Во многих сферах промышленности, строительства и ремонта используются инструменты, крепежи и метизы из нержавеющей стали. Но несмотря на то, что данный материал обладает повышенной устойчивостью к образованию коррозии, все же в некоторых случаях ржавчина может проявиться. Для предотвращения этого необходимо принятие дополнительных мер – химическое пассирование изделий.
Что такое пассивация?
Процесс пассивации позволяет вернуть нержавеющей стали свои первоначальные свойства, дополнительно защищая ее от воздействия многих внешних факторов. Это специальная химическая обработка металлических изделий, после проведения которой на их поверхности образуется специальное защитное покрытие. При взаимодействии с концентрированными кислотами на нержавеющей стали появляется малозаметная пленка. Этот процесс и называется пассивацией.
Прибегают к данному методу как для дополнительной обработки во время производства изделий, так и для восстановления основных свойств деталей из нержавейки.
Какие окислители требуются для пассивации
Главным условием пассивации нержавеющей стали является то, чтобы пассивация не разрушала основной металл. Поэтому окислитель должен быть «мягким», с относительно малым рН. При таких условиях защитная пассивная плёнка образуется самопроизвольно. В качестве таких веществ лучше использовать лимонную кислоту, поскольку органические кислоты работают мягче, чем минеральные, к тому же они не нуждаются в специальной подготовке.
Можно ли обойтись без пассивации? Нержавеющая сталь обладает коррозионно-стойкими свойствами благодаря содержанию в ней хрома, однако не является абсолютно непроницаемой для коррозии. Окисляясь в присутствии лимонной кислоты, хром образует стойкую к влаге поверхностную плёнку.
Провоцировать коррозию нержавеющей стали могут:
- Инородный материал в производственной среде;
- Сульфиды, которые часто добавляют в нержавеющую сталь для улучшения её обрабатываемости;
- Частицы железа от режущих инструментов, перемещающиеся переносятся на поверхность деталей в процессе механической обработки.
Зачем это необходимо?
Лист нержавеющей стали имеет на своей поверхности очень тонкую оксидную пленку. Именно она и препятствует образованию ржавчины на деталях, крепежах, метизах, изготовленных из этого материала. Но малейшее нарушение целостности этого покрытия приводит к тому, что основные антикоррозийные свойства нержавейки утрачиваются. Причины повреждения оксидной пленки могут быть самыми разными:
при контакте материала с хлором; при взаимодействии стали с морской водой; в случае повреждений механическим или физическим путем, в том числе при царапинах и незначительных вмятинах.
Поэтому важно соблюдать условия эксплуатации, которые регламентированы заводами-производителями тех или иных изделий (столовых приборов, крепежей, метизов, рабочих инструментов, цельных листов и проч.). Запрещается использовать моющие средства, имеющие в своем содержании хлор и иные агрессивные химические вещества.
Но самый большой ущерб оксидной пленке наносит сварка. Особенно это губительно в случае сварки труб. В такой ситуации защитная поверхность разрушается вдоль всего шва. Для восстановления поверхностей и защиты изделий от образования ржавчины применяется пассивация стали. Но здесь еще не менее важную роль играет и состав нержавейки.
Причины устойчивости металла
Процесс коррозии характеризуется тем, что постепенно окисляясь под воздействием негативных факторов, поверхность нержавеющей стали разрушается. Если не предпринимать никакие меры, то деструкция будет поражать более глубокие его слои.
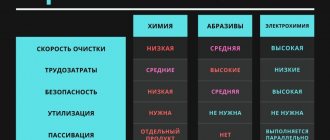
Таблица устойчивости металлов в разных средах
Пассивирование металла позволяет избежать представленной проблемы. Поверхность изделия покрывается защитной оксидной пленкой, а специальные добавки, входящие в раствор для обработки, улучшают свойства нержавейки. Новый материал не имеет повреждений.
В промышленных условиях есть возможность получить идеальный по толщине и однородности слой защиты от коррозии. Если условия, в которых будет использоваться изделие, не слишком агрессивные, то дополнительная обработка ему не нужна. Важно помнить, что механическое повреждение стали дает толчок коррозионным процессам.
