Канавочные резцы (называемые также прорезными) благодаря особенностям их конструкции относят к многофункциональным инструментам, с помощью которых можно формировать канавки на заготовках цилиндрической и конической конфигурации. Такие технологические операции (в особенности связанные с радиальной проточкой) характеризуются значительными нагрузками, которые успешно переносит резец данного типа, отличающийся высокой жесткостью конструкции. Более того, резцы канавочного типа с успехом используются для выполнения осевой проточки и подрезки торцов, что делает их универсальными токарными инструментами.
Канавочные резцы для внутренних и наружных канавок с механическим креплением сменных режущих пластин
Целесообразно использовать канавочные токарные резцы для получения детали сложной конфигурации. Универсальность резцов данного типа в таких случаях позволяет минимизировать количество используемых инструментов и сократить время на переналадку оборудования. Примечательно и то, что применение канавочного резца при выполнении многих технологических операций позволяет формировать поверхности с более высокими качественными характеристиками, чем при использовании обычного токарного инструмента.
Особенно удачным является использование канавочного резца при создании на поверхности заготовок широких канавок. При выполнении данной технологической операции такой инструмент демонстрирует исключительную стойкость, износ его режущей пластины происходит равномерно даже при выполнении большого количества проходов. Что также важно, при использовании канавочного резца хорошо контролируется процесс стружкоотделения.
Требования к резцам канавочного типа, которые выпускаются в большом разнообразии типоразмеров, оговариваются положениями ГОСТа 18874-73.
Геометрические параметры и размеры инструмента
Конструкция любого канавочного резца характеризуется его геометрическими параметрами.
- Геометрия корпуса или державки: L – длина тела, B и H – размеры сторон поперечного сечения.
- Расположение режущего элемента в корпусе. Гнездо под пластину может занимать всю ширину корпуса или один из углов. В последнем случае ширина гнезда обозначается литерой n. Пластина может быть посажена в гнездо под некоторым углом к корпусу.
Форма рабочей режущей пластины: l – длина рабочей части резца, b – высота тела пластины, S – толщина.
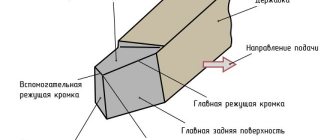
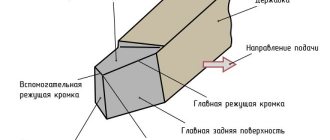
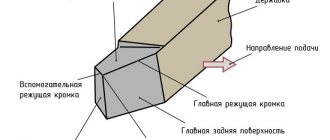
Клинок для резания заготовки также имеет свои параметры, выраженные в углах.
- «Гамма» отображает угол передней заточки – это главный элемент режущей кромки.
- «Альфа» – задний главный угол заточки.
- «Альфа» с индексом 1 – задний угол вспомогательного назначения.
- «Лямбда» – угол, под которым режущая кромка имеет наклон.
- «Фи» – угол главного назначения, расположенный в плане.
- «Фи» с индексом 1 – угол вспомогательного назначения, расположенный в плане.
Виды и назначение токарных проходных резцов
В общепринятой классификации металлообрабатывающего инструмента резцы делят на группы, которые различаются способами и технологиями обработки. Наименование приспособления отражает суть и назначение инструмента. Например, расточные проходные резцы используют для работы со сквозными отверстиями.
Конструкция режущего инструмента независимо от его типа состоит из двух частей:
- Державка. Эта часть фиксируется в токарном патроне станка или в другом механизме, предусмотренном конструкцией аппарата.
- Головка. Рабочий элемент, который контактирует непосредственно с обрабатываемой заготовкой. Состоит из нескольких плоскостей с режущими кромками. Угол заточки зависит от требований к конструкции.
По внешнему виду токарные резцы делят на следующие группы:
- Прямые. Классическая форма, при которой державка и режущая часть расположены на одной оси.
- Изогнутые. Державка данных резцов имеет один изгиб, расположение и угол которого зависят от типа инструмента.
- Отогнутые. В этом случае рабочая головка имеет некоторое смещение относительно оси крепежной части.
- Оттянутые. Данный тип конструкции отличается шириной рабочей части, которая меньше, чем державка. Это позволяет выполнять работу в труднодоступных местах с небольшой областью воздействия на поверхность.
Среди рассматриваемого инструмента встречаются несколько видов. Рассмотрим их подробнее.
Проходные отогнутые
Резцом универсального типа, которым снимают фаску с изделий, обрабатывают торцевые части деталей и выполняют прочие работы. Направление изгиба зависит от специфики работ. Проходные отогнутые резцы применяют как для черновой, так и для чистовой обработки металла.
Предприятия-изготовители обязаны руководствоваться требованиями межгосударственного стандарта 18868-73.
Выпускают множество моделей, которые различаются габаритами изделия. Наиболее употребительными являются следующие размеры (высота*ширина*длина, мм):
- 16*10*110;
- 25*20*170;
- 32*25*170;
- 40*32*240;
- 50*40*240.
Проходные упорные
Производители не рекомендуют обрабатывать данным резцом детали с высокой жесткостью.
Выпускают модели правого и левого направления. Примечательно, что резцы квадратной формы с размерами 20*20 и 50*50 могут быть только упорными левыми, без обратного изгиба.
