2G942 milling-center-turning machine. Purpose and scope
The 2G942 milling and centering machine is designed for processing the ends of parts such as shafts, sequentially and sequentially with the installation of automatic loading devices and as part of automatic lines.
Basic operations performed on the 2G942 semiautomatic device:
- front milling and center drilling on both sides
- turning necks at the ends of trees
- It is also possible to carry out continuous counterbore with a diameter of up to 40 mm
- notched ring
- boring
Design features of the milling-central-turning machine 2g942
The milling and drilling spindles are positioned horizontally.
Loading, milling, centering and unloading of parts are performed sequentially. The part is stationary, the milling and drilling heads move.
The left and right drilling and milling heads are not equipped with synchronization mechanisms. Simultaneous operation of the left and right spindles is ensured by a hydraulic drive.
The drives for drilling and milling spindles, clamping parts, and part stops are hydraulic.
Processing on the 2G942 machine for a one-time installation of the ends of the workpieces, drilling center holes on them, rotation of the base pins ensures high accuracy of the bases for further processing, and the processing of the ends is final.
Semi-automatic conveyor - screw conveyor. Screw diameter 150 mm.
The accuracy class of the semi-automatic device is H according to GOST 8-77.
The quality category is the highest.
The corrected sound power level LpA should not exceed 102 dBA.
The level of vibration that occurs in the workplace during machine operation corresponds to GOST 12.2009-80.
Limits on the length of processed parts, mm:
- 2G942.04 - 100-500
- 2G942.00 - 100-1000
- 2G942.08 - 100-2000
Information about the manufacturer of the central turning machine 2G942
The manufacturer of central turning machines 2G942 is the Kostroma plant of automatic lines KZAL , founded in 1968.
Already in 1969, the first 4 modular machines were produced.
In 1972, the plant mastered the production of semi-automatic milling and centering machines. After the commissioning of new workshops and specialized areas, the first automatic lines were produced in 1975.
Machine tools produced by the Kostroma Automatic Line Plant KZAL
- 2G942
- semi-automatic milling and centering machine Ø 160 x 1000 - MP-71M
- semi-automatic milling-centring-turning machine Ø 125 x 500
Which machine to choose for a home workshop: advantages and disadvantages of models
Milling machines for home workshops resemble drills, which also include a bed and a column with a vertically mounted spindle. Unlike factory models, they have a special mechanism for moving the table under the moving cutter, allowing you to grind the part in three planes.
Important! Using appropriate equipment, household appliances can process products made from any material (not just metal).
Before choosing a machine for home use, you need to consider the following parameters:
- The height of the spindle above the work surface.
- Permissible milling diameters.
- Machine power.
- Ease of installation and connection of equipment, as well as its weight.
The correct choice of the first of these parameters allows you to install a sufficiently large workpiece, and the power of the machine expands its functionality.
This parameter for household appliances can range from 150 to 750 W.
Operating principle
Algorithm of operation of the milling and centering unit:
- The future part is placed in a special vice.
- Milling occurs simultaneously from both ends of the workpiece.
- Then the central holes are drilled.
In this case, the part is stationary, and all processing occurs due to the alternating movement of the processing heads. Despite its narrow specialization, centering equipment is indispensable both in large industries and in everyday life.
Presentation for the section “Milling machines”
Milling machines
Main types of machines.
The scope of application of milling machines is extensive: processing of flat and shaped surfaces, straight and helical grooves, threads, gears with cylindrical, end, grooves, keyed, shaped, modular (head and disk.
Figure 1 shows the different types of milling machines. There are other cars in this group.
Figure 1 - Main types of milling machines:
a - vertical console; b - continuous movement; c - copy; g - vertical, not console, with a cross table; g - two longitudinal posts; a - mostly universal; w - horizontal console.
Figure 2 — Vertical cantilever milling machines FSS315MR
Figure 3 - Milling and copying machine of the winner LH-1000AT.
Figure 4 - Vertical cantilever milling machine with a cross table.
b Figure 5 - Universal milling machine FUV 321M
Horizontal cantilever milling machines
Horizontal cantilever milling machines are designed for milling work on cast iron, steel and non-ferrous metals with carbide tools in small and large-scale production. The presence in the machine of the ability to rotate the table around a vertical axis ensures milling of helical grooves of drills and other similar products.
