- Straight through turning tools and their purpose
Design features of turning tools
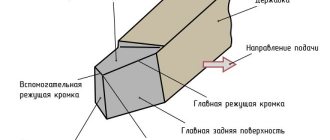
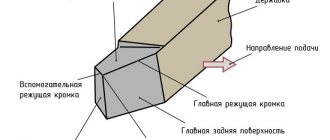
Each turning tool consists of two parts.
- Holder. Can be square or rectangular. With its help, the cutter is secured in the mounting sockets of the machines. GOST establishes the following standard dimensions of holders.
Square - 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 mm.
- Rectangular - 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 mm.
Image #1: Lathe cutter design
Cutting tools for lathes
» Tools and accessories » Cutting tools for lathes
Due to their almost limitless versatility, lathes are predisposed to the use of almost the entire wide range of metal-cutting tools. When you install the appropriate accessories on a lathe, you can perform grinding, drilling, broaching, and even milling operations. The feasibility of such non-standard processes is another matter - as a rule, they are used in piece production.
The main cutting tools of lathes are all kinds of cutters - there are quite a lot of them and they are used to perform certain operations. There are five main types of cutters for turning - these are through cutters, boring cutters, parting cutters, threaded cutters and shaped cutters.
In turn, each of these types of tools can be divided into separate groups. Passing cutters can be left, right, persistent and inclined; Boring machines are divided into thrust and through; cutting and threaded are classified into external and internal; and the difference in shaped tools lies in their purpose.
The type of cutters used in turning is determined by their tasks. Thus, through cutters are used for external and internal grooving of the workpiece in order to achieve the required diameter. Boring cutters are used to increase the internal diameter of a hole and give it specific shapes.
The tasks of parting cutters include not only cutting the workpiece - they are used to create annular grooves of various shapes, such as seating recesses for retaining rings. They are also used to process shafts of complex shapes.
Everything is clear with thread cutters; they are used for cutting internal and external threads of large diameters and different configurations.
Shaped cutters are the most interesting option for turning - carbide heads with a unique shape can be installed on almost all types of cutters. Their direct purpose is to manufacture parts with a complex geometric surface shape.
In addition to the main cutting tools, other equipment is also used on lathes - when using additional devices on machines of this type, you can perform drilling, grinding operations and even broach rectangular holes. With equal success (again, if you have certain devices), you can use thread-cutting dies and taps, cutters, and even polishing grinding and grinding wheels on lathes.
Geometry of turning tools
Image No. 2: turning tool geometry
Let's talk about the angles of the incisors and their purposes.
- Back auxiliary angle (α1). As it decreases, the friction force between the rear plane of the tool and the workpiece decreases.
- Apex angle (ε). Formed between the cutting edge and the rear auxiliary plane. The larger this angle, the better the heat removal conditions and the higher the strength of the cutter.
- Auxiliary plan angle (ϕ1). Its size varies from 10 to 30°. As the angle decreases, the cleanliness of the treatment improves, but the friction force increases.
- Leading angle (ϕ). Its size varies from 20 to 90°. The length and width of the cut depend on the size of the angle. The smaller ϕ, the lower the temperature and cutting force. The cleanliness of the processing is also improved. But as the angle decreases, vibration and radial cutting force increase.
- Cutting angle (δ). Formed between the rake surface and the cutting plane.
- Basic rake angle (γ). Its size varies from -5 to +15°. As the angle increases, it is easier for the tool to cut into the metal, chip removal is improved, and the cutting force, deformation of the machined surface, and power consumption are reduced. However, this reduces heat dissipation and reduces the service life of the cutting edge.
- Taper angle (β). Formed between the front and main back surfaces. Affects the sharpness and strength of the tool.
- Main relief angle (α). Its size varies from 6 to 12°. As the angle decreases, the friction force between the part and the back surface of the cutter decreases. This improves heat dissipation and extends the service life of the tool, but the cleanliness of the machined surface deteriorates.
- Angle of inclination of the main cutting edge (λ). Affects the direction of chip removal. At positive λ and λ = 0°, the chips move towards the machined surface. Cutters with positive λ (12–15°) are used when processing workpieces made of heat-resistant and hardened steels. For universal turning tools, λ = 0°. Cutters with negative λ are used for finishing.
Classification of cutters for turning
The classification of turning tools is regulated by the requirements of the relevant GOST. According to the provisions of this document, cutters are classified into one of the following categories:
- one-piece tool made entirely of alloy steel. There are also cutters that are made entirely of tool steel, but they are used extremely rarely;
- cutters, onto the working part of which a plate made of hard alloy is soldered. Instruments of this type are most widespread;
- cutters with removable carbide plates, which are attached to their working head using special screws or clamps. Cutters of this type are used much less frequently compared to instruments of other categories.