Используемые маркировки
Обозначение резцов канавочных имеет кодировку, которая дает полное определение геометрических параметров инструмента, занесенных в таблицы нормативных документов. Основная маркировка изделий упоминает такие параметры, как сплав с процентным соотношением компонентов металла в сплаве. Например, если взять резец Т5К10, то здесь будет сплав на основе группы титановольфрамовой, где карбида титана до 5 %, а кобальта до 10 %.
Для подбора режущих канавочных изделий недостаточно знать только состав сплава, нужно исходить из всех параметров, которые оговорены ГОСТом.
Сборные конструкции
Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
В большинстве случаев эти виды резцов используются на станках, оснащенных ЧПУ, или для расточки сквозных и глухих отверстий, контурного высокоточного точения и иных работ.
ГОСТы канавочных резцов
На канавочные резцы разных модификаций разработаны нормативные документы:
- ГОСТ 18874-73 регламентирует стандарты на оснастку назначения отрезного и прорезного, где оговорены размеры и конструкция инструмента, который изготовлен из быстрорежущей стали.
- ГОСТ 18885-73 описывает конструктивные особенности канавочных резцов для изготовления резьбы, которые снабжены твердосплавными пластинами.
- ГОСТ 18884 – 73 – этот нормативный акт дает указания по размерам и конструкции отрезных резцов для токарных работ, пластины у которых имеют напайки из твердых сплавов.
- ГОСТ 28978-91 – документ определяет стандарт по канавочным режущим инструментам сборной конструкции.
Особенности токарной обработки с использованием канавочного резца
Технологический цикл токарных работ имеет свою специфику, которая зависит от станочного парка, обрабатываемых материалов и сложности производимых деталей. Работа начинается с анализа эскиза детали и разбиения на элементарные операции с использованием одной оснастки. При большом количестве однотипных деталей имеет смысл выполнять одну операцию сразу для всех, не меняя при этом инструмент. Например, необходимо произвести выборку в торце десятка заготовок: устанавливается резец для торцевых канавок, инструмент налаживается под заданные размеры и производится проходка всех деталей.
Скорость обработки канавок резцом напрямую зависит от возможностей оборудования: на малых оборотах нет возможности обрабатывать каленые заготовки или получить фасонную поверхность. Шпиндель с люфтом приводит к биению заготовки, в итоге не удается соблюсти заданные параметры и допуски. В самом неприятном варианте деталь может заклинить и сломать головку резца или травмировать оператора. Во многих производственных цехах стоят станки, выпущенные в СССР и давно выработавшие свои ресурсы, соблюсти жесткие допуски на них очень сложно – подающие суппорты просто не могут обеспечить штатные 0.07-0.2 мм/об подачи. На таких станках оптимально использование канавочных резцов составной конструкции с режущими пластинами, которые сравнительно легко менять и точить.
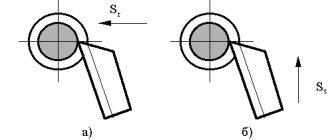
В общем случае проходку глубоких канавок осуществляют с использованием обдирочных (черновых) и чистовых (получистовых) инструментов. Сначала делают рез черновыми, оставляя порядка 0.5 мм до заданных размеров, остаток снимают чистовым инструментом. В случае очень жестких допусков применяются резцы тонкого точения, обработка наружной поверхности ведется радиальными резцами, когда инструмент стоит перпендикулярно оси точения. Для станков, работающих в автоматическом или полуавтоматическом режиме, характерно применение тангенциальных резцов, суппорт подачи двигается параллельно оси заготовки, в таком режиме можно добиться высокой чистоты поверхности.
Рекомендации по выбору резцов канавок
При выборе канавочного резца следует руководствоваться следующими соображениями:
- В первую очередь анализируют чертеж, по которому будет изготавливаться деталь. На чертеже указаны все параметры канавок: ширина, глубина, форма, а также нормативы по точности изготовления, возможные допуски.
- Металл, из которого изготовлена деталь. Для твердосплавных металлов берут соответствующие резцы с твердосплавным лезвием, для мягких металлов – обычные канавочные.
- При выборе инструмента для нарезания канавок внутри отверстия важен диаметр державки и величина выступающей кромки ножа. Здесь тоже целесообразней применять твердосплавную оснастку.
- Оборудование для проведения операций. Выбор канавочного резца определяется в этом случае в зависимости от возможных режимов работы станка, конфигурации и типа резцедержателя.
- Особенности технологического процесса. Техпроцесс может влиять на скорость обработки изделия. Чем скорость выше, тем более крепкую и выносливую канавочную оснастку нужно применять для достижения целей обработки.
- Предусмотрена ли смазка зоны обработки во время проведения операции. Смазка положительным образом влияет на работу, снимая часть нагрузки с канавочного инструмента и давая возможность тем самым применять более простую оснастку.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Основные преимущества
Использование сменных твердосплавных пластин позволяет уменьшить затраты на приобретение инструмента. При необходимости можно просто сменить изношенную пластину, державка изготавливается из обычной конструкционной стали. Это дешевле чем приобретение цельного резца. Следующее преимущество – это экономия времени. Один и тот же резец можно использовать для различных операций после простой смены пластины. При этом не требуется дополнительная пайка или заточка, а режим резания можно изменять практически «на ходу». Благодаря унификации упрощается процесс подбора пластин и сокращаются затраты времени на обработку деталей.