Installation tool
Mounting tools are widely used in production and at home. The degree of hardness determines the wear rate and strength characteristics of the product.
For each type of product, the recommended hardness level is determined:
- wrenches with a gap up to 36 mm - from 45.5 to 51.5 units;
- wrenches with a gap of more than 36 mm - from 40.5 to 46.5 units;
- screwdrivers - from 47 to 52 units;
- clamping tools, represented by pliers, pliers and forceps - from 44 to 50 units.
Hardness 52 HRC is optimal for most products. Products with this indicator have a long service life and sufficient strength.
Determination of metal hardness
Brinell method.
The Brinell method for measuring the hardness of metals is regulated by GOST 9012 - 59 (ISO 6506 - 81, ISO 410 -82) (as amended in 1990).
The essence of the method is to press a ball (steel or hard alloy) into a sample (product) under the influence of a force applied perpendicular to the surface of the sample for a certain time, and measure the diameter of the indent after the force is removed.
Brinell hardness is designated by the symbol HB or HBW:
HB - when using a steel ball (for metals and alloys with a hardness of less than 450 units);
HBW - when using a hard alloy ball (for metals and alloys with a hardness of more than 450 units).
The symbol HB (HBW) is preceded by a numerical hardness value of three significant figures, and after the symbol the diameter of the ball, the value of the applied force (in kgf), and the duration of exposure if it differs from 10 to 15 s are indicated.
Examples of notation:
250 N V 5/750 - Brinell hardness 250, determined using a steel ball with a diameter of 5 mm at a force of 750 kgf
(7355 N) and exposure duration from 10 to 15 s;
575 HBW 2.5/187.5/30 - Brinell hardness 575, determined using a hard alloy ball with a diameter of 2.5 mm at a force of 187.5 kgf (1839 N) and a holding time of 30 s.
When determining hardness with a steel ball or a hard alloy ball with a diameter of 10 mm at a force of 3000 kgf (29420 N) and a holding time of 10 to 15 s, Brinell hardness is indicated only by the numerical value of hardness and the symbol HB or HBW.
Designation example: 185 HB, 600 HBW.
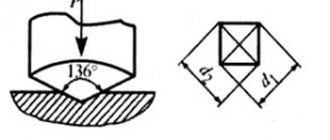
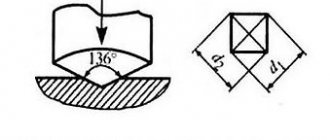
Vickers method.
The method for measuring the hardness of ferrous and non-ferrous metals and alloys under loads from 9.807 N (1 kgf) to 980.7 N (100 kgf) according to Vickers is regulated by GOST 2999 - 75 * (as amended in 1987).
Hardness measurement is based on pressing a diamond tip in the shape of a regular tetrahedral pyramid into a sample (product) under the influence of a force applied for a certain time, and measuring the diagonals of the indentation remaining on the surface of the sample after removing the load.
Vickers hardness under test conditions - a force impact of 294.2 N (30 kgf) and a holding time under load of 10 ... 15 s, is indicated by numbers characterizing the hardness value and the letters HV.
Example of designation: 500 HV - Vickers hardness obtained with a force of 30 kgf and a holding time of 10 ... 15 s.
Under other test conditions, the load and holding time are indicated after the letters HV.
Example of designation: 220 HV 10/40 - Vickers hardness obtained with a force of 98.07 N (10 kgf) and a holding time of 40 s.
There is no general accurate translation of hardness numbers measured with a diamond pyramid (Vickers) to hardness numbers on other scales or to tensile strength. Therefore, such translations should be avoided, except in special cases where, thanks to comparative tests, there is a basis for translation.
Rockwell method.
The Rockwell method for measuring the hardness of metals and alloys is regulated by GOST 9013 - 59* (as amended in 1989).
The essence of the method is the introduction into the surface of a sample (or product) of a diamond conical (scales A. C, D) or steel spherical tip (scales B, E, F, G. H, K) under the action of sequentially applied preliminary and main forces and in determining the depth of penetration of the tip after removing the main force.
Rockwell hardness is designated by the symbol HR, indicating the hardness scale, preceded by a numerical hardness value of three significant figures.