Basic concepts regarding the operation of a turning tool and its main angles (click to enlarge)
The cutters also differ in the direction in which the feeding movement occurs. Yes, there are:
- left-hand turning tools - during processing they are fed from left to right. If you place your left hand on top of such an incisor, then its cutting edge will be located on the side of the bent thumb;
- right incisors - the type of tool that has become most widespread, the feed of which is carried out from right to left. To identify such a cutter, you need to place your right hand on it - its cutting edge will be located, accordingly, on the side of the bent thumb.
Difference between left and right incisors
Depending on what work is performed on turning equipment, cutters are divided into the following types:
- for finishing metal work;
- for rough work, which is also called roughing;
- for semi-finishing work;
- for performing delicate technological operations.
Marking of turning tools, meaning of numbers and symbols
According to the standard, the marking of turning tools may include 9 or 10 characters.
- The first is the method of attaching the cutting insert.
- The second is its shape.
- The third is the type of cutter.
- The fourth is the rear corner of the cutting insert.
- Fifth - cutting direction.
Image No. 6: possible values of parameters 1–5
- The sixth is the height of the holder.
- The seventh is the width of its tail section.
- The eighth is the total length of the incisor.
- The ninth is the size of the cutting plate.
Image No. 7: possible values of parameters 6–9
- The tenth is indicated if necessary. Indicates the accuracy of some cutter parameters.
Image No. 8: possible values for parameter 10
To get a consultation
regarding tools, processing methods, modes, or select the necessary equipment, you can contact our managers or CAD department
You can also select and purchase cutting tools and equipment for the machine, made in Taiwan, Israel
By submitting an application, you agree to the privacy policy
Turning cutters are the main working tool of wood and metalworking machines, through which the processed workpieces are given the required shape and size. The classification of turning cutters is carried out according to factors such as purpose, type of processing, method of feeding and fastening, which we will discuss in more detail in this article.
The publication discusses the types of turning cutters and their design, provides recommendations for choosing a tool and the technology for its installation, and also provides instructions by following which you can properly sharpen the cutter with your own hands.
Rating of the best turning tools for 2022
The product review was compiled based on customer reviews of online tool stores and the Yandex Market platform. There are three categories: according to cost - cheap, expensive, sets consisting of 6 or 12 tools.
Cheap (from 68 to 265 rubles)
5th place Boring through 25x25 VK8
Price: 265 rubles.
Manufacturer: Russian brand “INIGS”.
Type – boring through. Specifications (mm):
- holder 25*25;
- length 200;
- weight 980 g.
Alloy – VK8 (cobalt 8%, tungsten 92%). GOST standards – 18882-73.
Used when boring through holes (conical, cylindrical). Can be used on objects made of alloy steel, stainless steel (of varying hardness), cast iron, non-ferrous alloys, plastic, titanium.
Boring through 25x25 VK8
Advantages:
- wide application on different materials;
- durable composition;
- standard parameters.
Flaws:
- not identified.
4th place Straight through 20x12 T5K10
Price: 68 rubles.
Manufacturer – Kanashsky IZ (Russia).
Type – straight through.
Parameters (mm):
- length – 120;
- holder section – 20*12;
- weight – 0.2 kg.
Alloy – T5K10. Used for chamfering, turning parts from non-rigid materials, stepped shafts, protruding parts.
Straight through 20x12 T5K10
Advantages:
- easy to find in stores;
- performs many functions;
- compliance with GOST standards.
Flaws:
- not identified.
3rd place Trimming bent 16x10x100 T5K10 2112-0086
Cost: 102 rubles.
(Russia).
Type – bent scoring with soldered plates. Right feed direction.
Parameters (mm):
- length – 100;
- width – 16;
- weight – 400 g.
Materials: plate – T5K10, holder – steel 45. Compliance with GOST – 2112-0086.
Functionality: ledges (at right, sharp angles), turning along the axis, processing of end parts.
Bent trim 16x10x100 T5K10 2112-0086
Advantages:
- compliance with the requirements;
- universal alloy;
- wide application;
- you can work at higher modes.
Flaws:
- not identified.
2nd place Bent 25x16x140 T5K10 2102-0005
Price: 235 rubles.
Manufacturer – Russia.
Type – bent through.
Specifications (mm):
- length – 140;
- width – 16;
- weight – 400 g.
T5K10 alloy is used. The product is made according to GOST parameters.
Functions: roughing and finishing, cutting ends and sides, stepped parts.
Bent 25x16x140 T5K10 2102-0005
Advantages:
- hard alloy;
- compliance with GOST;
- performs many functions;
- easy to find on sale.
Flaws:
- not identified.
1 place Straight through 16x10x100 T5K10 2100-0401
Cost: 99 rubles.