Классификация нержавеющей стали
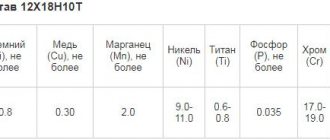
Антикоррозийные свойства нержавейки напрямую зависят от ее состава. Исходя из этого данную сталь маркируют. Классификация позволяет различать каждый тип нержавеющего металла по гибкости, твердости, степени антикоррозийной защиты. В зависимости от состава и своего назначения различают:
мартенситные стали. Из них обычно изготавливаются ножи (в том числе и для пищевой промышленности), турбины. Эта сталь, имея в своем содержании большое процентное соотношение хрома, очень твердая; ферритные материалы. Количество хрома в такой стали превышает предыдущее значение на 3-4%. Этот материал имеет высокую устойчивость фосфорной кислоты, аммиачной селитры и азотной кислоты; аустенитные стали. Этот вид нержавеющей стали весьма пластичный. Часто его используют в машиностроении; дуплексные или ферро-аустенитные металлы. Это очень прочные, но вместе с тем пластичные нержавеющие материалы.
Исходя из состава нержавейки, можно определить, есть ли необходимость в дополнительной обработке изделий или нет. От этого же зависит и вероятность образования коррозии на поверхности элементов, изготовленных из этого вида стали.
Сущность процесса
Пассивация не относится к операциям электролитической отделки, при которой увеличивается коррозионная стойкость нержавеющих сталей. В процессе пассивации обычно используется разбавленная азотная или лимонная кислота, способствующая образованию инертного защитного оксидного слоя. Он более инертен к воздуху, поэтому замедляет последующую коррозию.
Кислота химически удаляет – растворяет — свободное железо с поверхности нержавеющей стали, заменяя его тонкой поверхностной плёнкой, состоящей из менее химически активных оксидов. Поскольку в составе любой нержавеющей стали присутствует большое количество хрома, то в результате пассивации образуется именно оксид хрома, имеющий повышенную толщину. Поверхность пассивируется, а защита от ржавчины улучшается. Одновременно происходит удаление поверхностных загрязнений.
Технология и методы
Существуют различные методы обработки нержавейки. Но выделяют два основных способа пассивации стали:
Травление химическими кислотами (концентратами) на отдельных участках. Эта технология часто применяется для обработки сварных швов, но допускается и в других случаях. Этот процесс имеет различные варианты последовательности обработки. Различаются они как по составу химических веществ, так и по времени проведения работ. Самым распространенным способом в этом случае является электролитическое травление. Эта технология заключается в том, что изделие из нержавеющей стали помещают в специально подготовленную ванну, состоящую из концентрированных кислот. Через этот состав пропускается электрический ток (переменный или постоянный). Металл играет роль либо катода, либо анода. Подаваемый ток оказывает механическое воздействие на сталь, благодаря чему происходит выделение водорода или газообразного кислорода. Это помогает отделению окисной пленки на поверхности изделия. Травления готовыми смесями кислот. Они могут быть изготовлены в виде паст, гелей, спреев, концентратов. Этот способ наиболее удобен.
Независимо от того, какой метод применяется для пассивирования нержавеющей стали, важно соблюдать последовательность выполнения работ.
Электрохимическая пассивация швов нержавейки
Одним из способов пассивации сварных швов нержавеющей стали является электрохимический метод
. Согласно технологии, происходит воздействие на околошовную зону с помощью электрического тока и специально разработанных электролитов для очистки, травления, пассивации и полировки нержавеющей стали. Когда ток протекает через раствор, происходят изменения химического состава участвующих в реакции веществ.
При удалении цветов побежалости со швов нержавейки поверхность не портится, это значит, что если вы используете «зеркальную» сталь, то после обработки вы не увидите в околошовной зоне матовых, тусклых пятен, какие могут оставаться при использовании азотосодержащих травильных паст. Также при электрохимической пассивации сварных швов нержавеющей стали ничего не происходит и с матовой, и со шлифованной поверхностью. При этом после обработки швов с помощью этой технологии полностью восстанавливается легирующий (пассивный) слой нержавеющей стали, который при дальнейшей эксплуатации защищает поверхность стали от коррозии.
Аппарат для пассивации сварных швов
Сварные швы нержавеющей стали можно очистить и запассивировать при помощи специального оборудования, одним из примеров которого являются аппараты для сварных швов серии SteelGuard
. Данные установки предназначены для выполнения очистки сварных швов нержавеющей стали, включая финальные функции пассивации и полировки швов нержавейки.
Такое оборудование, как аппарат для электрохимической очистки швов SteelGuard 685, позволяют контролировать необходимую силу тока, благодаря чему можно эффективно работать на любом типе поверхности, не опасаясь повредить металл при прикосновении голого электрода, что раньше оставляло непоправимый след и портило поверхность нержавеющей стали.