Example of designation: 61.5 HRC - Rockwell hardness 61.5 units on the C scale.
In order to ensure the uniformity of measurements, a special state standard has been introduced to reproduce the Rockwell and Super-Rockwell hardness scales and transfer them using standard measuring instruments (working standards) to the working measuring instruments used in the country (GOST 8.064 - 94).
The ranges of the Rockwell and Super-Rockwell hardness scales reproduced by the standard are given in table. 1
1. Ranges of Rockwell and Super-Rockwell hardness scales reproduced by the standard according to GOST 8.064 - 94
| Scales | Measuring ranges | ||
| Rockwell | A | 70 - 93 HRA | |
| IN | 25 – 100 HRB | ||
| WITH | 20 – 67 HRC | ||
| Super Rockwell | N | 15 | 70 - 94 HRN 15 |
| N | 30 | 40 - 86 HRN 30 | |
| N | 45 | 20 - 78 HRN 45 | |
| T | 15 | 62 - 93 HRT 15 | |
| T | 30 | 15 - 82 HRT 30 | |
| T | 45 | 10 - 72 HRT 45 | |
2. Comparison of hardness numbers of metals and alloys on various scales
| Vickers HV | Brinell NV | Rockwell HRB | σв, MPa | Vickers HV | Brinell NV | Rockwell H.R.C. | σв, |
| MPa | |||||||
| 100 | 100 | 52,4 | 333 | 245 | 245 | 21,2 | 815 |
| 105 | 105 | 57,5 | 350 | 250 | 250 | 22,1 | 835 |
| 110 | 110 | 60,9 | 362 | 255 | 255 | 23,0 | 855 |
| 115 | 115 | 64,1 | 382 | 260 | 260 | 23,9 | 865 |
| 120 | 120 | 67,0 | 402 | 265 | 265 | 24,8 | 880 |
| 125 | 125 | 69,8 | 410 | 270 | 270 | 25,6 | 900 |
| 130 | 130 | 72,4 | 430 | 275 | 275 | 26.4 | 910 |
| 135 | 135 | 74,7 | 450 | 280 | 280 | 27,2 | 930 |
| 140 | 140 | 76,6 | 470 | 285 | 285 | 28.0 | 950 |
| 145 | 145 | 78,3 | 480 | 290 | 290 | 28,8 | 970 |
| 150 | 150 | 79,9 | 500 | 295 | 295 | 29,5 | 980 |
| 155 | 155 | 81,4 | 520 | 300 | 300 | 30,2 | 1000 |
| 160 | 160 | 82,8 | 530 | 310 | 310 | 31,6 | 1030 |
| 165 | 165 | 84,2 | 550 | 320 | 319 | 33,0 | 1060 |
| 170 | 170 | 85,6 | 565 | 330 | 328 | 34,2 | 1090 |
| 175 | 175 | 87,0 | 580 | 340 | 336 | 35,3 | 1120 |
| 180 | 180 | 88,3 | 600 | 350 | 344 | 36.3 | 1150 |
| 185 | 185 | 89,5 | 620 | 360 | 352 | 37,2 | 1180 |
| 190 | 190 | 90,6 | 640 | 370 | 360 | 38,1 | 1200 |
| 195 | 195 | 91,7 | 650 | 380 | 368 | 38,9 | 1230 |
| 200 | 200 | 92,8 | 665 | 390 | 376 | 39,7 | 1260 |
| 205 | 205 | 93,8 | 685 | 400 | 384 | 40.5 | 1290 |
| 210 | 210 | 94,8 | 695 | 410 | 392 | 41,3 | 1305 |
| 215 | 215 | 95,7 | 715 | 420 | 400 | 42,1 | 1335 |
| 220 | 220 | 96,6 | 735 | 430 | 408 | 42,9 | 1365 |
| 225 | 225 | 97,5 | 745 | 440 | 416 | 43,7 | 1385 |
| 230 | 230 | 98,4 | 765 | 450 | 425 | 44,5 | 1410 |
| 235 | 235 | 99,2 | 785 | 460 | 434 | 45,3 | 1440 |
| 240 | 240 | 100,0 | 795 | 470 | 443 | 46,1 | 1480 |
Table 2 Continued
| Vickers HV | Rockwell H.R.C. | Vickers HV | Rockwell H.R.C. | Vickers HV | Rockwell H.R.C. | Vickers HV | Rockwell H.R.C. |
| 490 | 47,5 | 600 | 54,2 | 720 | 60,2 | 840 | 65,1 |
| 500 | 48,2 | 620 | 55,4 | 740 | 61,1 | 860 | 65,8 |
| 520 | 49,6 | 640 | 56,5 | 760 | 62,0 | 880 | 66,4 |
| 540 | 50,8 | 660 | 57,5 | 780 | 62,8 | 900 | 67,0 |
| 560 | 52 | 680 | 58,4 | 800 | 63,6 | 1114 | 69 |
| 580 | 53,1 | 700 | 59,3 | 820 | 64,3 | 1220 | 72 |
Note. The error in converting Vickers hardness numbers into Brinell units is ± 20 HB; in Rockwell units - up to ± 3 HRC (HRB); σв values up to ± 10%.