Product from a Russian manufacturer. Refers to the type of straight line.
Parameters (mm):
- length (L) – 100;
- width – 20;
- weight – 380 g.
Material – T5K10. Manufactured according to GOST 18878-73, designated 2100-0013.
It is used when processing various shapes and materials.
Straight through 16x10x100 T5K10 2100-0401
Advantages:
- universal application;
- quality composition;
- Russian manufacturer;
- low price.
Flaws:
- not identified.
Expensive
They differ in structure - they have threaded plates, functionality - processing of wooden and metal objects.
5th place HSS Line Profi 16 mm Narex 819316
Cost: 7,230 rubles.
(Czech Republic).
Purpose – processing of wooden blanks. Consists of a handle (elongated shape, material – light natural beech), a brass cap. There is a steel blade and a hard alloy roller.
Dimensions (mm):
- total length – 395;
- plate diameter – 16;
- blade – 150;
- handle – 315.
Product weight (packed) – 360 g.
The product is made of HSS steel with hardness HRC 64 (blade), natural beech (handle). The surface is ground and polished.
HSS Line Profi 16 mm Narex 819316
Advantages:
- high quality steel;
- blade strength;
- for wooden elements;
- comfortable handle shape made of natural wood.
Flaws:
- high price.
4th place Cutting groove for replaceable inserts MGEHR1010-1.5
Price: 903 rubles.
Manufacturer – . Designed for processing metal elements. Features: Replaceable plates (MGMN150).
Dimensions (mm):
- length – 100;
- width – 10;
- height – 10.
Weight – 100 g. Made in right-hand version (R).
Functions: processing of external grooves, cutting of the required size.
Cutting groove for replaceable inserts MGEHR1010-1.5
Advantages:
- replaceable plates;
- GOST standards;
- available for sale.
Flaws:
- plates must be purchased separately.
3rd place Cutting tool for replaceable inserts ZQ2525R-4
Cost: 1,283 rubles.
The product is manufactured.
Purpose: cutting grooves, cutting metal elements. Features: replaceable inserts with one cutting side, rigid structure, low deformation.
Parameters (cm):
- length – 15;
- width – 2.5;
- height – 2.5;
- plate width – 0.4.
Weight – 720 g. Depth of the resulting groove – 2 cm.
Correct execution of the product. Plate type – SP400.
Cutting machine for replaceable inserts ZQ2525R-4
Advantages:
- processing of metal parts;
- high-quality element designs;
- long-term use;
- one functional side of the plate.
Flaws:
- not identified.
2nd place For replacement inserts for external turning 25mm WWLNR2525M08
Price: 1,283 rubles.
.
Features: W-trigonal shape of the plate, angle – 95⁰, fastening W-clamp with a wedge clamp on a pin.
Dimensions (cm):
- total length – 15;
- holder section – 2.5*2.5;
- width – 7.
Weight – 850 g.
Product brand – WWLNR, plate – WN-0804.
Functions: chamfering, trimming, external turning.
For indexable inserts for external turning 25mm WWLNR2525M08
Advantages:
- reliable fastening;
- plate shape;
- functional;
- durability of materials.
Flaws:
- plates are not included.
1 place Thrust and contour pass-through for replaceable inserts MDJNR1616H11
Cost: 1,074 rubles.
The product is manufactured (Russia).
It differs: fastening system – M (combined clamp), main angle 93⁰, right-hand feeding direction.
Characteristics (cm):
- length – 10;
- width, height – 1.6;
- cutter length (working part) – 3.15.
Weight – 230 g. Suitable plates DN-1104.
Functions: contouring, longitudinal, transverse turning.
Pass-through thrust and contour for replaceable inserts MDJNR1616H11
Advantages:
- performs many tasks;
- suitable for roughing;
- combined fastening.
Flaws:
- not found.
Sets
They consist of several items (from 5 to 12 pieces) and have different functionality (working on metal, wood).
5th place Woodworking set Enkor 10430, 8 items
Price: 7,440 rubles.
Manufactured (Russia, Voronezh) in China.
The set consists of 8 tools. Sold in a light-colored wooden box with a hinged lid. Contents - instructions for use.
The tools consist of a blade, a handle, and a ferrule.
Materials: blades - high-speed steel, handle - wood with a multi-layer cherry varnish coating.
Case parameters (cm):
- length – 44.5;
- width – 31.5;
- height – 4.5.
The weight of the box with tools is 2.6 kg.
Functionality: roughing, cutting off excess parts, facing, turning rounded shapes.
Woodworking set Enkor 10430, 8 items
Advantages:
- the number of different blade shapes in one set;
- comfortable handle;
- easy to store and transport;
- suitable as a gift for a beginner;
- attractive tool design.
