Ремонт направляющих станин токарных станков
К
атегория:
Ремонт промышленного оборудования
Ремонт направляющих станин токарных станков
Далее: Восстановление направляющих станины горизонтально-фрезерного станка
Характер износа и технические требования на ремонт направляющих станин
Поверхности — направляющие, по которым перемещается задняя бабка токарного станка, значительно меньше изнашиваются, чем поверхности и передней направляющей суппорта. Несколько меньше изнашиваются поверхности. Поверхности, и практически не изнашиваются. Разная величина износа поверхностей направляющих объясняется тем, что при движении сборочных единиц, задней бабки и суппорта на эти поверхности действует разная по величине нагрузка.
Исходя из ГОСТ 18097-72, при ремонте станин токарных станков следует выполнять следующие требования: — направляющие должны быть прямолинейны, допускаемая выпуклость 0,02 мм на 1000 мм длины; — поверхности, и должны быть параллельны в горизонтальной плоскости, не иметь спиральной изогнутости, наблюдаемой, когда направляющие извернуты, как по винтовой линии, допустимое отклонение 0,02 мм на 1000 мм длины; — поверхности и должны быть параллельны поверхностям и под рейку, допустимое отклонение 0,10 мм на всю длину станины; — поверхности и должны быть параллельны поверхностям, допустимое отклонение 0,03 мм на всю длину станины; — поверхности и должны быть параллельны поверхностям, допустимое отклонение 0,03 мм на всю длину станины.
Рис. 1. Схемы станины (а) токарного станка и ее установки (б): I — при помощи башмаков, II — клиньями, III — болтами-домкратами;
Долговечность направляющих станины в основном зависит от режима работы станка и качества технического обслуживания.
Восстановление направляющих станины токарного станка шабрением
Для восстановления точности направляющих станину устанавливают на стенде или жестком полу и проверяют положение ее в продольном направлении по уровню. Последний устанавливают на менее изношенных частях горизонтальной направляющей по всей ее длине.
Положение станины токарного станка в поперечном направлении проверяют рамным уровнем, который прикладывают к плоскости, где крепится коробка подач. Одновременно проверяется спиральная повернутость, для чего используется мостик или каретка (применяемая как мостик и уровень). Мостик устанавливают на различных участках вдоль направляющих. В зависимости от показаний уровней положение станины регулируют башмаками или клиньями, подкладываемыми под ее основание или под ножки. Очень удобно устанавливать станину на болты домкрата.
Рис. 2. Выверка станины на стенде: 1 — основание мостика, 2, 5, — резьбовые колонки, 3, 10— уровни, 4, 8— опоры, — площадка для уровня, — подпятники, — рамный уровень, — балочка, — поверхность станины, предназначенная для крепления коробки подач
Вывинчивая или завинчивая болты домкрата, станину поднимают или опускают. Регулировку осуществляют до тех пор, пока пузырек основной ампулы уровня не станет в нулевое положение, что свидетельствует о правильном положении станины.
После выверки станины выбирают базовую поверхность, по которой контролируют параллельность всех ремонтируемых направляющих. У станины токарного станка за базу обычно принимают направляющие, и под заднюю бабку, так как они изнашиваются значительно меньше, чем другие направляющие. Эти поверхности сначала пришабривают, чтобы устранить износ, периодически проверяя прямолинейность и плоскостность контрольной линейкой.
Подготовив базу по контрольной линейке, шабрят поверхности, и направляющих с проверкой параллельности.
Некоторые ремонтники проверяют спиральную изогнутость направляющей индикатором. Однако этот способ ненадежный, так как направляющая, на которой устанавливается стойка индикатора, часто имеет-отклонение в горизонтальной плоскости до 0,01 мм. В этом случае показание стрелки индикатора будет неверным Ошибка будет тем большей; чем длиннее державка индикатора.
Следует, однако, отметить, что несмотря на малый износ направляющих под заднюю бабку, их параллельность относительно плоскостей для крепления коробки подач и крепления кронштейна ходового винта и ходового валика часто оказывается нарушенной.
Отклонения нарастают с увеличением числа ремонтов станка, из-за чего при сборке ремонтируемых станков приходится затрачивать много времени на пригонку по месту коробки подач, кронштейна ходового винта и ходового валика, выполняемую шабрением вручную.
Этого можно избежать, применяя более рациональную технологию ремонта. Существенным элементом этой технологии является то, что за базу принимают участки длиной 200—300 мм на концах поверхностей. Эти поверхности не имеют износа, а потому не нуждаются в предварительной подготовке, как направляющие задней бабки.