In table Table 2 shows approximate relationships between hardness numbers determined by various methods. With a sufficient degree of accuracy, for structural carbon and alloy steels of the pearlitic class, for which 150 HB, one can take σ0.2 = 0.367 HB, for steel HB < 150 σ0.2 ≈ 0.2 HB. For low-tagged and carbon structural steels (НВ > 150) σв * ≈ 0.345 НВ. For a more accurate conversion of NV to HRC, it is recommended to use GOST 22761-77.
Methods for determining hardness
To determine hardness using the Rockwell method, stationary and portable hardness testers are used. If you have a limited budget, special files are used.
Stationary hardness testers
Stationary hardness testers are high-precision measuring instruments. The devices are installed in laboratories and provide optimal conditions for conducting experiments.
The most advanced hardness testers have software control and allow you to configure the procedure parameters in detail. The equipment is regularly verified and adapted for intensive use.
Rice. 2 Stationary hardness tester
Portable hardness testers
Portable measuring instruments are designed for on-site measurements. They are small in size and retain functionality in various spatial positions. Most devices have liquid crystal displays and support the function of storing and comparing values.
IMPORTANT! It is recommended to purchase certified hardness testers, accompanied by documentation from the manufacturer. Such devices allow measurements using the Rockwell method according to GOST 9013.
Rice. 3 Portable hardness tester
Files
Using special files is the most accessible way to measure hardness. The tool is supplied in sets. They contain several files, each of which is oriented to a specific hardness (the corresponding designation is on the handle of the tool).
Rice. 4 Set of files for hardness testing
Tests are carried out in a certain sequence.
- The workpiece is clamped in a vice or fixed in another reliable way.
- The test surface is alternately exposed to files. The master starts with the tool that has the least hardness. If it does not leave scratches, use the next file from the line.
- As soon as marks appear on the workpiece, changing files stops. The master compares the hardness of the last and previous tools. The intermediate value is the HRC value for the part being tested.
Files are not used in laboratory research due to low measurement accuracy. They are intended for domestic use and ordinary industrial operations.
Rice. 5 Schemes for working with a file
Metal cutting tool
High hardness is a prerequisite for high-quality metal-cutting tools. It will help maintain the sharpness of the edges and reduce the frequency of sharpening and other service procedures.
For each instrument group, the corresponding values on the HRC scale are recommended:
- cutting tools in the form of nippers and side cutters - from 56 to 61 units;
- countersinks and countersinks - from 61 to 65 units;
- taps and dies – from 61 to 64 units;
- drills for working with metal – from 63 to 69 units;
- cutters, the production of which uses HSS steel - from 62 to 66 units.
For drills coated with titanium nitride, the HRC blade hardness must be above 80 units. The requirements are due to the high load on the tool during operation.
Locksmith tool
In the manufacture of metalworking tools, alloy and carbon steels are used. The hardness of the HRC material must be within the following ranges:
- files and replaceable cutting blades for hacksaws - from 56 to 64 units;
- scribers, punches, chisels and bits - from 54 to 60 units;
- percussion instrument, represented by hammers and their analogues - from 50 to 57 units.
Hardness 56 HRC is a universal indicator. The value confirms the high strength of products for all of the listed groups.