Hardness HRC is one of the main characteristics of the tool. The parameter displays the strength characteristics of the product, determines its resistance to deformation and abrasive wear. The higher the hardness of HRC steel, the more reliable, durable and functional the product.
In the material:
- Rockwell method
- Locksmith tool
- Installation tool
- Metal cutting tool
- Fasteners
- Methods for determining hardness Stationary hardness testers
- Portable hardness testers
- Files
Rockwell method
The Rockwell method is the most popular method for determining hardness. The procedure is regulated by GOST 9013-59 and involves pressing one of the types of indenters into the sample:
- diamond cone for hard steels and hardened alloys;
- carbide ball for non-ferrous metals and alloys with moderate hardness.
When carrying out work, specialized equipment is used. It ensures reliable fixation of the workpiece, systematic immersion of the indenter and display of measurement results.
Rice. 1 Hardness measurement using the Rockwell method
The Rockwell hardness measurement method involves the use of various scales with letter designations. Scales A and C are used to work with diamond indenters, scale B – with carbide balls.
IMPORTANT! When measuring metal hardness using the Rockwell method, information about the scale used is displayed at the end of the designation. For example, the expression 57 HRC indicates that the hardness of the workpiece is 57 units, tests were carried out by the Rockwell method (HR) using the C scale.
When measuring the hardness of metals using the Rockwell method, you cannot compare the values obtained when working with different scales. These are fundamentally different indicators, focused on certain types of materials.
Measurement by the Rockwell method according to GOST involves the use of the following ranges of values.
- Carrying out tests in accordance with scale A - from 70 to 93 HR.
- Using the Rockwell measurement method within the B scale - from 25 to 100 HR.
- Determination of steel hardness HRC (scale C) - from 20 to 67 HR.
When working with tools and fasteners, it is customary to use the C scale. Each group of products has recommended hardness values. Compliance with the specified values guarantees long service life of the product.
History[edit | edit code]
The measurement of hardness by the relative depth of penetration of the indenter was proposed in 1908 by the Viennese professor Ludwig in the book “Die Kegelprobe” (literally “cone test”) [2].
The method for determining the relative penetration depth of an indenter, proposed by Hugh and Stanley Rockwell, excluded errors associated with mechanical imperfections of the measuring system, such as backlash, surface defects and surface contamination of the materials and parts being tested.
The Rockwell hardness tester, a device for determining relative penetration depth, was invented by Connecticut natives Hugh M. Rockwell (1890-1957) and Stanley P. Rockwell (1886-1940). The need for this device was caused by the need to quickly determine the results of heat treatment of steel ball bearing races. The Brinell method, invented in 1900 in Sweden, was slow, unsuitable for hardened steels, and left too large an imprint to be considered a non-destructive testing method.
They filed a patent application for the new device on July 15, 1914; after its consideration, patent No. 1294171 dated February 11, 1919 was issued [3].
At the time of the invention, Hugh and Stanley Rockwell (not directly related) were employed by New Departure Manufacturing in Bristol, Connecticut. New Departure, once a major manufacturer of ball bearings, became part of United Motors in 1916 and then of General Motors Corporation.
After leaving the Connecticut company, Stanley Rockwell moved to Syracuse, New York, and on September 11, 1919, filed an application for improvements to the original invention, which was approved on November 18, 1924. The new device was also patented under No. 1516207[4][5]. In 1921, Rockwell moved to West Hartford, Connecticut, where he proposed additional improvements.[5]
In 1920, Stanley Rockwell began collaborating with tool maker Charles H. Wilson of Wilson-Mauelen to commercialize the invention and develop standardized testing machines.[6]
Around 1923, Stanley Rockwell founded the Stanley P. Rockwell company, a heat treating company that still exists today in Hartford, Connecticut. A few years later, it, renamed Wilson Mechanical Instrument Company, changed hands. In 1993, the company was acquired by Instron Corporation.
Locksmith tool
In the manufacture of metalworking tools, alloy and carbon steels are used. The hardness of the HRC material must be within the following ranges:
- files and replaceable cutting blades for hacksaws - from 56 to 64 units;
- scribers, punches, chisels and bits - from 54 to 60 units;
- percussion instrument, represented by hammers and their analogues - from 50 to 57 units.
Hardness 56 HRC is a universal indicator. The value confirms the high strength of products for all of the listed groups.
Comparison of hardness scales[edit | edit code]
The simplicity of the Rockwell method (mainly the absence of the need to measure the diameter of the indentation) has led to its widespread use in industry for testing hardness. Also, high cleanliness of the measured surface is not required, for example, the disadvantage of the Brinell and Vickers methods is the need to measure the size of the print using a microscope and require surface polishing.