Figure 6 - Horizontal cantilever milling machine:
1 - bed; 2 - trunk; 3 - spindle; 4, 6 — pendants; 5 - milling spindle; 7 - table; 8 — rotary table; 9 - slide; 10 - cross checks; 11 — console; 12 - column; 13 - base plate
Figure 7 - Horizontal cantilever milling machine Vertical milling machines without console
The design feature of a milling machine with a cross table (Fig. - a more rigid bed and support, a rack and pinion drive of the table, the absence of a console. All this makes it possible to process large workpieces with large allowances under difficult cutting conditions. Milling is mainly performed with internal hexagon heads, in including with carbide plates.
- a more rigid bed and support, a rack and pinion drive of the table, the absence of a console. All this makes it possible to process large workpieces with large allowances under difficult cutting conditions. Milling is mainly performed with internal hexagon heads, in including with carbide plates.
Fixed bed 1
accommodates a cross table4, with the ability to move longitudinally along the slide3 guide and along the guides 2 bed - in the crossbar. Pallet 7 with gearbox is installed on vertical guides of rack 9 bed1
The main rotational movement to the spindle 6 is signaled by an electric motor8; longitudinal and transverse movements of the feed table - from the feed box 10, located in the bed. The machine is usually controlled using a keypad 5. On some machines the blade can rotate in a vertical plane.
Figure 8 — Vertical milling machine without console: 1 — pallet; 2 - guides; 3 - slide; 4 - cross table; 5 — suspension adjustment; 6 - spindle; 7 — spindle head; 8 - electric motor; 9 - stand; 10 - feed box
Central milling machines
Milling and centering machines are designed for double-sided milling and centering of the ends of parts such as shafts. Both ends are milled at the same time and then centered at the same time. This technology ensures that the ends are parallel to each other and the central holes on these ends are perpendicular, which is a very important aspect in the subsequent processing of shafts.
Fixed bed milling machines
Milling machines with a fixed bed are designed for simultaneous processing of a number of cutters on horizontal, vertical, inclined and shaped surfaces of the body and other large parts. Tools: end mills, cylindrical and shaped cutters. Scope of application: medium and large production. Milling machines with a fixed bed provide high productivity due to high spindle speeds and high feed rates when machining parts with carbide tools. This is ensured by sufficient power of the spindle heads and high traction force of the boards.
In single-column machines, a spindle head 5 is provided. In double-column machines, there are three or four spindle heads 5, two of which are installed on stands 4 and move vertically along the rack guides, and one or two pallets are located on the crossbar 8, move along horizontal guides from the feed box 9 and an electric motor . In turn, vertical movement is transmitted to the crosshead. Numerous modifications of machines have spindle heads5 that can be rotated vertically to process inclined surfaces. The rotation of the spindle 2 in the blade 5 comes from separate electric motors 3 through gearboxes. Table 1, mounted on the guides of the frame 7, is equipped with longitudinal movement with smooth adjustment of the feed speed by a direct current electric motor 10. The machine is controlled using the 6 keypad. The machines are equipped with various automatic cycles of table operations: fast, cutting feed, fast for the next part, fast return and stop.
Figure 11 — General view of the tabletop milling machine model 6255
Figure 12 — Single-column manual milling machine with bed
Figure 13 - Manual milling machine for a two-column bed CNC milling machines
CNC milling machines are designed for processing flat and spatial surfaces of parts with complex shapes. The designs of CNC routers are similar to traditional milling machines. The difference from the latter lies in the automation of the movement of units along the software during molding.
CNC milling machines differ in the position of the spindle (horizontal or vertical), the number of coordinated movements of the table or milling head, the number of tools used (single tool and multi-tool) and the way it is installed in the machine spindle (manually or automatically).
Milling machines are equipped with rectangular and contour CNC systems. With rectangular control (symbol F2), the machine table moves in a direction parallel to one of the coordinate axes, which makes it impossible to machine complex surfaces. Rectangular control machines are used for milling flat surfaces, chamfers, strips, grooves, projections of different heights and other similar surfaces. In contour and combined CNC systems, the trajectory of movement of machine components is more complex. Such machines are used for milling various cams, dies, shapes and other parts with similar surfaces. The number of controlled coordinates is usually three, in some cases four or five. With contour control, the forming movement is carried out simultaneously along at least two coordinated axes.
To ensure the main movement in CNC milling machines, an electromechanical drive is used: asynchronous electric motors (therefore a gearbox is required) and direct and alternating current electric motors with smooth control of the speed of their output shaft (with subsequent transmission of rotation to the spindle through a gear or belt drive). New generation machines use electric spindles with continuously variable speed control, for example, with an electric drive.
The feed drive of CNC milling machines is also electromechanical: short kinematic chains transmit movement from the electric motor via a ball screw (ball screw) directly to the actuator. Linear motors are used in new generation CNC milling machines that do not require rotation to linear motion using a ball screw.
