов, при возникновении стигматизации. Например, охрупчивание сварных швов может возникнуть в процессе штамповки горячих днищ, в случае если сварка происходит с применением присадочных материалов, которые дают чрезмерное содержание феррита. Для того чтобы избежать охрупчивания сварочных соединений в процессе обработки, следует ограничить содержание феррита в пределах 8 – 10%. Усиленное коробление сварных конструкций, несет за собой следствие низкой теплопроводности и коэффициент термического расширения, который больше в 1,5 раз в сравнении с углекислыми сталями;
Увеличение длины прихваток и уменьшение расстояния между ними в сравнении с соединениями низколегированных сталей, сварных соединений и из-за большого коэффициента линейного расширения; Если в структуре металла шва есть наличие феррита, то при температуре ниже 100 градусов снижается его пластичность и охрупчивание;
Чтобы увеличить стойкость сварных соединений к воздействию коррозии необходимо:
Использовать стали и присадочные материалы, содержащие минимальное количество углерода; Добавлять в легированную сталь другие вспомогательные элементы (титан, ниобий, никель); Применять стабилизирующий отжиг от 870 до 900 градусов, выдерживать от двух до трех часов и охлаждать на воздухе.
Уменьшить перегрев нержавеющей стали и обеспечить оптимальные механические свойства для стойкости к внешним факторам можно благодаря сварке соединений на максимально высокой скорости. Каждый последующий проход сварки нужно выполнять после охлаждения и тщательной зачистки конструкции.
Повышение коррозийной стойкости сварных соединений
Если вы будите соблюдать следующие требования, то сможете обеспечить повышение коррозийной стойкости сварных соединений:
Все внешние швы заваривают в последнюю очередь, а в случаях двусторонней сварки выполняется третий облицовочный шов, который обращен к внешней среде. Если такая возможность отсутствует, то следует принимать все необходимые меры чтобы уменьшить нагрев металла первого слоя. Чтобы не допускать нагревания металла сварку следует вести на максимально высокой скорости с применением минимальных токов. Для того чтобы устранить горячие трещины при сварке, нужно применить присадочные материалы, которые образуют сварные швы, эти швы обладают аустенитно-ферритной структурой и содержат ферритную фазу более 2%.
Если необходимо предотвратить горячие трещины в соединениях толщиной 10 мм и более, то рекомендуется сделать следующее:
Метод ручной дуговой сварки выполнять при минимальной длине дуги; Сварку под флюсом выполнять на низкой скорости с минимальными подходами; Тщательно выполнить шлифовку или заправить все кратеры. Запрещается выводить все кратеры на основной металл. В том случае, если произошел обрыв дуги, то необходимо убедиться в отсутствии горячей трещины, если же обнаружили трещину, то кратер необходимо удалить механическим методом; Сварку соединений большой толщины выполнять с помощью электродов, которые обеспечивают повышенную стойкость металла к горячим трещинам (но при этом слабую стойкость к коррозии) К сварке стабильно аустенитных сталей допускаются только те сварщики, которые уже имеют опыт и навыки по борьбе с горячими трещинами.
Что нужно знать, чтобы уменьшить сварочные деформации: Рекомендуется производить процесс сварки на скоростных режимах, с короткой дугой и с минимальными токами; Для ручной сварки следует разделить швы на отдельные участки и выполнять сварки в последовательности, для того чтобы обеспечить минимальное коробление; Чтобы избежать трещин в зоне термического влияния, необходимо обвить шлак при температуре 100 -150 градусов; Метод ручной дуговой сварки нержавеющей стали выполняют на короткой дуге без использования поперечных колебаний электрода. Нержавеющая фурнитура нержавейка для ограждений.
Электроды для нержавейки при постоянном токе
Одна из наиболее популярных марок — ЦЛ-11. Эти электроды имеют основное покрытие, и могут использоваться для сварки сталей, обладающих повышенной прочностью. Также с успехом они применяются для сваривания изделий из хромоникелевой стали. Преимущество этих электродов состоит в том, что шов, созданный с их помощью, обладает прочностью и пластичностью.
Для соединений в изделиях, которые будут эксплуатироваться при повышенных температурах, следует выбирать электроды марки ОЗЛ-8. Диапазон размеров таких электродов — 3,0; 4,0; 5,0 миллиметров. Для сваривания изделий, применяемых в пищевой промышленности, подойдут электроды НЖ-13.
