Сведения о производителе токарно-винторезного станка 1К62
Производитель токарно-винторезного станка модели 1К62 — Московский станкостроительный им. А.И. Ефремова, основанный в 1857 году.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62
— станок токарно-винторезный универсальный, Ø 400 - 1К62
— станок токарно-винторезный универсальный, Ø 400 - 1К62Б
— станок токарно-винторезный повышенной точности универсальный, Ø 400 - 1К282
— станок токарный восьмишпиндельный вертикальный, Ø 250 - 1К620
— станок токарно-винторезный универсальный с вариатором, Ø 400 - 1К625
— станок токарно-винторезный облегченный с повышенной линией центров, Ø 500 - 16А20Ф3
— станок токарный с ЧПУ, Ø 400 - 16Б20П
— станок токарно-винторезный повышенной точности, Ø 400 - 16К20
— станок токарно-винторезный универсальный Ø 400 - 16К20ВФ1
— станок токарно-винторезный универсальный высокой точности с УЦИ, Ø 400 - 16К20М
— станок токарно-винторезный механизированный, Ø 400 - 16К20П
— станок токарно-винторезный повышенной точности,Ø 400 - 16К20ПФ1
— станок токарно-винторезный повышенной точностии с УЦИ, Ø 400 - 16К20Ф3
— станок токарный с ЧПУ, Ø 400 - 16К20Ф3С32
— станок токарный с ЧПУ, Ø 400 - 16К20Т1
— станок токарный с оперативным управлением, Ø 500 - 16К25
— станок токарно-винторезный облегченный с повышенной линией центров, Ø 500 - 162
— станок токарно-винторезный универсальный, Ø 420 - 1622
— станок токарно-винторезный универсальный, Ø 120 - 1730
— станок токарный многорезцовый копировальный полуатомат, Ø 410 - ДИП-40 (1Д64)
— станок токарно-винторезный универсальный, Ø 800 - ДИП-50 (1Д65)
— станок токарно-винторезный универсальный, Ø 1000 - ДИП-200
— станок токарно-винторезный универсальный, Ø 400 - ДИП-300
— станок токарно-винторезный универсальный, Ø 630 - ДИП-400
— станок токарно-винторезный универсальный, Ø 800 - ДИП-500
— станок токарно-винторезный универсальный, Ø 1000 - МК6046, МК6047, МК6048
— станок токарно-винторезный универсальный, Ø 500 - МК6056, МК6057, МК6058
— станок токарно-винторезный универсальный, Ø 500 - МК-3002
— станок токарный настольный, Ø 220
Причины погрешностей точения на токарно-винторезном станке 1К62
На точность и чистоту обработки могут влиять следующие факторы:
- Неправильная установка станка на фундаменте по уровню;
- Наличие зазора между прижимными планками каретки и станиной; наличие зазора между направляющими и клиньями (необходимо подтянуть прижимные планки и клинья);
- Нежесткое пружинящее крепление резца;
- Деталь, закрепленная в патроне, имеет большой вылет (ее следует поддержать люнетом или поджать центром);
- Плохо закреплена планшайба для патрона, крепежные винты патрона недостаточно затянуты;
- Наличие грязи в конусном отверстии шпинделя;
- Неуравновешена масса патрона или обрабатываемой детали (необходимо уравновесить);
- Неправильно выбраны режимы резания (велика скорость резания или подача);
- Неправильно отрегулированы подшипники шпинделя. (о регулировке см. раздел «Регулирование станка», стр. 43).
Ремонт шлифованием
Не всегда имеется возможность использовать для ремонта продолно-строгальные или продолно-фрезерные станки в виду большой длины станины токарного станка. В этом случае направляющие станины восстанавливают при помощи переносного приспособления со шлифовальной головкой, которое устанавливается непосредственно на станине оборудования.
Ремонт можно производить на месте, без снятия станка с фундамента. Такой способ обеспечивает высокую точность ремонта, малую шероховатость поверхности, он также незаменим при обработке закаленной поверхности. Этот способ по производительности во много раз превосходит шабрение, но специалисты все же отдают предпочтение финишному строганию.