Рис. 3. Проверка спиральной изогнутости направляющих: о — уровнем (правильно), б — индикатором (неправильно); 1 — уровень, 2 — каретка, 3 — станина, 4 — индикатор, 5 — державка, 6 — основание-призма
По окончании подготовки базовых поверхностей приступают к шабрению направляющих. Сначала шабрят по краске поверхности, а цифрами 3, и 6. При этом время от времени проверяют универсальным мостиком параллельность и спиральную извернутость этих поверхностей. Для удобства замеров на приспособлении устанавливают два индикатора. По ним определяют параллельность между поверхностями направляющих и маяками, а уровнем устанавливают спиральную изогнутость.
Далее шабрят поверхности. Уровнем проверяют спиральную изогнутость поверхностей, а индикатором— параллельность поверхностей и базовым поверхностям. В последнюю очередь шабрят поверхности.
Определение величины износа направляющих
Для определения величины износа направляющих пользуются контрольной линейкой и щупами. Длина линейки должна быть не меньше 2/3 длины проверяемой поверхности
Приступая к проверке, прежде всего зачищают поверхность направляющих, чтобы удалить забоины и грубые задиры. После этого накладывают линейку и щупами измеряют зазор между ней и направляющей через каждые 300—500мм по длине. Там, где зазор оказывается наибольшим, износ направляющей, т. е. ее отклонение от прямолинейности является максимальным.
Широкие поверхности проверяют на плоскостность. Для этого линейку укладывают на две контрольные плитки и одинакового размера и замеряют щупами расстояние между поверхностью детали и линейкой. Это проделывают в нескольких направлениях — а, б, в, г и д, каждый раз производя измерения в нескольких точках по длине линейки.
Вместо щупов иногда пользуются кусочками (лепестками) папиросной бумаги толщиной 0,02 мм. Лепестки укладывают в нескольких местах на направляющие и на них накладывают линейку. После этого начинают вытаскивать лепестки из-под линейки; если поверхность прямолинейна, лепестки оказываются прижатыми, при этом их не вытаскивают, а только обрывают их концы.
В тех случаях, когда направляющие значительно длиннее имеющейся контрольной линейки, величину износа определяют чувствительным слесарным уровнем при помощи специального приспособления — мостика или же используют вместо него основание задней бабки.
На рис. 4, в показана схема замера износа направляющих станины в вертикальной плоскости.
Мостик с уровнем, расположенным продольно, перемещают по направляющим. Участок, где пузырек уровня наиболее отклонится, и будет самым изношенным. Найдя этот участок, разбивают (идя от него) станину на равные по длине части, сооответствующие расстоянию между опорами мостика. На исходном участке уровень регулируют так,
чтобы пузырек его основной ампулы занял среднее положение, т. е. оказался на нуле.
При определении величины износа описываемым способом необходимо учитывать, что уровень показывает отклонение на длине 1000 мм, тогда как замеры ведутся на участках меньшей длины. Следовательно, показания уровня нужно пересчитывать применительно к фактически измеряемым расстояниям. Если, например, цена деления шкалы уровня 0,04 мм на 1000 мм, а каждое измеряемое расстояние равно 500 мм,* то цена деления на этих участках будет 0,02 мм.
Рис. 4. Определение точности направляющих: проверки отклонений: а — от прямолинейности при помощи линейки и щупа, б — от плоскостности линейкой и мерными плитками, в — от прямолнейности при помощи мостика и уровня
Износ горизонтальных направляющих определяют мостиком и уровнем следующим образом. Расположив мостик на наиболее изношенной части станины, которую находят по тому, что на границах этой части пузырек уровня отклоняется как в одну, так и в другую сторону (пусть это будет участок 4—5), перемещают мостик с уровнем на следующий участок 5—6. Здесь определяют показание уровня (пузырек отклоняется в сторону подъема) и заносят это показание в специально составляемую таблицу-график. Если пузырек отклонился, например, на три деления, то при цене деления 0,04 мм на 1000 мм и расстояниях между замеряемыми участками 500 мм отклонение прямолинейности выразится в 0,02X3 = 0,06 мм.
Далее располагают мостик с уровнем на участке —7 и также записывают показание уровня Если и здесь получен результат 0,06 мм, значит действительное отклонение от прямолинейности на участках 5~6 равно 0,12 мм.
Метод определения непрямолинейности направляющих при помощи уровней широко используется при ремонте оборудования. Однако уровнем проверяют непрямолинейность только в вертикальной плоскости. Поэтому все большее распространение получили оптические методы контроля, из которых наиболее совершенным является автоколлимационный метод.
Этот метод позволяет осуществлять замеры отклонений от прямолинейности как в вертикальной, так и в горизонтальной плоскостях. Измерение осуществляют при помощи жестко закрепленного автоколлиматора и плоского зеркала, которое перемещают по проверяемой поверхности. Зеркало устанавливают на универсальный или специальный мостик и выверяют так, чтобы оно находилось перпендикулярно оптической визирной оси автоколлиматора и изображение совпало с перекрестием окулярного микроскопа. Перемещая мостик с зеркалом по направляющим на шаги L, положение зеркала будет меняться из-за непрямолинейности отдельных участков. Углы наклона по отношению к первоначально установленному положению определяют непрямолинейность, которую отсчитывают по шкале микроскопа и строят график так же, как показано на рис. 4, в.