Кейс нашей компании по замене химического метода пассивации сварных швов на электрохимический на пищевом производстве можно увидеть в статье «Аппарат для пассивации сварных швов на пищевом производстве ПТК НИКА».
Этапы химического пассивирования
В процессе формирования однородной инертной пленки на поверхности изделий из нержавейки важно учитывать особенности состава стали и степень повреждения защитного покрытия. Химическое пассивирование сегодня является неотъемлемой частью в работе с нержавеющими материалами. Это позволяет продлить срок их службы, избавиться от ржавчины и повреждений, а также предотвратить образование коррозии. Во время проведения работ по пассивации следует соблюдать поочередность этапов:
Сначала осуществляется очистка материалов от загрязнений. Удаляются жирные пятна, ржавчина и прочие налеты. При технологии травления химическими кислотами изделие погружают в ванну со смесью соляной кислоты и серной. При температуре от 60 до 80 градусов сталь здесь выдерживается в течение 20-40 минут. Если применяется метод травления готовыми смесями кислот, то для очистки используются специальные концентрированные составы (пасты, гели, спреи), которые наносятся на поверхность стали ручным способом. Химикат оставляют ориентировочно на 30 минут. Затем проводится тщательная промывка изделий водой. Начинается процесс пассивации. В первом случае сталь погружают в кислотную ванну. Во втором – наносят гели, пасты, спреи и прочие готовые химические составы на поверхность изделия. В случае с готовыми средствами предусмотрен еще один этап – обработка пассиватором. Это позволяет обеспечить принудительное образование оксидной пленки на нержавеющей стали. Последний этап состоит из тщательной промывки изделия.
Состав нержавеющей стали и марка играют далеко не последнюю роль во внешнем виде изделия после химического пассивирования. Некоторые виды имеют темный цвет, другие же более светлый. Но независимо от этого данный способ обработки стали имеет целый перечень преимуществ:
улучшается сопротивление к образованию коррозии; происходит равномерное сглаживание поверхности изделия; удаляются заусенцы, царапины, вмятины; срок службы изделий значительно увеличивается.
Как восстановить антикоррозионную защиту нержавеющей стали
Пассивацией называется химическая обработка изделия из нержавеющей стали для восстановления его антикоррозионной устойчивости (при этом происходит перевод поверхности изделия в пассивное состояние). После такой обработки верхний слой нержавейки окисляется и образует защитную плёнку, препятствующую коррозии материала.
Если речь идёт об обычной домашней кастрюле, которая вдруг стала ржаветь, то удалить пятна можно с помощью одного из имеющихся в продаже специальных средств, содержащих слабый раствор азотной кислоты. Но для того, чтобы воспрепятствовать коррозии сварного шва, его следует очистить от окалины. В домашних условиях это делают с помощью металлической щётки, на предприятиях механическую очистку производят с помощью гидропескоструйной установки.
Широко распространён способ удаления окалины с помощью травления металла серной кислотой или иными веществами. Чтобы поверхность металла после травления была максимально гладкой, необходимо обеспечить равномерное действие раствора по всей поверхности материала.
Химическая обработка нержавеющей стали производится различными растворами, состав которых зависит от типа стали. Так, для пассивации нержавеющей стали с большим содержанием хрома применяют азотную кислоту, для стали, содержащей никель – смесь азотной кислоты и бихромата натрия.
Изделия из пассивированной стали способны в течение длительного времени противостоять коррозии.
Пассивация трубопроводов из нержавеющей стали
Использование сжатого воздуха высокого класса качества, особочистых технических газов (водород, кислород, азот, гелий), воды подготовленной, или пара требует качественной подготовки трубопроводов. Одним из наиболее важных этапов монтажа трубопроводов из нержавеющей стали является пассивация. Пассивирование трубопроводов позволяет обеспечить дополнительную защиту поверхности.
Пассивирование нержавеющих трубопроводов применятся на фармацевтических производствах, производстве микроэлектроники, на химических предприятиях, научных организациях, в лабораториях. На всех производствах где необходимо высокое качество транспортируемой среды (сжатый воздух, газы ОСЧ, подготовленная воды и др.) рекомендуется выполнять пассивирование трубопроводов.