Регулирование токарно-винторезного станка 1К62
Регулирование натяжения ремней главного привода
Если с течением времени наблюдается уменьшение крутящего момента шпинделя, то поскольку в станке имеется клиноременная передача от главного двигателя к фрикционному валу, следует проверить натяжение ремней. Если ремни (недостаточно натянуты, их следует подтянуть. Для этого требуется снять нижний кожух, закрывающий моторную установку, и отпустить гайку, крепящую клиновой палец зажима вертикальной оси плиты, и гайку, крепящую подмоторную плиту. Посредством поворота круглой гайки против часовой стрелки следует опустить подмоторную плиту до требуемого натяжения ремней. Гайки надо после регулировки затянуть.
Регулирование фрикционной многодисковой муфты
Фрикционная реверсивная муфта токарно-винторезного станка 1к62
Когда натяжение ремня достаточное, то, чтобы увеличить крутящий момент шпинделя, следует отрегулировать фрикционную муфту главного привода.
Для этого необходимо выключить электродвигатель главного движения и снять верхнюю крышку передней бабки и маслораспределительный лоток.
Поворотом круглой гайки 2 (рис. 12) можно отрегулировать муфту прямого вращения шпинделя, а поворотом гайки 3 — муфту обратного вращения. Для регулирования муфты прямого вращения (рукоятка 21 (см. рис. 5) включается вниз, а для регулирования муфты обратного вращения — вверх. При этом рукоятка (см. рис. 5) должна быть отклонена влево (включен перебор 16 : 1). Поворот гаек может быть осуществлен лишь после того, как защелка 4 (см. рис. 12) будет утоплена в кольцо 5.
В большинстве случаев достаточно сделать 1/12 оборота (на один из двенадцати пазов, расположенных по периферии гайки). Следует следить за тем, чтобы защелка обратно заскочила в паз гайки, в противном случае ‘может произойти самопроизвольное отвинчивание последней.
Если после регулировки включение рукоятки 21 (см. рис. 5) производится с трудом, значит муфта слишком сильно затянута и следует несколько ослабить гайки.
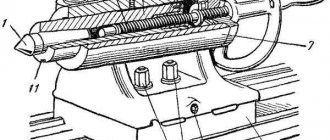
Регулирование ленточного тормоза
Ленточный тормоз токарно-винторезного станка 1к62
Если при выключении фрикционной муфты не происходит достаточно быстрого торможения шпинделя, то надо отрегулировать тормоз путем натяжения тормозной ленты 1 (рис. 13) гайками 2.
Время торможения шпинделя зависит от величины натяжения ленты. При 2000 об/мин время торможения шпинделя без изделия и патрона не должно превышать 1,5 сек.
При заторможенном положении шпинделя рычаг 3 должен расположиться симметрично выступу валика-рейки 4, фиксация положения которого обеспечивается шариком 5 с регулирующей пружиной 6.
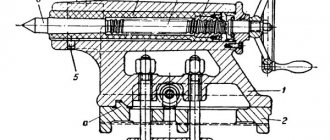
Регулирование подшипниковых опор шпинделя
Опоры переднего и заднего концов шпинделя токарного станка 1к62
Подшипниковые опоры шпинделя (передний — роликовый двухрядный и задние — радиально-упорные подшипники) отрегулированы на заводе и не требуют никакой регулировки.
При ремонте регулировка подшипников производится следующим образом. Передний подшипник шпинделя регулируется гайкой 8 (рис. 18), расположенной внутри корпуса передней бабки, в следующем порядке: освобождают винт 9 и поворачивают гайку в необходимую сторону. Поворотом этой гайки осуществляется осевое (перемещение внутреннего кольца подшипника 10 на конусной шейке шпинделя
При повороте гайки вправо происходит натяжение внутреннего кольца подшипника на конусную шейку шпинделя. При этом кольцо деформируется, его наружный диаметр увеличивается, обеспечивая плотное прилегание всех роликов к поверхностям внутреннего и наружного колец подшипника, что уменьшает радиальный зазор в подшипнике. После регулировки вновь затягивают винт 9.
Регулирование осевого зазора радиальноупорных подшипников задней опоры шпинделя производится вне корпуса бабки гайкой 11 через тепловой компенсатор 12. Натяг осуществляется поворотом гайки вправо на угол 18..20° до того, как в стыках между подшипниками и проставками будут выбраны зазоры. Наружные кольца устанавливаются вплотную до упора гайкой 13.