Рис. 5. Схема контроля отклонений от прямолинейности автоколлиматором
Универсальный мостик для проверки направляющих
Для проверки прямолинейности, параллельности и спиральной извернутости направляющих станин существуют различные универсальные приспособления. Одно из таких приспособлений — мостик — показано на рис. 92, а—е. Этот мостик имеет основание Т-образной формы с шарнирными опорами 2, 5,7, закрепленными на резьбовых колонках. Опоры с колонками и можно перемещать в вертикальном направлении, а дополнительные опоры и — в горизонтальном направлении по продольным пазам основания. Опора с колонкой допускает горизонтальное и вертикальное перемещения. Все опоры снабжены подпятниками 9, которые можно устанавливать на разные углы.
На шарнирных площадках устанавливают уровень с ценой деления основной ампулы 0,02 мм на 1000 мм. В специальных устройствах (на рисунке не показаны) устанавливают индикаторы в любом положении.
Для проверки направляющих мостик располагают примерно в средней части станины, затем производят регулировки опор. Следя за показаниями пузырька уровня, добиваются горизонтального положения мостика с уровнем. Благодаря тому что приспособление устанавливают в средней части направляющих, расширяют возможность измерения их износа при помощи уровня, имеющего небольшую шкалу, учитываются плюс и минус от нулевого положения пузырька уровня.
При проверке направляющих разного типа опоры мостика располагаются по-разному. Параллельность уже известных нам по рис. 87, а направляющих поверхностей, и базовых поверхностей и проверяют универсальным мостиком следующим образом.
Мостик устанавливают опорами на поверхности, и и подводят один из индикаторов к поверхности. Затем начинают перемещать мостик вдоль направляющих, наблюдая за показаниями стрелки индикатора. На поверхности помечают мелом или краской участки, на которых стрелка индикатора имеет наибольшие отклонения. Точно так же определяют отклонения стрелки индикатора на поверхности. Если показания индикатора на поверхности и совпадают, то за базовую принимают поверхность, так как показания индикаторов тогда получаются более устойчивыми и точными. Если же показания индикатора на поверхностях и отличаются друг от друга, то на поверхности вышабривают контрольные площадки — маяки — в ранее помеченных местах. Шабрением уравнивают отклонения поверхностей маяков с отклонениями поверхности.
Базовую поверхность можно заменить другой, а именно поверхностью канавок или перемычек между направляющими, если они параллельны поверхности. Параллельность проверяют индикатором, стрелки которого должны показывать отклонения, равные по величине и разные по знакам. Если, например, на поверхности стрелка индикатора показывает + 0,05 мм, то на поверхности канавки, если она параллельна поверхности, стрелка должна показать — 0,05 мм. Когда же выявляется отклонение от параллельности, на поверхности канавки вышабривают маяки, параллельные поверхности, и от этих маяков ведут дальнейшую выверку направляющих станины.
На рис. 6 показаны наладки универсального мостика для проверки направляющих станин разных профилей и размеров.
На рис. 6, а приведен пример проверки направляющих треугольного профиля, часто встречающихся у станин токарно-револьверных станков. Четыре опоры мостика (из них на рисунке видны только две) помещены на левой призматической направляющей, а одна опора установлена на одной стороне правой направляющей. Перемещая приспособление вдоль направляющих, определяют по индикатору параллельность нижней левой направляющей; по уровню же, расположенному поперек направляющих, устанавливают их спиральную из-вернутость, т. е. отклонение от параллельности в горизонтальной плоскости. Вторую сторону правой направляющей можно проверить по уровню, установив на этой стороне опору, или же, не перенося опоры, по индикатору (на рисунке показано справа).
Чтобы проверить прямолинейность поверхностей, располагают уровень на мостике вдоль направляющих и мостик с уровнем перемещают по направляющим, останавливая его то на одном, то на другом проверяемом участке и отмечая показания уровня. На рис. 6, б показана установка приспособления на станине токарного станка для проверки параллельности средних направляющих с базовой поверхностью, т. е. с плоскостью под зубчатую рейку (изображена слева короткой жирной линией), и проверки на спиральную извернутость. Параллельность проверяют индикатором, а спиральную извернутость — уровнем.
Рис. 6. Схема наладки универсального мостика для проверки: а — направляющих треугольного профиля, б — отклонений от параллельности средних направляющих и базовой поверхности, в, г —сочетания направляющих, д — призматической направляющей, е — плоских направляющих
Наружные направляющие проверяют по уровню и индикатору после переналадки приспособления и его установки на этих направляющих или же только по индикатору, используя в качестве базы выверенные средние направляющие.