Преимущество состоит в том, что образуется тонкая корка шлака, которая отпадает самостоятельно. Электроды марки ЗИО-8, имеющие рутилово-основное покрытие, используются для сталей, обладающих жаростойкостью. Электроды НИИ-48Г применяются для осуществления работ с конструкциями, имеющими ответственное назначение. Для изделий, которые будут эксплуатироваться в среде с фосфорной или серной кислотой, выбор следует сделать пользу электродов марки ОЗЛ-17У.
Электроды для сварки жаростойких и жаропрочных сталей и сплавов
Электроды этой группы обеспечивают получение сварных соединений с требуемой жаростойкостью и/или жаропрочностью. Жаростойкими сварными соединениями являются соединения, обладающие высокой стойкостью против химического разрушения поверхности в газовых средах при температурах свыше 550-6000С. Жаропрочными сварными соединениями являются соединения, работающие при этих температурах в нагруженном состоянии в течение определенного времени (жаропрочные соединения должны обладать при этом достаточной жаростойкостью).
Некоторые марки электродов, предназначенные для сварки жаростойких и/или жаропрочных материалов, используются для сварки коррозионно-стойких и разнородных сталей и сплавов.
Подведём итоги
В нашей статье изложен материал об известных способах сварки нержавеющей стали с маркировкой 12х18н10т. Каждый год технологии расширяются и прогресс движется вперед.
Неизменным остается одно: для высококачественных изделий и швов нужно обладать большим опытом и придерживаться всех сварочных процессов. Немаловажным будет и наличие профессионального оборудования для сварки.
Если Вы только начинаете разбираться в сварочном деле, вам не стоит переживать. Сначала у вас не выйдет получать прочное соединение, это вполне нормально. По мере развития вы будете совершенствовать свои навыки.
Через год или два получится варить сложные металлоконструкции. Уже имеете опыт сваривания с нержавеющей стали с маркировкой 12х18н10т или другими металлами? Напишите нам об этом в комментариях. Желаем успехов!
Полезные советы
Несколько рекомендаций от профессионалов.
- Если температурный режим сварочного процесса повышается более +500С, то высока вероятность, что на участке сварного шва появятся трещины кристаллизационного типа. А это сильно ослабит прочность и надежность конструкции.
- В диапазоне температурного режима сварки от +350С до +500С показатель пластичности сплава снижается, что обязательно приведет к хрупкости металла.
- Чтобы качество сварного соединения было высоким, нужно предварительно нагреть заготовки из нержавейки до +1200С, после чего охладить их естественным способом. Длительность охлаждения – 3 часа.
- Оптимально, если сам сварочный процесс проводить быстро. Нельзя подвергать нержавейку длительному нагреву. Если сварка проводится послойно, то рекомендуется каждый нанесенный слой охлаждать до +100С до нанесения последующего слоя.
- Если до нанесения основного слоя свариваемого металла необходимо провести прихватку двух заготовок, то расстояние между ними лучше сократить. Идеальный вариант, если прихватки будут длинными.
При правильной сварке нержавейки выбору электрода нужно уделять не меньше внимания чем подбору режима сваривания и выбору самого аппарата.
Источник: svarkalegko.com
Вкратце о технологии сварки нержавейки
Есть три основных момента, которые нужно учитывать при сварке заготовок из нержавеющей стали.
- Сварка заготовок толщиною до 1,5 мм производится по технологии в защитных инертных газах с использованием вольфрамовых неплавящихся электродов. Может использоваться ручной способ, автоматический или полуатоматический.
- Толщина от 1,5 до 3 мм требует короткодуговой сварки.
- Сварка деталей с толщиной свыше 3 мм производится электродуговой сваркой, где перенос металла с электрода производится струйно.
Особое внимание необходимо уделить аргонной сварке. Очень важно, чтобы вольфрам не попал в сварочную ванну. Это резко снижает качественные характеристики сварного шва. Поэтому рекомендуется розжиг производить бесконтактным способом или зажигать дугу на угольной или графитовой пластине отдельно, после чего переносить сварочный процесс на детали из нержавеющей стали.
Минерал
Говоря о плюсах, отмечаем их хорошую работу с нержавеющей сталью 12х18н10т. В 8 случаях из 10 применяются вторичные компоненты. Используйте их одновременно с проволокой, изготовленной из высоколегированных проводов.
И здесь на помощь придет сварочный флюс типа АНФ-5. Он способен изолировать ванну от окислительных процессов, а также обеспечивает легирование конструкций.
Еще одно преимущество такого флюса – это то, что он не допускает появления пор в соединениях. Вместо вторичной основы применяют оксидную, которая ничем не хуже первой.