- Основа процесса пассивирования трубопроводов
- Зачем необходимо выполнять пассивацию
- Особенности выполнения пассивации
Когда нужно пассивировать
Для нового оборудования многое зависит от его происхождения. Высококачественное оборудование часто погружается в азотную кислоту, как один из последних этапов в производстве, и, возможно, потребуется только хорошая чистка для удаления масляных остатков перед первым использованием. Производители менее дорогого оборудования после обкатки, сварки, полировки могут пропустить окончательного погружения с целью экономия денег.
Даже если вы знаете кто источник вашего нового оборудования, я бы склонялся к обоим шагам тщательной очистки и пассивации. Тщательная очистка требуется, чтобы удалить масла, полировочные составы и другие загрязняющие вещества, которые могли бы испортить ваше пиво. Но дополнительный шаг пассивации после очистки — это не высокая цена, по сравнению с достаточно дорогим оборудованием из нержавеющей стали, которое может прослужить для вас всю жизнь.
Также вы должны рассмотреть пассивацию вашей нержавейки в любой момент, если считаете, что повредили защитный слой хрома. Это включает в себя устойчивые пятна, которые требуют чрезмерной очистки, любые царапины, вмятины на нержавеющей стали, воздействия от обычной стали, стальных или железные губки, или воздействия отбеливающих чистящих средств. Кроме того, если вы часто используете его для варки, будет не плохой идеей для пассивации каждый год или через два только в качестве профилактической меры.
И, наконец, если вы заполучили ржавчину или коррозию, важно исправить это немедленно. Мягкий абразив, такой как Bar Keeper’s Friend, поможет вам удалить ржавчину, а также будет пассивировать область, чтобы предотвратить от дальнейшее повреждения.
Суть и описание процесса пассивации металла
При пассивировании поверхности металлических изделий обрабатывают растворами химических соединений, обладающих окислительными свойствами. В этой роли чаще всего выступают кислоты, нитриты и растворы солей хрома (реже — молибдена). Нанесение раствора на поверхность металлических заготовок производится методом погружения или вручную, с помощью специального оборудования. Применяемые при пассивировании растворы обычно состоят из основного реагента и нескольких добавок, ускоряющих и стабилизирующих процесс пассивации.
В общем виде процесс пассивирования состоит из следующих этапов:
- Механическая очистка поверхностей изделия.
- Химическое обезжиривание в растворе едкого натра и кальцинированной соды.
- Промывка в проточной горячей, а затем холодной воде.
- Пассивирование в течение заданного времени.
- Нейтрализация в растворе кальцинированной соды.
- Промывка путем многократного погружения в проточную холодную воду.
- Сушка в сушильном шкафу или обдувом теплого воздуха.
- Контроль качества поверхности после пассивирования производится визуальным или инструментальным способом. При неудовлетворительном результате процесс пассивирования повторяется, начиная с п. 1.
В приведенном примере описан технологический процесс пассивации с использованием стационарного производственного оборудования. Для пассивирования поверхностей изделий на месте их установки применяют ручные приводные инструменты и приспособления (см. фото ниже).
Нержавеющая сталь и ржавчина
Сталь изготавливается из сплава железа и углерода, а углерод составляет всего лишь пол или чуть более процента в ее составе. Для сравнения, нержавеющая сталь производится из железа и хрома. Хрома же содержится примерно 10-30% в составе стали, и он является важным элементом, который делает нержавеющую сталь устойчивой к коррозии.
Хром в нержавеющей стали очень быстро реагирует с кислородом, и фактически образует защитный слой оксида хрома на поверхности стали. Этот оксид хрома предотвращает образование ржавчины и коррозии. Однако, если слой хрома по какой-либо причине нарушится, то железо в сталь могут фактически начать корродировать и ржаветь.
Ваше нержавеющее пивоваренное оборудование в основном очень устойчиво к коррозии. Тем не менее, если вы воздействуете на него хлорной известью или другими отбеливающими чистящими средствами, поцарапаете его, чрезмерно почистите, или воздействуете обычными ржавеющими стальными губками или оставите в контакте с обычной сталью, то это может повредить защитный слой. Отбеливающими средствами можно удалить защитный слой полностью. Чрезмерная чистка, особенно со стальными губками также может подрывать ваш окислительный слой. Важно хранить обыкновенную сталь там же, где и обычные ведра, инструменты и некоторые виды оборудования отличающие от вашего оборудования из нержавеющей стали. Железо из обычной стали стремиться повредить нержавеющую сталь (свойство железа) и разрушить окислительный слой. Не складывайте обычные стальные ведра, смешанные металлические инструменты или оборудование в ваш нержавеющей котел после варки.