У станин шлифовальных и некоторых других станков часто встречается сочетание направляющих. Чтобы проверить отклонения or прямолинейности и спиральную извернутость, располагают четыре опоры между образующими направляющей V-образного профиля, а одну опору — на противоположной плоской направляющей. Проверку ведут по уровню. Если размеры направляющих не позволяют поместить между их образующими все опоры приспособления, то устанавливают только две опоры остальные опоры не используются.
На рис. 6, д показан случай такого применения мостика, при котором опоры раздвинуты на значительное расстояние между поверхностями призматической направляющей станины.
Плоские направляющие станины проверяют, как показано на рис. 6, е. Особенность установки мостика в данном случае заключается в том, что две из опор упирают в боковую поверхность, остальные две и опору располагают на горизонтальных плоскостях. Таким образом, обеспечивают устойчивые показания уровня.
Применяя различные держатели для крепления индикатора, универсальным мостиком можно контролировать параллельность оси ходового винта и направляющих станины токарного станка, параллельность между базовой плоскостью для крепления коробки подач и кронштейном ходового винта.
Точность проверок описанным приспособлением зависит от точности применяемых уровня и индикатора. Настройка приспособления занимает не более мин, причем с ней справляется слесарь средней квалификации. Конструкция универсального мостика проста.
Восстановление направляющих станины строганием
Строганием можно восстановить направляющие при условии, что габариты станины не выходят за размеры стола продольно-строгального станка. Станина должна быть точно установлена на столе станка.
Ремонтируемую станину закрепляют в средней (приблизительно) части стола хорошо выверенного строгального станка. После этого проверяют параллельность базовой поверхности (плоскости под рейку) движению стола по всей длине, причем отклонение от параллельности не должно превышать 0,04 мм на длине 1000 мм. Проверку выполняют индикатором, закрепленным в суппорте станка.
Далее производят пробное строгание любой из горизонтальных поверхностей до устранения износа, которую затем проверяют на прямолинейность контрольной линейкой и щупом, чтобы определить величину их непрямолинейности, вызванной неточностью хода стола и различными другими причинами. Получив необходимые данные, прикрепляют станину к столу болтами с гайками и прихватами. Под основание станины подкладывают клинья с уклоном 0°30’ — 0°40’ и толщиной у острого конца около 0,1 мм.
При помощи прихватов на четырех участках А и Б деформируют станину станка в вертикальной плоскости на величину отклонения от прямолинейности, найденную пробным строганием. Если отклонение направлено в сторону вогнутости и равно К мм, то прогибают станину в том же направлении на величину К + 0,02 мм и устраняют износ направляющих строганием. Когда по окончании строгания будут отпущены болты и удалены прихваты и клинья, станина спружинит и ее направляющие станут прямолинейными. Это произойдет потому, что при строгании был снят на концах станины больший слой металла, чем в середине. Отклонение направляющих в сторону выпуклости будет в пределах, допустимых техническими требованиями.
Если отклонение от прямолинейности направлено в сторону выпуклости, станину выгибают на величину К — 0,02 мм. После снятия ее со стола направляющие, как в предыдущем случае, окажутся с допустимой техническими требованиями выпуклостью величиной до 0,02 мм на 1000 мм длины.
Рис. 7. Схема деформирования станины при ее установке для строгания
Пробное строгание направляющих производится один раз; полученную величину К отклонения от прямолинейности принимают как постоянную для последующих ремонтов станины разных моделей аналогичной длины.
Приемы деформирования станины таковы. Чтобы прогнуть станину в средней части (см. рис. 93, а), клинья располагают ближе к ее концам, а прихваты — ближе к середине в местах, указанных стрелками А. Чтобы выгнуть станину в средней части (рис. 93, б), прихваты размещают ближе к ее краям, как показано стрелками Б, а клинья — ближе к середине. Требуемый прогиб или выгиб получают подтягиванием болтов прихватов и перемещением клиньев легкими ударами молотка *.
При затяжке болтов и регулировке клиньев наблюдают за показаниями стрелки индикатора. Измерительный стержень индикатора должен быть подведен к месту максимального прогиба станины — точке О. Точность положения станины окончательно проверяют при закреплении болтов.
Описанный способ установки ремонтируемой станины на столе строгального станка гарантирует получение должной прямолинейности ее направляющих даже в тех случаях, когда ход стола станка значительно отклоняется от прямолинейности. Эту операцию, как правило, выполняет строгальщик, а слесарь-ремонтник обязан это знать и уметь проконтролировать.
Резцы для строгания направляющих рекомендуется устанавливать по шаблону, имеющему такой же профиль, что и направляющие. Шаблон закрепляют на столе станка перед станиной со стороны захода резца с учетом толщины стружки, снимаемой при строгании.