The disadvantage of the Rockwell method is lower accuracy compared to the Brinell and Vickers methods.
There is a correlation between hardness values measured by different methods (for example, see the figure - conversion of HRB hardness units to Brinell hardness for aluminum alloys). The dependence is nonlinear. There are regulatory documents that provide a comparison of hardness values measured by different methods (for example, ASTM E-140).
Installation tool
Mounting tools are widely used in production and at home. The degree of hardness determines the wear rate and strength characteristics of the product.
For each type of product, the recommended hardness level is determined:
- wrenches with a gap up to 36 mm - from 45.5 to 51.5 units;
- wrenches with a gap of more than 36 mm - from 40.5 to 46.5 units;
- screwdrivers - from 47 to 52 units;
- clamping tools, represented by pliers, pliers and forceps - from 44 to 50 units.
Hardness 52 HRC is optimal for most products. Products with this indicator have a long service life and sufficient strength.
Notes[edit | edit code]
- ↑ Emphasis in the phrase “Rockwell method”.
- ↑ Kehl G.L. The Principles of Illographic Laboratory Practice, 3rd Ed., McGraw-Hill Book Co., 1949, p. 229.
- ↑ HM Rockwell & SP Rockwell Hardness-Tester, US Patent 1294171, Feb 1919.
- ↑ SP Rockwell The Testing of ls for Hardness // Transactions of the American Society for Steel Treating, Vol. II, No. 11, Aug 1922, p. 1013-1033.
- ↑ 1 2 SP Rockwell Hardness-Testing Machine, US Patent 1516207, Nov 1924.
- ↑ Lysaght VE Indentation Hardness Testing, Reinhold Publishing Corp., 1949, p. 57-62.
- ↑ ISO 6508-1:2005. llic materials. Rockwell hardness test. Part 1: Test method (scales A, B, C, D, E, F, G, H, K, N, T)
- ↑ Smith, William F. & Hashemi, Javad (2001), Foundations of Materials Science and Engineering (4th ed.), McGraw-Hill, p. 229, ISBN 0-07-295358-6
Metal cutting tool
High hardness is a prerequisite for high-quality metal-cutting tools. It will help maintain the sharpness of the edges and reduce the frequency of sharpening and other service procedures.
For each instrument group, the corresponding values on the HRC scale are recommended:
- cutting tools in the form of nippers and side cutters - from 56 to 61 units;
- countersinks and countersinks - from 61 to 65 units;
- taps and dies – from 61 to 64 units;
- drills for working with metal – from 63 to 69 units;
- cutters, the production of which uses HSS steel - from 62 to 66 units.
For drills coated with titanium nitride, the HRC blade hardness must be above 80 units. The requirements are due to the high load on the tool during operation.
Methodology for testing with an industrial Rockwell hardness tester[edit | edit code]
- Select a scale suitable for the material being tested (A, B or C).
- Install the appropriate indenter and load.
- Before the final measurement, two test indentations should be made to check that the indenter and table are installed correctly.
- Place the reference block on the instrument table.
- Apply a preload of 10 kgf and reset the scale.
- Apply the main load and wait until the maximum effort is achieved.
- Remove the load.
- Read the hardness value on the dial using the appropriate scale (the digital device shows the hardness value on the screen).
- The procedure for checking the hardness of the test sample is the same as for the reference block. It is allowed to take one measurement per sample when checking mass products.
Fasteners
When determining the reliability of fasteners, not only hardness is taken into account, but also the strength class. These parameters are closely related to each other.
Table No. 1. Relationship between strength and hardness class HRC for bolts, screws, nuts and washers
For other fasteners, there are ranges of recommended strength values.
Table No. 2. Recommended strength values for other fasteners
Brinell, Rockwell and Shore hardness tests
The hardness of a material is one of its key characteristics. This concept includes such various parameters as resistance to abrasive wear, modulus of elasticity, resistance to plastic deformation, yield strength, brittleness, and tensile strength.
In applied terms, the hardness of a material is understood as its ability to resist the load caused by the penetration of a harder body into it. The general principle of operation of measuring instruments is as follows: an indenter (measuring body) is introduced into the surface of the material being tested for a strictly defined time at a given load. Hardness determination is carried out after establishing the dimensions or depth of the indentation and comparing these values with the established tabular data.
Testing the hardness of materials is carried out using stationary or portable hardness testers using various methods. Depending on the measurement method, there are several types of instruments.
Brinell measurement method
Devices of this type test the hardness of metals in the following way: a hardened steel ball is pressed into the test product for a certain time, and the linear distance from the edge of the product being measured to the center of the print must be at least 2.5 times the diameter of the print itself. There must be at least 4 diameters between the centers of adjacent prints.
