Использование ленточной пилы становится обыденным явлением. Изначально такое оборудование применялось на крупных лесопильных предприятиях, но сегодня существует большое количество небольших моделей для домашних мастерских.
Ленточные пилы высоко ценятся пользователями за точность и чистоту реза, возможность аккуратно и экономно распилить заготовку по толщине. Однако, пилы нуждаются в заточке, для которой требуется специализированное оборудование. Заточной станок для ленточной пилы отличается точностью и сложностью конструкции, поэтому его следует рассмотреть со всех сторон.
Механизмы и станки для заточки ленточной пилы
Использование ленточных пил для распиливания древесины и других материалов обеспечивает получение минимальных потерь в процессе обработки и увеличивает производительность труда. Циркулярные пилы имеют меньшую производительность и более низкий коэффициент полезного использования материала.
Средняя, заявленная различными изготовителями ленточных пил производительность режущего инструмента, до разрыва должна соответствовать объему распилки более 60 м³ леса кругляка.
При затуплении или неправильной заточке рабочей части зуба пилы производительность процесса резко падает. После пропила на поверхности обрабатываемой древесины появляется большая волна, пила рвется. Что на нет сводит все преимущества таких пил.
Чтобы правильно заточить ленточную пилу, необходимо в первую очередь восстановить разводку зубьев рабочего полотна. Для этой операции используют разводной станок, который позволяет точно разводить каждый зуб на необходимый угол. Он позволяет отгибать треть или 2/3 высоты зуба, восстанавливая изначальный профиль инструмента.
Для обеспечения высоких прочностных и износоустойчивых свойств полотно пилы состоит из 2 частей, сваренных между собой. Основное полотно изготавливается из пружинистой стали, способной выдерживать сильные динамические нагрузки. Режущая поверхность инструмента делается из инструментальной стали, повышенной прочности и износоустойчивости, с большим содержанием вольфрама и кобальта.
Так как твердость материала режущей кромки пилы выше 45 HRS, для ее заточки применяют корундовые, алмазные и эльборовые круги. При заточке боразоновый (эльборовый) круг предпочтительнее алмазного, хотя его твердость ниже на 10-20%, чем у алмазного, но зато химическая и термическая стойкость выше в 2 раза.
Боразон — это зарегистрированная американской торговая марка технического кубического нитрида бора, а эльбор — синтезированный в СССР материал, имеющий такую же химическую формулу, но изготовленный по другой технологии. Эксперты считают, что заточные круги, изготовленные из российского эльбора, более качественные и износостойкие.
Конструктивные отличия станков для заточки ленточных пил:
- устройства с ручным приводом, которые посредством воздействия вращающегося абразивного круга на зуб, восстанавливают остроту его кромки;
- установки с механической системой автоматизации процесса заточки, позволяющей настраивать необходимые параметры процесса;
- автоматизированные центры, управляемые компьютерными системами.
Революцию в технологии заточки ленточных пил произвела фирма Wood-Mizer, предложившая способ, при котором профильный боразоновый круг за 1 проход восстанавливает как профиль зуба, так и его остроту. Недостаток этого метода — необходимо иметь свой круг для каждого профиля зуба пилы.
На рынке представлены заточные устройства для ленточных пил в 3 ценовых сегментах:
- 15 000-30 000 руб. — достаточно дешевые станки. Сюда входят заточные механизмы с плоскими кругами, которые затачивают режущую кромку зуба. Упрощенный вариант устройства с диском для профильной заточки зуба.
- 85 000-130 000 руб. — дорогие копии Wood-Mizer устройств и станки оригинальной фирмы.
- 60 000-65 000 руб. — российский станок, разработанный в .
Первая категория оборудования не обеспечивает полнопрофильную проточку межзубового паза при заточке плоским кругом, тем самым снижая ресурс пилы до распилки 15-20 м³ леса кругляка. Упрощенные варианты станков для заточки пил по дереву с полнопрофильным кругом страдают наличием больших люфтов, которые приводят к биению круга и, как следствие этого, получению неправильной заточки и быстрому выходу эльборового круга из строя.
Во второй категории лучше покупать оригинальные вудмайзеровские станки.