Изготовление шаблонов для всех профилей направляющих слишком дорого. Поэтому в ряде случаев устанавливают резцы непосредственно по профилю направляющих с помощью щупов.
При строгании направляющих станин токарных станков поступают следующим образом: — резцы подводят к щупу, уложенному на неизношенную часть направляющих, там, где крепится передняя бабка; — щуп протаскивают между поверхностью направляющих и резцом, причем он должен проходить под действием небольшого усилия; — резцы опускают на глубину снимаемого при строгании слоя металла.
Направляющие станин следует строгать широкими резцами с доведенным лезвием. Применение резцов с широким лезвием облегчает настройку суппорта строгального станка по профилю направляющей и позволяет уменьшить число проходов при строгании.
Строганием обрабатывают поверхности 1, 2, 3, 4, 6, 7,8 и до границы их максимального износа, поверхности, как правило, не строгают, поскольку у них, как указывалось, износа не бывает.
Точность направляющих, отремонтированных описанным способом, полностью отвечает техническим условиям на приемку станков. После строгания ее проверяют универсальным мостиком по уровню.
Восстановление направляющих станин шлифованием
Направляющие станин шлифуют на специальных шлифовальных, продольно-строгальных, или продольно-фрезерных станках, оснащенных специальными приспособлениями. И при такой обработке ста-нину, установленную на столе станка, подвергают деформации. Шлифование (как плоских, так и призматических направляющих) производится торцом чашечного шлифовального круга и периферией, в том числе кругами прямого профиля. При этом не допускается нагрев направляющих, вызывающий деформацию станины.
Приспособления для шлифования направляющих станин, столов относительно недороги. Они разделяются на стационарные и переносные. К стационарным относятся не только шлифовальные, но и фрезерные головки, установленные на продольно-строгальных, продольно-фрезерных и других станках, обычно на суппорте. Переносные приспособления служат для шлифования или фрезерования станин металлорежущих станков без снятия их с фундамента.
При использовании переносных приспособлений нужно сначала подготовить базу для их установки. Обычно в качестве базы применяют неизношенную или малоизношенную поверхность, которую зачищают от забоин и потом проверяют на прямолинейность (если требуется, прибегают и к шабрению). Применение переносных приспособлений экономически более выгодно, когда длина обрабатываемой станины превышает 2,5 м. Стационарные приспособления не нуждаются в предварительной подготовке базовых поверхностей, кроме того, они более надежны в работе, чем переносные приспособления. Однако пользоваться ими можно лишь там, где есть соответствующее оборудование.
Рис. 8. Шлифование торцом круга: а — с уклоном, — без уклона
Шлифование производится чашечным кругом диаметром 100—175 мм со скоростью 30—40 м/с. Наименьший нагрев станины и лучший отвод стружки и пыли обеспечивается при шлифовании торцом круга и наклоне оси шпинделя на 1—3°; однако в этом случае качество шлифования понижается. Вот почему данным способом работают на «черновой» стадии, т. е. при предварительном шлифовании.
Для окончательной обработки шпиндель и шлифовальный круг располагают строго перпендикулярно шлифуемой поверхности. Качество шлифования получается высоким, но ухудшаются условия удаления стружки, что приводит к нагреву станины. Это заставляет вести шлифование на пониженных режимах — при глубине резания не более 0,01 мм.
Точность установки шпинделя перпендикулярно обрабатываемой поверхности определяют по узору на ней, образующемуся в результате скрещивания штрихов. Нескрещивающиеся штрихи получаются, когда круг установлен с наклоном к обрабатываемой поверхности.
Переносные приспособления отличаются той особенностью, что точность обработки ими направляющих прежде всего зависит от точности установочной базы приспособления. В связи с этим, как уже указывалось, сначала добиваются требуемой точности базовых поверхностей, в качестве которых на токарном станке обычно выбирают ма-лоизнашивающиеся направляющие для задней бабки, легко восстанавливаемые шабрением. Продольная подача в переносных приспособлениях осуществляется посредством винтов, втулочных или роликовых цепей.
Рис. 9. Переносное приспособление для шлифования направляющих станин: а — приспособление в работе, — виды профилей, обрабатываемых при помощи приспособления
Общее представление о переносном приспособлении для шлифования направляющих станин дает рис. 9, а. Плиту приспособления с Двумя ее сменными направляющими, которые крепятся к ней винтами, устанавливают на токарном станке — на пришабренных направляющих для задней бабки. Последние могут иметь любую форму, допускаемую набором сменных направляющих приспособления. В нижней части плиты смонтированы подпружиненные упоры с шарикоподшипниками и 5, выполняющими роль катков. Приспособление перемещают вдоль станины вручную. При шлифовании крупных станин можно применять цепную передачу.