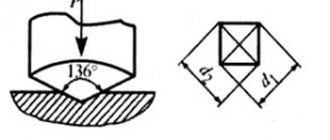
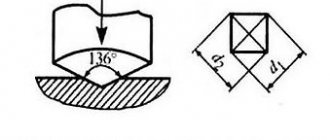
Rockwell measurement technique
A Rockwell hardness tester tests hardness by pressing either a 120° diamond cone or a 1.588 mm diameter hardened steel ball into the workpiece being tested. The force is applied in two stages. The linear distance between the centers of adjacent prints must be at least 4 print diameters, but not less than 2 mm, while the distance from the edge of the sample to the center of the print must be at least 2.5 print diameters, but not less than 1 mm.
Super-Rockwell hardness tester
This technique expands the capabilities of the basic version and is performed in a similar way: a standard diamond cone or steel ball is pressed into the test product sequentially in two steps. The hardness of a sample is measured by calculating the residual increase in the depth of indentation of a ball or tip.
Shore measurement technique
These measuring instruments are used to test the hardness of low-modulus materials (polymers, rubbers and their vulcanization products, plastics, elastomers). The technique allows you to measure the initial depth of indentation, the depth of the indentation after a given time interval, or both of these parameters.
Hardness is not a fundamental, but an empirical characteristic. This is the reaction of materials to a specific test method. As a rule, hardness values are arbitrary (there are no strictly established hardness standards). This material characteristic does not have a specific numerical value except in the conditions under which the hardness test is carried out. The value is reproducible only under specified experimental conditions indicating the type and shape of the indenter.
Conversion and comparison table for hardness units. Vickers, Rockwell, Brinell scale
| According to the Vickers scale, Vickers | According to Rockwell scales (according to Rockwell), Rockwell scales hardness | According to the Brinell scale, BRINELL | |||||||||||||||
| VPN at load 10 kgf, HV/10 | Rockwell | Super Rockwell | HBW 2.5/62.5 | HBW 2.5/187.5 | |||||||||||||
| A=HRA | B=HRB | C=HRC | D=HRD | E=HRE | F=HRF | G=HRG | H=HRH | K=HRK | HR15N | HR30N | HR45N | HR15T | HR30T | HR45T | |||
| 1865 | 92 | — | 80 | 87 | — | — | — | — | — | 97 | 92 | 87 | — | — | — | — | — |
| 1787 | 92 | — | 79 | 86 | — | — | — | — | — | 96 | 92 | 87 | — | — | — | — | — |
| 1710 | 91 | — | 78 | 85 | — | — | — | — | — | 96 | 91 | 86 | — | — | — | — | — |
| 1633 | 91 | — | 77 | 84 | — | — | — | — | — | 96 | 91 | 85 | — | — | — | — | — |
| 1556 | 90 | — | 76 | 83 | — | — | — | — | — | 96 | 90 | 84 | — | — | — | — | — |
| 1478 | 90 | — | 75 | 83 | — | — | — | — | — | 95 | 89 | 83 | — | — | — | — | — |
| 1400 | 89 | — | 74 | 82 | — | — | — | — | — | 95 | 89 | 82 | — | — | — | — | — |
| 1323 | 89 | — | 73 | 81 | — | — | — | — | — | 95 | 88 | 81 | — | — | — | — | — |
| 1245 | 88 | — | 72 | 80 | — | — | — | — | — | 95 | 87 | 80 | — | — | — | — | — |
| 1160 | 87 | — | 71 | 80 | — | — | — | — | — | 94 | 87 | 79 | — | — | — | — | — |
| 1076 | 87 | — | 70 | 79 | — | — | — | — | — | 94 | 86 | 78 | — | — | — | — | — |
| 1004 | 86 | — | 69 | 78 | — | — | — | — | — | 94 | 85 | 77 | — | — | — | — | — |