В третью группу входят российские станки, изготовленные в с оптимальной стоимостью и характеристиками, превышающими иностранные аналоги:
- разнопрофильные эльборовые диски имеет износостойкость, на 30-40% превышающую иностранные аналоги;
- эргономичная, продуманная настройка устройства заточки пил, позволяющая правильно заточить профиль зуба инструмента.
Популярные модели
На российском рынке в рейтинге популярных моделей станков для заточки пил на престижных позициях находятся бюджетные станки от воронежской , выпускающей линейку оборудования под маркой АЗУ-02. Также фирма производит станки для разводки зубьев РУ-04/08М, -05, -07. В более дорогом ценовом сегменте лидирует модель ПЗСЛ30 60 ПРОФИ, разработанная в подмосковной .
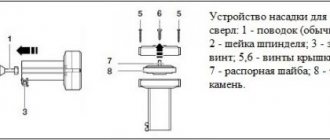
Устройство заточного станка
Полуавтоматический станок, позволяющий затачивать кромки зубьев пилы, представляет собой конструкцию, состоящую из основания, на котором закреплен абразивный инструмент с приводом, копир, отслеживающий профиль зуба, толкатель, система регулирующих штанг, система жидкостного охлаждения и пульт с органами управления установкой.
Абразивный инструмент производит поступательное движение вверх — вниз, посредством регулировочного устройства оператор может изменить угол наклона заточного инструмента. Копир обеспечивает управление движением абразивного круга в соответствии с профилем режущей кромки зуба, и задает продольное смещение полотна пилы в зависимости от расстояния между зубьями.
Для заточки режущей кромки пил по металлу необходимо настроить оборудование, изменив органами управления угол заточки зуба.
Принцип действия
Заточной станок для ленточных пил представляет собой многофункциональный агрегат. Лента устанавливается в него и автоматически подается на режущий орган, который вращается на подвижной каретке (наподобие маятниковой пилы).
Размер станка сравнительно невелик, чуть больше швейной машинки. Одна модель, в зависимости от своих параметров, может работать с лентами разной величины и практически любой длины. В комплект входит сам агрегат и дополнительная опорная конструкция, поддерживающая в нужном положении свободную часть ленты.
Заточной станок обеспечивает формирование профиля каждого зуба. Для этого требуется перемещение полотна на заданную величину, соответствующую расстоянию между зубьями (шагу). Кроме этого, надо изменять положение режущего органа, чтобы он повторял (или формировал) профиль зубьев.
Перемещение ленты на длину шага зуба обеспечивает специальный элемент — толкатель. Он представляет собой штангу, один конец которой свободно лежит на рабочей кромке ленты, а второй соединен с эксцентриком. Каждый его поворот вызывает одно движение толкателя на расстояние, равное шагу зубьев. Для изменения шага эксцентрик меняют, или настраивают (в зависимости от типа конструкции или модели станка).
Обработка зубьев производится с помощью подвижного шпинделя с установленным заточным кругом. Ось его вращения наклонена к горизонтали на угол, обеспечивающий формирование передней и тыльной сторон зуба. Профиль формируется с помощью специального сменного кулачка сложной формы. Каждый зуб обрабатывается за один оборот этого кулачка, приподнимающего и опускающего заточной диск на нужную величину. Сочетание вертикального и горизонтального перемещения позволяет получить определенную форму зуба.
В распоряжении владельца имеется целый набор кулачков, предназначенных для обработки зубьев разной величин и формы. Каждый из них может создавать только один профиль, поэтому и приходится иметь большое количество кулачков для обработки разных видов лент. Есть кулачки для заточки лент с большими зубьями сложной формы (грубая резка), и для обработки полотен с мелким «мышиным» зубом для чистого и точного реза.
Мнение эксперта
Левин Дмитрий Константинович
Каждый станок универсален — он может работать с разными лентами, формировать зубья той или иной конфигурации. Есть модели для работы с широкими и длинными лентами, использующимися для пиления бревен на лесопилках. Существуют модели для заточки небольших лент от бытовых станков. Все они имеют примерно одинаковую конструкцию, разница лишь в небольших деталях.
Технические характеристики
Основные параметры станка:
- ширина ленты;
- длина петли;
- шаг зубьев;
- мощность двигателя.