При значительном и неравномерном износе направляющих применяют приспособления для фрезерованиях их. Однако после фрезерования необходимо направляющие или шабрить, или шлифовать. Пользоваться переносными приспособлениями тем выгоднее, чем больше длина станины.
На рис. 9. б показаны виды профилей, обрабатываемых переносным шлифовальным приспособлением: — станины токарного станка; — станины продольно-строгального станка, 8, 9, — направляющих типа «ласточкин хвост», — комбинированной формы.
Станина токарного станка. Подготовка к ремонту
Качество капитального или среднего ремонта при минимальном сроке исполнения зависит от степени подготовки станка к ремонту и правильной организации труда бригады слесарей.
Перед остановкой станка для ремонта производят проверку его работы на холостом ходу с целью выявления повышенных шумов и вибраций на каждой ступени оборотов шпинделя и также осуществляют обработку образца с целью определения состояния опор качения шпинделя. Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
Результаты проверок учитывают при составлении ведомости дефектов и ремонте станка.
Другие проверки станка на точность по ГОСТ 42—56 (рекомендуемые в некоторых литературных источниках) проводить нецелесообразно, так как точность сборки станка обеспечивается на всех этапах технологического процесса ремонта.
В настоящей главе рассмотрено несколько вариантов технологических процессов, которые применяют для капитального или среднего ремонта корпусных (базовых) деталей и узлов большинства моделей токарно-винторезных станков, например, 1К62, 1601, 1610, 1613Д или 250, 1612В, 1615А, ТВ-320, 1А616, 1Е61 и др. соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Станина токарного станка. Календарный график капитального ремонта
Весьма важным мероприятием является организация ремонта станка по календарному графику. График ремонта станка определяет последовательность и сроки проведения ремонтных операций, комплектование узлов и окончательную сборку станка,
Кроме того, в первый день бригада осуществляет промывку деталей и дефектацию станка и приступает к ремонту других узлов станка.
Ремонт направляющих станины токарного станка
Направляющие станины восстанавливают при ремонте различными способами, например строганием, фрезерованием, шлифованием, протягиванием, шабрением. На некоторых заводах осуществляют поверхностное упрочнение направляющих станины способом накатывания роликом, а также закалкой т. в. ч., что значительно повышает износоустойчивость поверхностей.
Выбор способа ремонта зависит от степени износа и твердости направляющих станины, оснащенности ремонтной базы специальными станками и приспособлениями и т. п.
Наиболее распространенными способами ремонта направляющих станин являются шабрение, шлифование и строгание.
Ремонт направляющих шабрением даже при износе 0,05 мм отличается большой трудоемкостью и стоит дорого, поэтому следует механизировать этот процесс, а это дает большой экономический эффект.
Ремонт направляющих шлифованием обеспечивает высокую точность и чистоту обработки, этот способ практически незаменим при ремонте закаленных направляющих станин. Производительность труда при шлифовании в несколько раз выше по сравнению с шабрением. Однако при ремонте незакаленных направляющих станков предпочтение следует отдавать финишному строганию. При этом достигается высокая производительность, обеспечивается чистота поверхности V6 и точность в соответствии с техническими условиями.
Ремонт направляющих станины шабрением
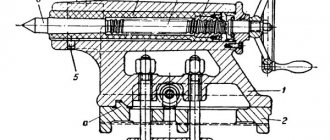
Рис. 48. Выверка станины токарно-винторезного станка на стенде
- Основание мостика
- Резьбовая колонка
- Уровень
- Опора
- Резьбовая колонка
- Площадка для уровня
- Резьбовая колонка
- Опора
- Подпятники
- Уровень
- Рамный уровень
- Балочка
- Поверхность станины для крепления коробки подач
Этот технологический процесс характеризуется тем, что станина (установленная на стенде или на жестком фундаменте) в поперечном направлении выверяется по поверхности для крепления коробки подач 13 (рис. 48) с помощью рамного уровня 11. Это позволяет в дальнейшем при ремонте суппорта легко определить и установить перпендикулярность поверхностей для крепления фартука на каретке суппорта к поверхности для крепления коробки подач на станине.
Горизонтальность направляющих в продольном направлении определяется обычным способом по уровню 10.
Другая особенность рассматриваемого типового технологического процесса заключается в том, что вместо изнашиваемых поверхностей направляющих под заднюю бабку (на станине), обычно принимаемых за базу, в данном случае за базу принимают поверхности для крепления зубчатой рейки, притом лишь участки (по 200—300 мм) этих поверхностей по обоим концам станины. Эти поверхности никогда не изнашиваются и находятся в одной плоскости с поверхностями для крепления коробки подач и кронштейна ходового вала. Восстановление параллельности направляющих станины к указанным поверхностям сокращает трудоемкость выверки параллельности осей ходового винта и ходового вала к направляющим станины.