| 940 | 86 | — | 68 | 77 | — | — | — | — | — | 93 | 84 | 75 | — | — | — | — | — |
| 900 | 85 | — | 67 | 76 | — | — | — | — | — | 93 | 84 | 74 | — | — | — | — | — |
| 865 | 85 | — | 66 | 75 | — | — | — | — | — | 93 | 83 | 73 | — | — | — | — | — |
| 832 | 84 | — | 65 | 75 | — | — | — | — | — | 92 | 82 | 72 | — | — | — | — | 739 |
| 800 | 84 | — | 64 | 74 | — | — | — | — | — | 92 | 81 | 71 | — | — | — | — | 722 |
| 772 | 83 | — | 63 | 73 | — | — | — | — | — | 91 | 80 | 70 | — | — | — | — | 705 |
| 746 | 83 | — | 62 | 72 | — | — | — | — | — | 91 | 79 | 69 | — | — | — | — | 688 |
| 720 | 82 | — | 61 | 72 | — | — | — | — | — | 91 | 79 | 68 | — | — | — | — | 670 |
| 697 | 81 | — | 60 | 71 | — | — | — | — | — | 90 | 78 | 67 | — | — | — | — | 654 |
| 674 | 81 | — | 59 | 70 | — | — | — | — | — | 90 | 77 | 66 | — | — | — | — | 634 |
| 653 | 80 | — | 58 | 69 | — | — | — | — | — | 89 | 76 | 64 | — | — | — | — | 615 |
| 633 | 80 | — | 57 | 69 | — | — | — | — | — | 89 | 75 | 63 | — | — | — | — | 595 |
| 613 | 79 | — | 56 | 68 | — | — | — | — | — | 88 | 74 | 62 | — | — | — | — | 577 |
| 595 | 79 | 120 | 55 | 67 | — | — | — | — | — | 88 | 73 | 61 | — | — | — | — | 560 |
| 577 | 78 | 120 | 54 | 66 | — | — | — | — | — | 87 | 72 | 60 | — | — | — | — | 543 |
| 560 | 78 | 119 | 53 | 65 | — | — | — | — | — | 87 | 71 | 59 | — | — | — | — | 523 |
| 544 | 77 | 119 | 52 | 65 | — | — | — | — | — | 86 | 70 | 57 | — | — | — | — | 512 |
| 528 | 77 | 118 | 51 | 64 | — | — | — | — | — | 86 | 69 | 56 | — | — | — | — | 496 |
| 513 | 76 | 117 | 50 | 63 | — | — | — | — | — | 86 | 69 | 55 | — | — | — | — | 481 |
| 498 | 75 | 117 | 49 | 62 | — | — | — | — | — | 85 | 68 | 54 | — | — | — | — | 469 |
| 484 | 75 | 116 | 48 | 61 | — | — | — | — | — | 85 | 67 | 53 | — | — | — | — | 455 |
| 471 | 74 | 116 | 47 | 61 | — | — | — | — | — | 84 | 66 | 51 | — | — | — | — | 443 |
| 458 | 74 | 115 | 46 | 60 | — | — | — | — | — | 84 | 65 | 50 | — | — | — | — | 432 |
| 446 | 73 | 115 | 45 | 59 | — | — | — | — | — | 83 | 64 | 49 | — | — | — | — | 421 |
| 434 | 73 | 114 | 44 | 59 | — | — | — | — | — | 83 | 63 | 48 | — | — | — | — | 409 |
| 423 | 72 | 113 | 43 | 58 | — | — | — | — | — | 82 | 62 | 47 | — | — | — | — | 400 |
| 412 | 72 | 113 | 42 | 57 | — | — | — | — | — | 82 | 61 | 46 | — | — | — | — | 390 |
| 402 | 71 | 112 | 41 | 56 | — | — | — | — | — | 81 | 60 | 44 | — | — | — | — | 381 |
| 392 | 71 | 112 | 40 | 55 | — | — | — | — | — | 80 | 60 | 43 | — | — | — | — | 371 |
| 382 | 70 | 111 | 39 | 55 | — | — | — | — | — | 80 | 59 | 42 | — | — | — | — | 362 |
| 372 | 70 | 110 | 38 | 54 | — | — | — | — | — | 79 | 58 | 41 | — | — | — | — | 353 |
| 363 | 69 | 110 | 37 | 53 | — | — | — | — | — | 79 | 57 | 40 | — | — | — | — | 344 |
| 354 | 69 | 109 | 36 | 52 | — | — | — | — | — | 78 | 56 | 38 | — | — | — | — | 336 |
| 345 | 68 | 109 | 35 | 52 | — | — | — | — | — | 78 | 55 | 37 | — | — | — | — | 327 |
| 336 | 68 | 108 | 34 | 51 | — | — | — | — | — | 77 | 54 | 36 | — | — | — | — | 319 |
| 327 | 67 | 108 | 33 | 50 | — | — | — | — | — | 77 | 53 | 35 | — | — | — | — | 311 |
| 318 | 67 | 107 | 32 | 49 | — | — | — | — | — | 76 | 52 | 34 | — | — | — | — | 301 |
| 310 | 66 | 106 | 31 | 48 | — | — | 91 | — | — | 76 | 51 | 33 | — | — | — | — | 294 |