Ремонт строганием
Этот способ менее утомительный, чем шабрение и менее дорогостоящий шлифования. Например, усредненная продолжительность ремонта направляющих станка составляет:
При износе более 0,15 мм ручное шабрение заменяют механической обработкой на продольно-строгальном станке при централизованном способе организации ремонта в ремонтном цехе или на специализированном предприятии. Причина простая, придется произвести снятие станины с фундамента и произвести установку и выверку на жестком столе строгального станка.
Строгание направляющих станины
На первом этапе один раз производят пробное строгание для получения базовой поверхности, что позволит определить отклонения по всей длине станины. Для этого поочередно подводят резец к наиболее изношенным поверхностям и снимают слой металла до устранения износа. Финишное строгание выполняют минимум за два прохода чистовыми широкими твердосплавными резцами. Последний проход выполняют глубиной реза менее 0,05 мм, постоянно смачивая резец и поверхность направляющих керосином. Когда износ превышает 0,4-0,5 мм направляющие подвергают грубому и тонкому строганию. Главным недостатком этого способа ремонта является немалое время на демонтаж станины, транспортировку, установку станины на стол строгального станка, выверку и снятие восстановленной станины.
При обработке резанием плоской призматической поверхности направляющих из массива станины вырываются мельчащие частицы металла различной величины и формы. На поверхности появляются борозды, канавки, образуя шероховатую поверхность. Поэтому иногда после механической обработки без шабрения или вибрационного обкатывания не обойтись. Это увеличивает прочность направляющих за счет пластического деформирования (изменения структуры материала). Вибрационным обкатываем достигают выглаживание микрошероховатостей и неровностей поступательным движением вдоль и поперек оси специально обработанными шариками или роликами.
Ремонт направляющих токарного станка одним из описанных способов является элементом комплексных работ, связанных с восстановлением полной работоспособности и точности металлорежущего оборудования. Но не стоит забывать, что качество ремонта при минимальном сроке его выполнения существенно зависит от степени подготовки станка к ремонту и квалификации слесаря.
Источник
Смазка токарно-винторезного станка 1К62
Схема смазки токарно-винторезного станка 1к62
Долговечность механизмов станка во многом зависит от своевременной и доброкачественной смазки взаимодействующих деталей. Предварительно перед смазкой и пуском станок тщательно протирается.
При работе станка все детали механизма и подшипников передней бабки (рис. 4) смазываются от автоматически действующего плунжерного насоса 2.
Плунжерный насос, приводимый в действие эксцентриком, сидящим на фрикционном валу, подает масло из резервуара, расположенного на дне корпуса передней бабки, через пластинчатый фильтр к переднему шпиндельному подшипнику и на лоток, откуда оно растекается к необходимым механизмам узла.
После включения станка в смотровом глазке, расположенном на верхней крышке передней бабки, должна появиться тонкая струйка масла, указывающая на нормальную работу, насоса. Если струйка не появляется, необходимо снять верхнюю крышку передней бабки и при помощи упорного винта, ввернутого в приводной рычаг, отрегулировать нормальную работу насоса.
Ежедневно перед началом работы следует проверять уровень масла в резервуаре. Если при остановленном станке масло стоит ниже риски маслоуказателя, расположенного в левой части передней бабки, необходимо долить масло в резервуар. При включенном станке уровень, масла в резервуаре понижается, так как часть масла циркулирует в системе. Это не вызывает необходимости дополнительной заливки масла.
При замене масла вывертывается пробка «Слив масла», находящаяся в маслоуказателе.
Рекомендуется производить замену масла непосредственно после выключения станка, когда все частицы износа и пыль находятся во взвешенном состоянии и удаляются вместе с отработанным маслом.
Перед следующим заполнением корпуса маслом следует произвести тщательную промывку и чистку передней бабки, чтобы полностью удалить отстоявшуюся грязь. Недопустимо для чистки применять протирочные материалы с отделяющимися волокнами.
Свежее масло следует заливать только после тщательной просушки узла.