Ремонт направляющих станин по этой технологии, внедренный в ремонтной службе ЛОМО, сводится к следующим операциям:
1. Устанавливают станину на стенд или жесткий фундамент по уровню с помощью клиньев и башмаков. В продольном направлении проверку необходимо вести по уровню 10 (рис. 48), в поперечном направлении — по рамному уровню, прикладываемому к плоскости 13.
Извернутость направляющих проверяется по уровню 4, установленному на универсальном приспособлении 3, перемещаемом по направляющим, или на мостике задней бабки.
Допускаются отклонения от горизонтальности направляющих в продольном направлении не более 0,02 мм на длине 1000 мм.
Извернутость направляющих допускается не более 0,02— 0,04 мм на длине 1000 мм.
Рис. 49. Профиль направляющих станины токарно-винторезного станка 1к62
Плоскость 9 (рис. 49) для крепления коробки подач должна располагаться вертикально. Допускается отклонение не более 0,04—0,05 мм на длине 1000 мм.
2. Шабрят поверхности 3, 4 и 5 по поверочной линейке на краску. В процессе шабрения периодически проверяют извернутость этих направляющих и параллельность их поверхностям 9 и 10 с помощью приспособления, уровня и индикатора (способ проверки — см. рис. 10, б).
Допускается непрямолинейность (в сторону выпуклости) не более 0,02 мм на длине 1000 мм. Извернутость — не более 0,02 мм на 1000 мм. Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм.
3. Шабрят направляющие 1, 2 и 6 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 3, 4 и 5, отклонение которой должно быть не более 0,02 мм на длине 1000 мм и не более 0,05 мм на длине 3000 мм.
Спиральная извернутость допускается не более 0,02 мм на длине 1000 мм. Количество отпечатков краски должно быть не менее 10 на площади 25 х 25 мм.
4. Шабрят поверхности 7 и 11 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 1, 2 и 6 с помощью приспособления с индикатором. Допускается непараллельность не более 0,02 мм на длине направляющих.
Окончательная пригонка поверхностей 7 и 11 производится по каретке суппорта вместе с прижимными планками.
Ремонт направляющих станины шлифованием
Этот технологический процесс состоит из следующих операций:
1. Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
2. Устанавливают станину на столе продольно-строгального станка поверхностью 8, при этом под наружные четыре угла между опорными плоскостями станины и поверхности стола подкладывают фольгу толщиной 0,1 мм. Закрепление станины осуществляют у внутренних углов (на рис. 50 показано стрелками) и выверяют ее на параллельность ходу стола по поверхностям 10 и 9 (рис. 49) с точностью 0,05 мм на всей длине поверхности.
3. Проверяют извернутость направляющих 3, 4 и 5 с помощью уровня, уложенного на мостике задней бабки, или специального приспособления (см. рис. 9).
Рис. 50. Схема деформации станины токарно-винторезного станка
4. Закрепляют станину на столе станка винтами и накладками, одновременно осуществляя прогиб станины на 0,05 мм. Как показывает практика, на точность механической обработки направляющих отрицательно влияет непрямолинейность движения стола строгального станка, на котором производится шлифование. Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.-
5. Дополнительно проверяют извернутость направляющих. Показания должны быть такие же, как при проверке до закрепления. При несовпадении показаний винты ослабляют и станину вновь закрепляют так, чтобы данные извернутости были с одинаковыми данными, полученными до закрепления станины на столе станка.
6. Шлифуют последовательно поверхности 3, 6, 11, 7, 2, 5, 1 и 4 (рис. 49). Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
Окончательное шлифование производят при перпендикулярном положении оси шпинделя к шлифуемой поверхности. Режим шлифования: подача 6—8 м/мин, скорость — 35—40 м/сек. Нагрев обрабатываемых поверхностей во время шлифования не допускается.
Типовой технологический процесс ремонта направляющих станин шлифованием представлен в табл. 3. Этим технологическим процессом можно руководствоваться и при шлифовании направляющих, закаленных т. в. ч. Однако предварительно нужно выполнить все операции, указанные на стр. 72.
Виды поломок
Направляющие, как и другие детали станка, могут ломаться и изнашиваться. В целом поломки подразделяются на следующие категории.
Дефекты. Могут образоваться после длительного использования оборудования или внешних физических, или химических процессов. Эти проблемы обычно предусмотрены при производстве станков. Всё зависит от материала, из которого сделаны направляющие, своевременного обслуживания, частоты использования. Дефекты подразделяются на следующие группы:
- изнашивание металла, царапины, и т.д.;
- физические повреждения, в результате неосторожного обращения с оборудованием;
- повреждения от внешних химико-тепловых факторов.