| 302 | 66 | 105 | 30 | 48 | — | — | 91 | — | — | 75 | 50 | 31 | — | — | — | — | 286 |
| 294 | 65 | 104 | 29 | 47 | — | — | 89 | — | — | 75 | 50 | 30 | — | — | — | — | 279 |
| 286 | 65 | 104 | 28 | 46 | — | — | 88 | — | — | 74 | 49 | 29 | — | — | — | — | 271 |
| 279 | 64 | 103 | 27 | 45 | — | — | 87 | — | — | 73 | 48 | 28 | — | — | — | — | 264 |
| 272 | 64 | 103 | 26 | 45 | — | — | 86 | — | — | 73 | 47 | 27 | — | — | — | — | 258 |
| 266 | 63 | 102 | 25 | 44 | — | — | 85 | — | — | 72 | 46 | 26 | — | — | — | — | 253 |
| 260 | 63 | 101 | 24 | 43 | — | — | 84 | — | — | 72 | 45 | 24 | — | — | — | — | 247 |
| 254 | 62 | 100 | 23 | 42 | — | — | 83 | — | — | 71 | 44 | 23 | 93 | 82 | 72 | 201 | 240 |
| 248 | 62 | 99 | 22 | 42 | — | — | 81 | — | — | 71 | 43 | 22 | 93 | 82 | 71 | 195 | 234 |
| 243 | 61 | 98 | 21 | 41 | — | — | 79 | — | — | 70 | 42 | 21 | 93 | 81 | 70 | 189 | 228 |
| 238 | 61 | 97 | 20 | 40 | — | — | 78 | — | — | 69 | 42 | 20 | 92 | 81 | 69 | 184 | 222 |
| 234 | 60 | 97 | 19 | — | — | — | 77 | — | — | — | — | — | 92 | 80 | 69 | 181 | 218 |
| 230 | 59 | 96 | 18 | — | — | — | 76 | — | — | — | — | — | 92 | 80 | 68 | 179 | 214 |
| 226 | 59 | 96 | 17 | — | — | — | 75 | — | — | — | — | — | 92 | 80 | 68 | 177 | 210 |
| 222 | 58 | 95 | 16 | — | — | — | 74 | — | — | — | — | — | 92 | 79 | 67 | 175 | 208 |
| 217 | 58 | 95 | 15 | — | — | — | 73 | — | — | — | — | — | 92 | 79 | 67 | 171 | 205 |
| 213 | 58 | 94 | 14 | — | — | — | 73 | — | — | — | — | — | 91 | 79 | 66 | 169 | 203 |
| 208 | 57 | 93 | 13 | — | — | — | 71 | — | — | — | — | — | 91 | 78 | 66 | 167 | 200 |
| 204 | 57 | 92 | 12 | — | — | — | 70 | — | 100 | — | — | — | 91 | 78 | 65 | 163 | 195 |
| 200 | 56 | 92 | 11 | — | — | — | 69 | — | 100 | — | — | — | 91 | 77 | 64 | 162 | 193 |
| 196 | 56 | 91 | 10 | — | — | — | 68 | — | 100 | — | — | — | 90 | 77 | 64 | 160 | 190 |
| 192 | 56 | 90 | 9 | — | — | — | 66 | — | 99 | — | — | — | 90 | 76 | 63 | 157 | 185 |
| 188 | 55 | 89 | 8 | — | — | — | 64 | — | 98 | — | — | — | 90 | 76 | 62 | 154 | 180 |
| 184 | 54 | 88 | 7 | — | — | — | 63 | — | 97 | — | — | — | 90 | 75 | 61 | 151 | 176 |
| 180 | 54 | 87 | 6 | — | — | — | 61 | — | 97 | — | — | — | 89 | 75 | 60 | 148 | 172 |
| 176 | 53 | 86 | 5 | — | — | — | 59 | — | 96 | — | — | — | 89 | 74 | 59 | 145 | 169 |
| 172 | 53 | 85 | 4 | — | — | — | 58 | — | 95 | — | — | — | 89 | 74 | 58 | 142 | 165 |
| 168 | 52 | 84 | 3 | — | — | — | 56 | — | 94 | — | — | — | 88 | 73 | 57 | 140 | 162 |
| 164 | 51 | 83 | 2 | — | — | — | 54 | — | 93 | — | — | — | 88 | 72 | 56 | 137 | 159 |
| 160 | 51 | 82 | 1 | — | — | — | 53 | — | 92 | — | — | — | 88 | 72 | 55 | 135 | 156 |
| 156 | 50 | 81 | 0 | — | — | — | 51 | — | 91 | — | — | — | 87 | 71 | 54 | 133 | 153 |
| 152 | 50 | 80 | — | — | — | — | 49 | — | 91 | — | — | — | 87 | 70 | 53 | 130 | 150 |
| 148 | 49 | 79 | — | — | — | — | 48 | — | 90 | — | — | — | 87 | 70 | 52 | 128 | 147 |
| 144 | 49 | 78 | — | — | — | — | 46 | — | 89 | — | — | — | 86 | 69 | 51 | 126 | 144 |
| 141 | 48 | 77 | — | — | — | — | 44 | — | 88 | — | — | — | 86 | 68 | 50 | 124 | 141 |
| 139 | 47 | 76 | — | — | — | — | 43 | — | 87 | — | — | — | 86 | 68 | 49 | 122 | 139 |
| 137 | 47 | 75 | — | — | — | 100 | 41 | — | 86 | — | — | — | 85 | 67 | 49 | 120 | 137 |