Смазка коробки подач осуществляется от плунжерного насоса 3, расположенного в верхней части корпуса. За исправностью работы насоса можно следить через смотровой глазок, расположенный на передней крышке коробки подач. Для контроля уровня масла имеется маслоуказатель, расположенный под смотровым глазком.
Заливка масла производятся в верхнюю часть резервуара коробки подач. Пробка для слива масла находится в нижней стенке корпуса.
Плунжерный насос 4 в фартуке смонтирован в нижней крышке и приводится в действие от эксцентрика вала червячной шестерни. Он обеспечивает смазкой все приводные части, подшипниковые опоры и направляющие суппорта и каретки.
Включение подачи масла на направляющие суппорта и каретки производится краном 10.
Рекомендуется в начале смены поставить кран в положение «0» (открыто) и два-три раза прогнать каретку по станине и нижнюю часть суппорта по каретке на быстром ходу. После этого кран следует вернуть в положение- «3» (закрыто).
Если во время работы станка кран остается в положении «0» (открыто), то все масло из резервуара фартука в течение смены будет выкачено.
Заливка масла производится через отверстие в левой стенке фартука, закрываемое пробкой.
В нижней крышке фартука расположены две пробки для слива масла. Винт поперечной и продольной подач суппорта и их опор, а также ось резцовой головки смазываются пресс-масленками 7, 11, 12, 13.
Смазка опор эксцентрикового вала пиноли и винта задней бабки осуществляется через пресс-масленки 5, 8, 9, 14; подшипники ходового винта и ходового вала смазываются через отверстие, закрываемое пробкой 6.
В период эксплуатации станка необходимо следить за работой масляных насосов и наличием масла в резервуарах. Характеристики масел и периодичность смазывания указаны в карте смазки.
Ремонт шабрением
Шабрение направляющих или шабрение с последующей притиркой остается до сих пор самым эффективным способом восстановления их геометрической, технической точности. И сейчас этот способ часто используется, на протяжении многих десятилетий демонстрируя прекрасный результат ремонта станины. В первую очередь надо обследовать состояние направляющих, определить степень их износа. То место, где износ минимальный, принимается за базовой уровень, а данные замеров заносятся в таблицу, на основании которых будет производится ремонт. В токарном станке за базовую поверхность принимают чаще всего место расположение задней бабки, которое в процессе эксплуатации оборудования практически не изнашивается. Метод включает следующие этапы:
Поскольку направляющие станины токарного станка достаточно длинные, обработка выполняется по маякам с разбивкой общей длины на участки. Первым маяком всегда является место максимальной выработки. На расстоянии, меньшем длины поверочной линейки, от первого маяка шабрят второй маяк, находящийся в одной плоскости с первым. Затем шабрится вся поверхность между маяками с последующим переходом на соседний участок. Периодически следует прикладывать линейку с краской для оценки состояния направляющих и качества работы.
Смотрите видео чернового шабрения
Такой обработке подвергаются незакаленные части направляющих токарного станка, метод гарантирует достижение высокой точность поверхности (0,002 мм на 1000 мм длины). Образующиеся после шабрения мельчайшие лунки способны хорошо удерживать и равномерно распределять смазку. Качество шабрения полностью зависит от профессионализма рабочего.