Все остальные параметры можно отнести к дополнительным, индивидуальным свойствам той или иной модели (настольное исполнение или на собственной станине, конструкция опорного устройства, тип режущего органа и т.п.). Эти данные можно узнать из паспорта станка.
Как правильно заточить пилу на станке?
В домашних условиях для того, чтобы правильно заточить зубья пилы своими руками, необходимо:
- восстановить разводку зубьев, отгибая 2/3 длины зуба в сторону от образующей полотна, восстанавливая начальный угол разводки;
- абразивным инструментом заострить кромки зубьев, убирая с поверхности материала микротрещины.
Основные правила, которые необходимо соблюдать при восстановлении режущей кромки пилы на станке:
- произвести на специальном оборудовании разводку зубьев, восстановив начальный угол разводки;
- настроить станок на съем достаточного количества материала режущей кромки, чтобы убрать все повреждения и микротрещины;
- производить заточку с включенной системой охлаждения, не допуская посинения материала зуба;
- начинать процесс заточки с места сварки полотна в кольцо.
Варианты заточки
Существует 2 способа заточки зубьев пилы:
- Полнопрофильный, производится на автоматическом станке для заточки ленточных пил. Боразоновый круг, соответствующий профилю зуба, за 1 проход восстанавливает профиль межзубовой впадины и затачивает режущие кромки инструмента.
- Заточка режущих кромок зубьев. Может производиться вручную или на станке с плоским заточным диском. При этом заостряются грани, и убираются микротрещины на рабочей поверхности инструмента, образовавшиеся в процессе работы.
Видео инструкция по заточке ленточных пил покажет последовательность правильных действий при выполнении этого процесса.
Характерные особенности
Заточка ленточной пилы имеет ряд следующих особенностей:
- запрещено использовать абразивные диски и ручные точильные инструменты с неравномерным износом рабочей поверхности;
- при точении важно все движения выполнять равномерно, без рывков, неравномерного перемещения инструмента, так как велика вероятность нарушения геометрии зубцов;
- на используемых станках обязательно наличие жидкостного охлаждения, позволяющего предотвратить перегрев оборудования и ленты;
- после завершения работ на поверхности не должно быть заусенцев и сколов, так как они могут негативно влиять на качество резки;
- при заточке инструмента для зимнего использования важно угол наклона зубцов увеличивать до 900, однако такую ленту применять для деревообработки летом недопустимо по причине повышенных нагрузок на режущую кромку;
- при затачивании на станках требуется убедиться в правильном расположении диска относительно профиля ленты;
- скорость точильного диска подбирается такой, чтобы металл не был разогрет докрасна, так как в таком случае он потеряет свои прочностные свойства;
- если ленточная пила эксплуатировалась без обслуживаний или превышен рекомендуемый срок службы, то при точении понадобиться снимать за один проход больший слой металла;
- для контроля качества заточки инструмента рекомендуется в качестве эталона использовать новую ленту;
- заводскую форму зубцов менять запрещается, так как пила станет непригодной для эксплуатации;
- необходимость выполнения заточки определяется степенью износа зубьев на 35% от первоначальных размеров.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.
Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.
Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Зубья и углы заточки
У ленточный пил различная геометрия зубьев ввиду различного типа и свойств обрабатываемого материала.
Если рассматривать древесину, то зубья подразделяют на:
- — столярные;
- — делительные;
- — для распиловки бревен.
Что касается углов заточки, то тут уж фирма производитель определяет этот параметр. В основном, принято, что чем тверже материал, соответственно, тем меньше передний угол.
Для ленточных пил по металлу, зубья обычно имеют форму — стандартную, либо с положительным передним углом. Этот момент немного разъясню: стандартная форма зубьев применяется для того, чтобы пилить тонкостенный материал, а форма с положительным передним углом, как уже несложно догадаться, для резки толстостенного материала.
Предлагаю взглянуть на небольшую картинку, которая может пояснить, какие профили у зуба могут быть и где они, эти самые профили, применимы.
Помимо этого, важен шаг зубьев. Так, допустим, для тонкостенного материала следует использовать инструмент с малым числом зубьев, а для толстостенных наоборот, с большим числом зубьев на дюйм.