Чаще всего дефекты можно увидеть невооружённым глазом, но иногда делают проверку с помощью молотка. Для этого берут молоток и бьют не сильно по поверхности направляющих. Если после удара слышится дребезжащий звон, следовательно, внутри имеются дефекты. Ещё, для обнаружения микротрещин используются:
- дефектоскопия;
- капиллярный метод;
- рентгеноскопия;
- ультразвуковой метод.
Изнашивание. Это любое изменение поверхности направляющих (формы, массы, внешнего вида и состояния поверхности). Как следствие – материал начинает разрушаться. По состоянию износа можно судить о длительности эксплуатации станка. Он разделяется на:
- допустимый,
- критический,
- пределный,
- преждевременный,
- естественный.
Это неполный список возможных повреждений. Но самыми основными формами изнашивания считаются:
- механический вид, при котором, происходит стирание поверхности направляющих;
- заедание является причиной того, что одна поверхность (например, заготовка) сцепляется с другой поверхностью, в результате чего они могут разломаться из-за царапин;
- окислительные процессы, которые образуются в результате воздействия внешних факторов (воды, воздуха, температуры, химических реактивов).
Установка ходового винта и ходового вала
Эта операция исключается, если ремонт каретки выполнен согласно табл. 5.
Совмещение осей ходового винта и ходового вала, коробки подач и фартука проводят в соответствии со следующим типовым технологическим процессом.
1. Устанавливают корпус коробки подачи и укрепляют его на станине винтами и штифтами.
2. Устанавливают каретку в средней части станины и прикрепляют винтами заднюю прижимную планку каретки.
3. Устанавливают фартук и соединяют с кареткой винтами(фартук может быть установлен не полностью собранным).
4. В отверстия коробки подач и фартука для ходового винта или ходового вала устанавливают контрольные оправки. Концы оправки должны выступать на 100—200 мм и иметь одинаковый диаметр выступающей части с отклонением не более 0,01 мм (люфт оправок в отверстиях недопустим).
5. Придвигают каретку с фартуком к коробке подач до соприкосновения торцов оправок и замеряют величину их несоосности (на просвет) с помощью линейки и щупа.
6. Восстанавливают соосность отверстий для ходового винта и ходового вала в коробке подач и фартуке посредством установки новых накладок, шабрения направляющих или накладок каретки, переустановки коробки подач.
Допустимое отклонение от соосности отверстий коробки подач и фартука: в вертикальной плоскости — не более 0,15 мм (ось отверстия фартука может быть только выше отверстия коробки подач), в горизонтальной плоскости — не более 0,07 мм.
Переустановку коробки по высоте следует производить при ремонте направляющих каретки без компенсирующих накладок. При этом отверстия в коробке подач для винтов крепления ее к станине фрезеруют. При смещении коробки в горизонтальном направлении необходимо фрезеровать отверстия в каретке для винтов крепления фартука: последний необходимо также сместить, а затем заново штифтовать.
Шабрение направляющих токарного станка
Восстановление геометрии направляющих токарного станка
Шлифовка направляющих станины токарно-винторезного станка
Шлифовка направляющих станины токарно-винторезного станка
Восстановление станины токарного станка
Порядок замены направляющих клапанов ВАЗ 2106
Вся процедура делится на несколько этапов:
- Подготовка инструментария.
- Частичная разборка двигателя, а именно — снятие ГБЦ.
- Выбор и покупка новых деталей.
- Демонтаж изношенных элементов и запрессовка новых.
- Обратная сборка и запуск мотора.
Первым делом следует отключить аккумулятор от бортовой сети
Совет. Стоит соблюдать именно такую очерёдность действий — сначала разборка мотора, а потом закупка запчастей. Вскрытие точно покажет, какие детали вам нужны. Если вы недавно меняли клапана (5—10 тыс. км назад), то их нужно вытащить, чтобы примерить к новым втулкам в магазине. Старую клапанную группу придётся заменить.
Подготовка необходимого инструмента
Чтобы произвести разборку и замену направляющих, вам понадобится:
- стандартный набор рожковых и накидных ключей;
- набор головок с мощным воротком и трещоткой;
- динамометрический ключ для обтяжки болтов ГБЦ и гаек распредвала при сборке;
- отвёртки, пассатижи;
- ключ на 36 мм для ручного вращения коленчатого вала;
- монтировка;
- съёмник для разблокировки клапанов;
- тяжёлый молоток;
- оправка для выбивания и запрессовки втулок;
- развёртка на 8.025 мм с воротком;
- ёмкость и шланг для опорожнения системы охлаждения;
- ветошь.
Без ключа с трещоткой и головок при снятии ГБЦ не обойтись
Оправка для работы с направляющими представляет собой стальной пруток, конец которого проточен под внутренний диаметр втулки. Вторая часть оправки — это насадка для запрессовки, чей размер подогнан под широкую наружную часть детали (так называемую шляпку), поскольку по торцу бить нельзя. Комплект можно заказать токарю либо купить в готовом виде, он стоит недорого.