Технические данные и характеристики токарно-винторезного станка 1К62
| Наименование параметра | ДИП-200 (1д62м) | 1А62 | 1К62 | 16К20 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 410 | 400 | 400 | 400 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 210 | 210 | 220 | 220 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750, 1000, 1500 | 750, 1000, 1500 | 710, 1000, 1400 | 710, 1000, 1400, 2000 |
| Наибольшая длина обточки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Высота оси центров над плоскими направляющими станины, мм | 202 | 215 | 215 | |
| Наибольшее расстояние от оси центров до до кромки резцедержателя, мм | 228 | 228 | 240 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 23 | 25 | 25 | 25 |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 | 25 х 25 | 25 х 25 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 500 | 200 | ||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 1500 | 460, 650, 900, 1300 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 38 | 36 | 38/ 47 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 37 | 34 | 36/ 45 | 50 |
| Число ступеней частот прямого вращения шпинделя | 18 | 21 | 24 | 24 |
| Частота вращения шпинделя в прямом направлении, об/мин | 11,5..600 | 11,5..1200 | 12,5..2000 | 12,5..1600 |
| Число ступеней частот обратного вращения шпинделя | 9 | 12 | 12 | 12 |
| Частота вращения шпинделя в обратном направлении, об/мин | 18..760 | 18..1520 | 19..2420 | 19..1900 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 5/ 6 | Морзе 6 |
| Конец шпинделя фланцевого | М90х6 | М90х6 | М90х6/ 6 | 6К по ГОСТ 12593-72 |
| Торможение шпинделя | есть | есть | есть | |
| Материал шпинделя | Ст.45 | Ст.45 | ||
| Суппорт. Подачи | ||||
| Наибольшее перемещение продольной каретки суппорта от руки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | |
| Наибольшее перемещение продольной каретки суппорта по валику и по винту, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Наибольшее перемещение поперечной каретки суппорта от руки, мм | 280 | 280 | 250 | 300 |
| Наибольшее перемещение поперечной каретки суппорта по валику и по винту, мм | 280 | 280 | 250 | |
| Продольное перемещение на одно деление лимба, мм | нет | 1 | 1 | 1 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение на один оборот лимба (шаг винта поперечного суппорта), мм | 5 | 5 | ||
| Число ступеней продольных подач | 35 | 35 | 49 | |
| Пределы рабочих подач продольных, мм/об | 0,082..1,59 | 0,082..1,59 | 0,07..4,16 | 0,05..2,8 |
| Число ступеней поперечных подач | 35 | 35 | 49 | |
| Пределы рабочих подач поперечных, мм/об | 0,027..0,522 | 0,027..0,522 | 0,035..2,08 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 3,4 | 3,8 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 1,7 | 1,9 |
| Максимально допустимая скорость при работе по упорам, м/мин | 0,25 | |||
| Количество нарезаемых резьб метрических | 25 | 19 | 44 | |
| Пределы шагов метрических резьб, мм | 1..12 | 1..12 | 1..192 | 0,5..112 |
| Количество нарезаемых резьб дюймовых | 30 | 20 | 38 | |
| Пределы шагов дюймовых резьб, ниток/дюйм | 24..2 | 24..2 | 24..2 | 56..0,5 |
| Количество нарезаемых резьб модульных | 12 | 10 | 20 | |
| Пределы шагов модульных резьб, модуль | 0,25..3 | 0,5..3 | 0,5..48 | 0,5..112 |
| Количество нарезаемых резьб питчевых | 24 | 24 | 37 | |
| Пределы шагов нарезаемых резьб питчевых | 96..7 | 95..7 | 96..1 | 56..0,5 |
| Выключающие упоры продольные | есть | есть | есть | есть |
| Выключающие упоры поперечные | нет | нет | нет | |
| Предохранение от перегрузки | есть | есть | есть | есть |
| Блокировка одновременного включения продольного и поперечного движения суппорта | есть | есть | есть | есть |
| Резьбоуказатель | нет | |||
| Наружный диаметр ходового винта, мм | 40 | 40 | ||
| Шаг ходового винта, мм | 12 | 12 | ||
| Диаметр ходового вала, мм | 30 | 30 | ||
| Резцовые салазки | ||||
| Наибольшее перемещение резцовых салазок, мм | 100 | 113 | 140 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба (шаг винта резцовых салазок), мм | 5 | 5 | ||
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° | 1° |
| Число резцов в резцовой головке | 4 | 4 | 4 | 4 |
| Задняя бабка | ||||
| Диаметр пиноли задней бабки, мм | 65 | 70 | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | нет | нет | 0,05 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 | ±15 | ±15 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 2 | 4 | 4 |
| Электродвигатель главного привода, кВт | 4,3 | 7 | 10 | 11 |
| Электродвигатель быстрых перемещений, кВт | нет | нет | 0,8 | 0,75 |
| Электродвигатель гидростанции, кВт | нет | нет | 1,1 | 1,1 |
| Электродвигатель насоса охлаждения, кВт | нет | 0,125 | 0,125 | 0,12 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 2650 х 1315 х 1220 | 2650 х 1580 х 1210 | 2812 х 1166 х 1324 | 2795 х 1190 х 1500 |
| Масса станка (РМЦ = 1000), кг | 1750 | 2105 | 2140 | 3005 |