| 135 | 46 | 74 | — | — | — | 99 | 39 | — | 85 | — | — | — | 85 | 66 | 48 | 118 | 135 |
| 132 | 46 | 73 | — | — | — | 99 | 38 | — | 85 | — | — | — | 85 | 66 | 47 | 116 | 132 |
| 130 | 45 | 72 | — | — | — | 98 | 36 | — | 84 | — | — | — | 84 | 65 | 46 | 114 | 130 |
| 127 | 45 | 71 | — | — | 100 | 98 | 35 | — | 83 | — | — | — | 84 | 64 | 45 | 112 | 127 |
| 125 | 44 | 70 | — | — | 100 | 97 | 33 | — | 82 | — | — | — | 84 | 64 | 44 | 110 | 125 |
| 123 | 44 | 69 | — | — | 99 | 96 | 31 | — | 81 | — | — | — | 83 | 63 | 43 | 109 | 123 |
| 120 | 43 | 68 | — | — | 98 | 96 | 30 | — | 80 | — | — | — | 83 | 62 | 42 | 107 | 121 |
| 118 | 43 | 67 | — | — | 98 | 95 | 28 | — | 79 | — | — | — | 83 | 62 | 41 | 106 | 119 |
| 116 | 42 | 66 | — | — | 97 | 95 | 27 | — | 78 | — | — | — | 82 | 61 | 40 | 104 | 117 |
| 115 | 42 | 65 | — | — | 96 | 94 | 25 | — | 78 | — | — | — | 82 | 60 | 39 | 102 | 116 |
| 114 | 42 | 64 | — | — | 96 | 94 | 24 | — | 77 | — | — | — | 82 | 60 | 38 | 101 | 114 |
| 113 | 41 | 63 | — | — | 95 | 93 | 22 | — | 76 | — | — | — | 81 | 59 | 37 | 99 | 112 |
| 112 | 41 | 62 | — | — | 95 | 92 | 21 | — | 75 | — | — | — | 81 | 58 | 36 | 98 | 110 |
| 111 | 40 | 61 | — | — | 94 | 92 | 19 | — | 74 | — | — | — | 81 | 57 | 35 | 96 | 108 |
| 110 | 40 | 60 | — | — | 93 | 91 | 18 | — | 73 | — | — | — | 81 | 57 | 34 | 95 | 107 |
| 108 | 39 | 59 | — | — | 93 | 91 | 16 | — | 72 | — | — | — | 80 | 56 | 32 | 94 | 106 |
| 107 | 39 | 58 | — | — | 92 | 90 | 15 | — | 71 | — | — | — | 80 | 55 | 31 | 92 | 104 |
| 106 | 38 | 57 | — | — | 91 | 90 | 13 | — | 71 | — | — | — | 80 | 55 | 30 | 91 | 102 |
| 105 | 38 | 56 | — | — | 91 | 89 | 12 | — | 70 | — | — | — | 79 | 54 | 29 | 90 | 101 |
| 104 | 38 | 55 | — | — | 90 | 88 | 10 | — | 69 | — | — | — | 79 | 53 | 28 | 89 | 99 |
| 103 | 37 | 54 | — | — | 90 | 88 | 9 | — | 68 | — | — | — | 79 | 53 | 27 | 87 | — |
| 102 | 37 | 53 | — | — | 89 | 87 | 7 | — | 67 | — | — | — | 78 | 52 | 26 | 86 | — |
| 101 | 36 | 52 | — | — | 88 | 87 | 6 | — | 66 | — | — | — | 78 | 51 | 25 | 85 | — |
| 100 | 36 | 51 | — | — | 88 | 86 | 4 | — | 65 | — | — | — | 78 | 51 | 24 | 84 | — |
| 100 | 35 | 50 | — | — | 87 | 86 | 3 | — | 65 | — | — | — | 77 | 50 | 23 | 83 | — |
| 99 | 35 | 49 | — | — | 87 | 85 | — | — | 64 | — | — | — | 77 | 49 | 22 | 82 | — |
| 98 | 35 | 48 | — | — | 86 | 85 | — | — | 63 | — | — | — | 77 | 49 | 21 | 81 | — |
| 97 | 34 | 47 | — | — | 85 | 84 | — | — | 62 | — | — | — | 76 | 48 | 20 | 80 | — |
| 96 | 34 | 46 | — | — | 85 | 83 | — | — | 61 | — | — | — | 76 | 47 | 19 | 79 | — |
| 95 | 33 | 45 | — | — | 84 | 83 | — | — | 60 | — | — | — | 76 | 46 | 18 | 79 | — |
| 95 | 33 | 44 | — | — | 84 | 82 | — | — | 59 | — | — | — | 75 | 46 | 17 | 78 | — |
| 94 | 32 | 43 | — | — | 83 | 82 | — | — | 58 | — | — | — | 75 | 45 | 16 | 77 | — |
| 93 | 32 | 42 | — | — | 82 | 81 | — | — | 58 | — | — | — | 75 | 44 | 15 | 76 | — |
| 92 | 31 | 41 | — | — | 82 | 81 | — | — | 57 | — | — | — | 74 | 44 | 14 | 75 | — |
| 91 | 31 | 40 | — | — | 81 | 80 | — | — | 56 | — | — | — | 74 | 43 | 13 | 74 | — |
| 90 | 31 | 39 | — | — | 80 | 79 | — | — | 55 | — | — | — | 74 | 42 | 11 | 74 | |
| 90 | 30 | 38 | — | — | 80 | 79 | — | — | 54 | — | — | — | 73 | 42 | 10 | 73 | — |
| 89 | 30 | 37 | — | — | 79 | 78 | — | — | 53 | — | — | — | 73 | 41 | 9 | 72 | — |