Теперь взглянем еще на картинку, на которой мы наглядно увидим, чем отличаются пилы с переменным шагом зубьев от пил с постоянным шагом зубьев.
Частенько, пилы делают именно с переменным шагом, дабы устранить эффект резонанса.
Далее, предлагаю узнать, какие виды разводок ленточных пил бывают.
Это интересно: Характеристики и паспорт настольного сверлильного станка 2М112
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента
Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Обратите внимание! Осуществляя разводку, следует отгибать не весь зубчик, а только его треть либо две трети от вершины. Компании-производители советуют осуществлять операцию так, чтобы диапазон отгибания укладывался в 0.3-0.7 миллиметра. Производится работа с помощью специализированного разводящего инструмента.
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
- Нужда в операции определяется зрительно. При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
- Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах.
- Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
- Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Обратит внимание! Теоретическая инструкция заточки ленточных пил по дереву оповещает, что осуществлять ее следует или по передней стороне зубцов, или как по задней, так и по передней. В реальной жизни же большинство специалистов и самодеятельных мастеров производят операцию лишь по задней стороне, т.к. это более удобно.
Методы затачивания
На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ – это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.
Инструмент, наточенный по граням.
Метод второй – это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.
Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.
Затачивание полотен в зимнее время
Если с затачиванием полотен в обычных условиях все понятно, то о заточке в холодное время года надо сказать отдельно. Существует различие в затачивании ленточных полотен в летнюю пору и зимние холода. Оно заключается в перемене градуса заточки. Угол, который действует для полотен в зимнее время, должен составлять 90 градусов, в отличие от лета, когда угол затачивания – 120 градусов.
Рекомендации от специалистов.
- При заточке полотна при помощи станка до начала процесса требуется удостовериться в точности расположения заточного круга по отношению к инструменту.
- Крайне важно убрать из углублений такой объем металла, чтобы все микротрещины были надежно ликвидированы.
- Если полотно функционировало без нормального сопровождения более длительное время, чем дозволял изготовитель, объем металла, убираемого за один проход, необходимо увеличить.
- Для апробации последствий затачивания неизменно применяйте в роли образца новое полотно.
- Конфигурация зуба полотна – отработанный и отъюстированный годами показатель. Следовательно, уповать на то, что приспособление будет резать «без сучка, без задоринки», независимо от того, что вы сделаете с зубьями – громадная ошибка.
- При следовании эксплуатационным стандартам ленточное полотно будет работать добросовестно до тех пор, пока по ширине не убавится до значения, равного 65% от начальных параметров. Убавляется ширина, конечно же, в ходе затачивания.
- Имеется абсолютно неправильный совет о том, что особенной необходимости в удалении задиров после заточки нет. Если его принять к сведению, то возникновение микротрещин в пиле обеспечено.
- По завершении работы ленточное полотно необходимо, не откладывая в долгий ящик, очистить от стружки и смолы, а перед затачиванием – тщательно осматривать. Иначе опасность загрязнения заточных дисков очень высока. А это непременно приведет к некачественному процессу заточки.
Заточка ленточных пил
Приступая к заточке ленточных пил Вы должны знать, что от правильности выполнения данного процесса, зависит то, насколько качественным будет ваш пиломатериал — доски, брус, рейки и т.д. Заточка ленточных пил, процесс ответственный, но не очень сложный. Соблюдая рекомендации приведенные ниже, вы быстро научитесь этому нехитрому, но очень полезному в лесопилении процессу.
В первую очередь надо осмотреть ленту на наличие видимых трещин, обломанных зубьев. Для этого берёте ленту в руки зубьями от себя и перемещая руки, слегка заламывая ленту начинаете просмотр. При обнаружении дефектов ленту необходимо отправить на ремонт, либо просто выбросить.
Во вторую очередь ленту необходимо очистить от грязи и налипшей на неё древесной смолы. После всех этих процедур лента готова к заточке.
Аккуратно берёте ленту во избегании травм, так как зубья имеют остроту способную повредить Вам руки и вставляете на станок для заточки. Ленту необходимо установить на все держатели на станке и специальным зажимом зафиксировать.
В паз между зубьями опускаем штангу толкателя, с помощью этой штанги регулируется подача ленты. Сверху на ленту опускается точильный камень, он фиксируется штоком, регулирующим глубину заточки.