Flaws:
- sharpening required.
4th place Set METALMASTER 18978, 5 pieces, wood
Cost: 11,499 rubles.
Manufacturer – (Russia).
Consists of 5 tools, wooden box with lid. There is a company logo sticker on the top of the lid. Bottom sides - the inscription “Made in Russia”, compliance with GOST.
Specifications (mm):
- blade length – 150;
- handle length – 330;
- blade width – 24.
Material: blade – steel R6M5 (hardness HRC 64), wooden handle – birch.
The set includes cutters:
- Cut-off.
- Right oblique.
- Rip-off.
- Section 30 mm.
- Section 12 mm.
The tools are manufactured according to GOST 19265-73 standards and are intended for working with wooden products.
Set METALMASTER 18978, 5 pieces, wood
Advantages:
- quality steel;
- high hardness;
- comfortable handle;
- popular assortment;
- beautiful wooden case.
Flaws:
- only 5 items.
3rd place Set Proma (25330808), 11 pcs
Price: 4.020-4.455 rubles.
Manufactured (Czech Republic).
Consists of 11 items, with a soldered VK8 plate. Suitable for Proma SM-300,350 lathes, mini-machines from other companies.
Dimensions (cm):
- length – 8 (9 pieces), 12.5 (2 pieces);
- cross section – 0.8*0.8.
Weight (with packaging) – 0.600 kg.
Packaging – cardboard box (length – 16 cm, width – 6 cm). Each tool is packaged in an individual zip bag.
Equipment:
- Passing straight.
- Passing bent right.
- Boring passage.
- Boring persistent.
- Shaped.
- Threaded (external thread).
- Grooved.
- Passing bent left.
- Cut-off.
- Tortsovy.
Functions: longitudinal grinding, trimming, cutting, external threading, chamfering.
Proma set (25330808), 11 pcs.
Advantages:
- a large set of items;
- performs basic types of work on the machine;
- simple packaging;
- affordable price.
Flaws:
- needs sharpening;
- no internal thread cutting.
2nd place Cutters for lathe FD 150/E, 6 x 6 x 60 mm, 6 pcs. Proxxon (24524)
Cost: 6,072 rubles.
Manufacturer: German.
It is used when processing metal and plastic elements.
Consists of 6 tools, packaged in a wooden box with a retractable lid.
Product parameters (cm):
- length – 6;
- cross section – 0.6*0.6.
Material: cobalt high-speed steel (HSS), case-hardened.
Suitable for the tool holder of the FD 150/E lathe.
Cutters for lathe FD 150/E, 6 x 6 x 60 mm, 6 pcs. Proxxon (24524)
Advantages:
- common types of incisors;
- quality work;
- durability of products;
- convenient packaging.
Flaws:
- recommended only for a specific machine.
1 piece Set of turning tools for metal 10x10 VK8 12 pcs
Price: 5.627 rubles.
The set consists of 12 pieces with soldered plates and a wooden box. retractable cover.
Equipment:
- Passage bent.
- Passing straight.
- Grooved internal.
- Left trim.
- Cut-off.
- Passing persistent straight double-sided right.
- Passing persistent straight double-sided left.
- Boring (blind holes).
- Boring (through holes).
- Trimming.
- Passing bent left.
- Threaded (external thread).
Material – hard alloy VK8.
Compliance with GOST standards. Suitable for household machines.
Weight (packed) – 1.3 kg.
Set of turning tools for metal 10x10 VK8 12pcs
Advantages:
- a large number of tools;
- high-quality alloy;
- multifunctional;
- convenient storage, carrying;
- Suitable for most machine models.
Flaws:
- not identified.
Classifications
There are classifications based on design, manufacturing method, rod cross-section, processing, and installation.
By design there are:
- straight lines - the components are located on the same axis, on two parallel ones;
- curved - curved shape of the holder;
- drawn - the width of the working head is greater than the width of the holder;
- bent - the working head is bent from the axis.
By manufacturing method:
- non-removable (welded) - the most common;
- solid;
- prefabricated (universal) - removable plates are secured with screws (clamps) and perform different functions.
By type of workpiece processing:
- cutting – trimming, cutting blanks;
- walk-through – processing of external surfaces of conical, cylindrical shapes;
- boring – there are through and persistent ones, they carry out boring of through, blind holes;
- slotted (groove) – external and internal grooves of cylindrical products, cutting at right angles;
- shaped – turning shaped surfaces, forming shaped grooves, protrusions;
- threaded - equipped with internal and external threads;
- chamfering – chamfering (edge processing);
- fillets - processing of grooves, recesses.
Cross-section: square, rectangular, round.
By installation: radial (perpendicular to the area being treated), tangential (automatic, semi-automatic - tangential location).