| 88 | 29 | 36 | — | — | 79 | 78 | — | 100 | 52 | — | — | — | 73 | 40 | 8 | 71 | — |
| 88 | 29 | 35 | — | — | 78 | 77 | — | 100 | 52 | — | — | — | 72 | 40 | 7 | 71 | — |
| 87 | 28 | 34 | — | — | 77 | 77 | — | 99 | 51 | — | — | — | 72 | 39 | 6 | 70 | — |
| 87 | 28 | 33 | — | — | 77 | 76 | — | 99 | 50 | — | — | — | 72 | 38 | 5 | 69 | — |
| 86 | 28 | 32 | — | — | 76 | 75 | — | 99 | 49 | — | — | — | 71 | 38 | 4 | 68 | — |
| 86 | 27 | 31 | — | — | 76 | 75 | — | 98 | 48 | — | — | — | 71 | 37 | 3 | 68 | — |
| 85 | 27 | 30 | — | — | 75 | 74 | — | 98 | 47 | — | — | — | 71 | 36 | 2 | 67 | — |
| 85 | 26 | 29 | — | — | 74 | 74 | — | 98 | 46 | — | — | — | 70 | 36 | 1 | 66 | — |
| 84 | 26 | 28 | — | — | 74 | 73 | — | 97 | 45 | — | — | — | 70 | 35 | — | 66 | — |
| 84 | 25 | 27 | — | — | 73 | 73 | — | 97 | 45 | — | — | — | 70 | 34 | — | 65 | — |
| 83 | 25 | 26 | — | — | 73 | 72 | — | 97 | 44 | — | — | — | 69 | 33 | — | 65 | — |
| 83 | 24 | 25 | — | — | 72 | 71 | — | 96 | 42 | — | — | — | 69 | 33 | — | 64 | — |
| 82 | 24 | 24 | — | — | 71 | 71 | — | 96 | 42 | — | — | — | 69 | 32 | — | 64 | — |
| 82 | 24 | 23 | — | — | 71 | 70 | — | 96 | 41 | — | — | — | 68 | 31 | — | 63 | — |
| 81 | 23 | 22 | — | — | 70 | 70 | — | 95 | 40 | — | — | — | 68 | 31 | — | 63 | — |
| 81 | 23 | 21 | — | — | 70 | 69 | — | 95 | 39 | — | — | — | 68 | 30 | — | 62 | — |
| 80 | 22 | 20 | — | — | 69 | 69 | — | 95 | 38 | — | — | — | 68 | 29 | — | 62 | — |
| 80 | 22 | 19 | — | — | 68 | 68 | — | 94 | 38 | — | — | — | 67 | 29 | — | 61 | — |
| 79 | 21 | 18 | — | — | 68 | 67 | — | 94 | 37 | — | — | — | 67 | 28 | — | 61 | — |
| 79 | 21 | 17 | — | — | 67 | 67 | — | 93 | 36 | — | — | — | 67 | 27 | — | 60 | — |
| 78 | 21 | 16 | — | — | 67 | 66 | — | 93 | 35 | — | — | — | 66 | 26 | — | 60 | — |
| 78 | 20 | 15 | — | — | 66 | 66 | — | 93 | 34 | — | — | — | 66 | 26 | — | 59 | — |
| 77 | — | 14 | — | — | 65 | 65 | — | 92 | 33 | — | — | — | 66 | 25 | — | 59 | — |
| 77 | — | 13 | — | — | 65 | 65 | — | 92 | 32 | — | — | — | 65 | 24 | — | 58 | — |
| 76 | — | 12 | — | — | 64 | 64 | — | 92 | 32 | — | — | — | 65 | 24 | — | 58 | — |
| 76 | — | 11 | — | — | 64 | 64 | — | 91 | 31 | — | — | — | 65 | 23 | — | 57 | — |
| 75 | — | 10 | — | — | 63 | 63 | — | 91 | 30 | — | — | — | 64 | 22 | — | 57 | — |
| 75 | — | 9 | — | — | 62 | 62 | — | 91 | 29 | — | — | — | 64 | 22 | — | 56 | — |
| 74 | — | 8 | — | — | 62 | 62 | — | 90 | 28 | — | — | — | 64 | 21 | — | 56 | — |
| 74 | — | 7 | — | — | 61 | 61 | — | 90 | 27 | — | — | — | 63 | 20 | — | 56 | — |
| 73 | — | 6 | — | — | 61 | 61 | — | 90 | 26 | — | — | — | 63 | 20 | — | 55 | — |
| 73 | — | 5 | — | — | 60 | 60 | — | 89 | 26 | — | — | — | 63 | 19 | — | 55 | — |
| 72 | — | 4 | — | — | 59 | 60 | — | 89 | 25 | — | — | — | 62 | 18 | — | 55 | — |
| 72 | — | 3 | — | — | 59 | 59 | — | 88 | 24 | — | — | — | 62 | 17 | — | 54 | — |
| 71 | — | 2 | — | — | 58 | 58 | — | 88 | 23 | — | — | — | 62 | 17 | — | 54 | — |
| 71 | — | 1 | — | — | 58 | 58 | — | 88 | 22 | — | — | — | 61 | 16 | — | 53 | — |
| 70 | — | 0 | — | — | 57 | 57 | — | 87 | 21 | — | — | — | 61 | 15 | — | 53 | — |
Methods for determining hardness
To determine hardness using the Rockwell method, stationary and portable hardness testers are used. If you have a limited budget, special files are used.