Перед началом запуска заточного станка выставляете угол заточки, для летнего леса этот угол 55-60 градусов, а для зимнего 70-80. Угол выставляется путём поворота станины на которой закреплён камень, согласно делениям, на корпусе станка.
Обратите внимание, камень для заточки имеет фаску под углом 45 градусов и во время подготовки к процессу заточки Вы должны поправить камень если фаска не соответствует вышеуказанному углу. Правка производится инструментом алмаз или простым крупным камнем.
Сразу заметим, что правка простым камнем сложнее и требует некоторых навыков, так же не соответствует правилам техники безопасности.
Запуск заточного станка
Вы подготовили станок и пилу для начала заточки, теперь приступим к самому процессу заточки ленточной пилы.
Первым делом включаете подачу на самой низкой скорости, для этого предусмотрены тумблеры для включения двигателя и регулятор скорости подачи, он уменьшает либо увеличивает обороты двигателя.
При помощи винта на штанге подачи отводим зуб пилы вперед либо назад и следим что бы камень ровной стороной (без фаски) начал касаться прямой стороны зуба.
Затем включаем второй тумблер, который приводит в движение двигатель с камнем. Понемногу без резких движений начинаете опускать камень с помощью винтового штока который его фиксирует, до тех пор, пока камень не будет полностью проходить карман от одного зуба к другому.
Ни в коем случае нельзя допускать посинения ленты поэтому старайтесь сильно не опускать камень, так же задвигать шток подачи назад либо вперёд иначе камень у Вас просто «съест» зуб. Заточка ленточных пил, должна проходить плавно согласно заводскому профилю зуба.
Манипулируя винтами подачи и штока опускания камня надо добиться полного отсутствия заусенцев на кончике зубьев. Законченной работой станка можно считать после прохождения ленточной пилы не менее двух кругов.
Заточка ленточных пил в зимний период
Зимняя заточка практически не отличается от летней с единственной разницей, угол наклона зубьев более прямой доходит до 90 градусов, в зависимости от промерзания древесины. Чем сильнее промерзает древесина, тем больше угол заточки, но имейте в виду что летом с таким углом усиливается нагрузка на пилу и возможен быстрый выход её из строя.
Описание
Полотно ленточной пилы оснащено зубьями определенного профиля и формы. От конфигурации насечки зависит производительность, чистота реза, стабильность пропила. Точность разводки и одинаковая форма всех зубьев являются очень важным показателем полотна, обеспечивающим качество работы пилы. Ели хотя бы один зуб отличается от остальных, полотно может начать уводить в сторону, что станет причиной перегрева, появления волнистого пропила, выхода пилы из строя.
Заточной станок предназначен для обработки зубьев, придания им заданной формы и развода. После обработки все зубья получают абсолютно одинаковый профиль и разводку. Это обеспечивает точность реза, позволяет добиться от пилы высокой производительности, увеличивает срок службы полотна до расчетного значения.
Заточной станок работает в автоматическом режиме. От пользователя требуется лишь правильно установить полотно и выбрать нужный режим обработки. После этого остается лишь наблюдать за работой и вовремя остановить обработку (после прохождения полного круга).
Все о заточных станках для ленточных пил
Распиливание и обтачивание древесины, а также других пиломатериалов, происходит циркулярной или ленточными пилами. Однако использование ленточной пилы намного технологичней. Такие разновидности позволяют в несколько раз ускорять рабочий процесс, а также оставлять намного меньше отходов после рабочей деятельности.
Ленточная пила – это рабочий инструмент для специальных станков, который позволяет разрезать многие материалы. Но, как и другие режущие инструменты, такая пила имеет свойство затупляться, а значит, для дальнейшего нормального использования необходимо произвести заточку лезвий.
Особенности
Пила такого вида представляет собой замкнутую ленту из зубьев. Данная конструкция имеет ряд преимуществ перед другими пилами.
Ленточная пила полезна в тех ситуациях, когда необходимо разделать какое-либо дорогостоящее сырье, так как зубья создают аккуратное и узкое место пропила, сохраняя тем самым максимальное количество материала невредимым. К примеру, можно использовать ленточную пилу по дереву во время работы с материалами из ценной древесины.