Stationary hardness testers
Stationary hardness testers are high-precision measuring instruments. The devices are installed in laboratories and provide optimal conditions for conducting experiments.
The most advanced hardness testers have software control and allow you to configure the procedure parameters in detail. The equipment is regularly verified and adapted for intensive use.
Rice. 2 Stationary hardness tester
Portable hardness testers
Portable measuring instruments are designed for on-site measurements. They are small in size and retain functionality in various spatial positions. Most devices have liquid crystal displays and support the function of storing and comparing values.
IMPORTANT! It is recommended to purchase certified hardness testers, accompanied by documentation from the manufacturer. Such devices allow measurements using the Rockwell method according to GOST 9013.
Rice. 3 Portable hardness tester
Files
Using special files is the most accessible way to measure hardness. The tool is supplied in sets. They contain several files, each of which is oriented to a specific hardness (the corresponding designation is on the handle of the tool).
Rice. 4 Set of files for hardness testing
Tests are carried out in a certain sequence.
- The workpiece is clamped in a vice or fixed in another reliable way.
- The test surface is alternately exposed to files. The master starts with the tool that has the least hardness. If it does not leave scratches, use the next file from the line.
- As soon as marks appear on the workpiece, changing files stops. The master compares the hardness of the last and previous tools. The intermediate value is the HRC value for the part being tested.
Files are not used in laboratory research due to low measurement accuracy. They are intended for domestic use and ordinary industrial operations.
Rice. 5 Schemes for working with a file
Relative hardness measurement using files
The cost of stationary and portable hardness testers is quite high, so their purchase is justified only by the need for frequent use. Many craftsmen, if necessary, practice measuring the hardness of metals and alloys relatively, using improvised means.
Measuring hardness using files
Filing a sample with a file is one of the most accessible, but far from the most objective, ways of checking the hardness of steel parts, tools, and equipment. The file must have a non-blunted double cut of medium size No. 3 or No. 4. The resistance to filing and the accompanying grinding noise makes it possible, even with little skill, to distinguish unhardened steel from moderately (40 HRC) or hard-hardened (55 HRC).
For testing with greater accuracy, there are sets of calibrated files, also called scratch hardness testers. They are used for testing saw teeth, milling cutters, and gears. Each such file carries a certain value on the Rockwell scale. Hardness is measured by briefly scratching the metal surface alternately with files from the kit. Then two close ones are selected - a harder one, which left a scratch, and a less hard one, which could not scratch the surface. The hardness of the metal being tested will be between the hardness values of these two files.