Если правильно и с постоянной периодичностью производить заточку зубьев такой пилы, тогда инструмент будет качественно выполнять свою задачу, а именно: моментально, аккуратно и с небольшим количеством отходов нарезать детали практически из любого материала.
Процесс заточки
Выточка подразделяется на 2 вида:
- заточка граней;
- полнопрофильная заточка.
Процесс может проводиться и без использования специального станка, однако при таком процессе у вас может возникнуть ряд трудностей. И если при первом виде заточки такие проблемы будут незначительными, то при втором – без использования специального точильного станка можно просто не обойтись.
Работа проводится при помощи специальных точильных кругов, каждый из которых имеет определенные параметры, а значит, подбирать их нужно индивидуально.
Как выбрать оборудование для заточки?
Качественный заточный станок выбрать довольно трудно, однако на современном рынке становится все больше по-настоящему качественных инструментов. С появлением автоматических инструментов заточки пил увеличилось и качество процесса, так как человеческий фактор в таком процессе сводится к минимуму, а значит, исключаются неправильные углы наклона заточенных зубьев или сбивание пазух.
Среди качественных станков можно выделить модели нескольких брендов.
- «Кедр». Одна из самых распространенных и известных марок. Относится этот инструмент к полностью автоматическому станку, в котором используется работа за счет установленной программы. А также здесь подразумевается постоянный контроль и использование охлаждающей жидкости для нормального функционирования. «Кедр» довольно прост в обращении и подойдет даже начинающим мастерам. Угол установить вручную тоже не составит труда, достаточно просто ослабить два специальных болта, находящихся на тыльной стороне инструмента, и отрегулировать винтом около основания нужный вам угол. А также на инструменте имеется регулятор скорости движения полотна.
Более современные вариации позволяют использовать точильные алмазные круги.
- «Тайга». Марка не менее известная, чем предыдущая, имеет практически те же характеристики, управление в ней даже немного проще. Угол и скорость подачи полотна также легко можно отрегулировать на инструменте.
Использовать этот станок можно как для широких, так и для узких ленточных пил.
- «АЗУ-02». Самый модифицированный из всех предыдущих станков. Все модели имеют специальное устройство для автоматической подачи охлаждающей жидкости. На инструменте имеются несколько переключателей, позволяющих полностью контролировать работу заточного станка. А также во всех моделях используются алмазные диски, которые ускоряют процесс работы и улучшают ее качество.
На АЗУ-02 еще можно регулировать скоростные режимы передвижения полотна, что тоже значительно упрощает процесс.
- «ПЗСЛ 30/60 профи». Современный, полностью автоматический станок, имеющий высокую скорость заточки. Для охлаждения этого станка используется специальное охладительное масло. Для работы с таким станком не требуется никакого профессионализма, в процессе работы понадобится только поверхностный контроль, так как станок выключается сам при протачивании одного круга зубьев пилы.
- «ПЗСЛ 10/2». Автоматический станок для узких ленточных пил, подходит как для пил по дереву, так и для пил по металлу. Этот агрегат, как и предыдущий, имеет масляное охлаждение. Процесс полностью автоматизирован, в задачу мастера входит только установить нужный процесс и внести полотно в станок, далее станок сам сделает всю работу.
- Astron (А-1). Полнопрофильный боразоновый станок, процесс работы с таким агрегатом полностью автоматизирован. Станок протачивает всю ленту пилы за 1 полный проход. Для заточки используется эльборовый диск, который отличается высоким качеством и долговечностью. Настройка процесса происходит очень легко и не требует высокого профессионализма.
На современном рынке инструментов существует огромное количество самых разнообразных точильных станков для пил, выше приведены именно самые основные и популярные заточные станки.
Промышленное оборудование
Разводной импортный станок для ленточных пил Silicon Setting machine
Разводной двухсторонний станок Wood Mizer
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
- Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления.
- Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах.
- Существует и несколько типов самой пилы. При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил.
- Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме.
- Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно.
- Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя. От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Стоит ли делать самодельный разводной станок для ленточных пил – достаточно распространенный вопрос.
Отметим, что самодельный вариант исполнения не будет обладать нужным классом точности, а значить работа по заточке и разводу зубьев будет не эффективной.