Figure 14 — CNC vertical milling machine
Machines with electromechanical drive.
Figure 15 shows a milling machine with a combined CNC system designed for processing complex spatial surfaces. The number of simultaneously controlled coordinates is three.
The slider 2 moves along the pallet 1 along longitudinal guides, closed by telescopic shields 4. Table 12, the machine is installed on transverse guides, also covered by telescopic shields 15 to prevent chips from entering. The cutting area and tool magazine 7 (for 32 tools) are closed by 5 fences.
Spindle 10 receives the main rotational movement from an AC motor with a power of 15 kW with continuous speed control in the range of 10... 3500 min -1. There are no mechanical transmissions between the electric motor and the machine; the spindle is a motor-spindle.
Pallet contains 8
There is an oil cooling system for the motor-spindle and a drive for vertical movement of the spindle head by a stepper motor and a ball screw. The pallet moves along vertical guides 16. A halogen lamp 11 is used for local lighting. The CNC unit is located in the suspended panel 14, on which the keyboard and display 13 are located.
Longitudinal and transverse feed motion is provided by separate stepper motors through ball screws.
Two-handed automatic operator 6, at the command of the CNC system, takes the required cutting tool from the magazine 7 and is in a waiting position until the end of the next transition while processing the part. At the end of the cycle, the machine operator removes the tool from the spindle and inserts its conical boring shaft with another cutting tool. There are 9 buttons in the car
manual installation and removal of tools.
Chips are constantly removed from the cutting zone by conveyor 3
Features of operation of milling-centring equipment
When operating equipment of this class, first of all, it is necessary to check the ease of movement of the table during manual feeding. If you experience any problems (such as the movement being too tight), you will need to loosen the locking fasteners and then recheck the quality of movement.
If vibrations occur, the machine must be stopped and all possible measures must be taken to eliminate them. To do this, it is necessary to carefully study the condition and reliability of the fastening of the cutter and workpieces, as well as special devices used in various cutting modes.
Installation and change of cutter
Before securing the cutter to the spindle, the operator must perform the following preparatory operations:
- Check the condition and quality of sharpening of the tool, which should not show obvious signs of cracks, burns or crumbling of the material.
- You should also make sure that the teeth fit snugly against the cutter body and check for wear after heavy use of the equipment.
- In a situation where the cutting edges are very dull or slightly chipped, the tool will need to be replaced with a new sample.
Additional Information! During the adjustment process, it is also necessary to ensure that dirt and cleaning cloth residues do not accumulate on the landing planes of the milling shaft, as well as on the collet and spindle.
After securing the cutter in the spindle, it is imperative to check the level of eccentricity of the cutting edges of the tool.
After this, it will be necessary to adapt the feed to the modes specified in the task, after which it will be possible to install and adjust the mechanism stops to automatically turn them off.
2G942.04 machine characteristics
Specifications:
Model 2g942.04 machines are designed for machining the ends of parts such as shafts in batch and batch production with the installation of automatic loading machines and as part of automatic lines. The main operations performed on semi-automatic machines are: head milling, double-sided centering, neck turning and chamfering at the ends of the shaft. In addition, semi-automatic machines can perform continuous countersinking up to 40 mm in diameter, round undercuts and boring.
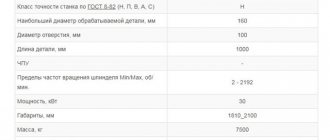
Limits on the length of the workpiece, mm: on semi-automatic machines 2G942.04 100-500 Limits on the diameter of parts installed in a vice, mm: 20-160 Diameter of the centering tips used, mm: standard type A and R 3.15-10 standard type B 2-8 special up 12 Maximum drilling diameter, mm 16 Maximum milling diameter, mm 150 Maximum diameter of the installed cutter, mm 160 Maximum diameter of the cut end (for steel 45, HB 207), mm 50 Maximum diameter of the machined annular surface (for steel 45, HB 207), mm 100/80 Maximum diameter of turning pins, mm 100 Maximum diameter of holes, mm 100 Length of turning pins, mm 40 Number of spindles 4 Limits of spindle frequency rotation: drilling, rpm 159… 1588 milling, rpm 130… 740 Limits of continuous feed of drilling spindle, mm / min 20... 2000 Limits of continuous feed of spindle milling, mm / min 20.. 2000 Stroke of the drill spindle quill, mm 100 Dimension semi-automatic, mm: length 3970... 5470 width 1750 height 2000 Electrical equipment Type of AC current Three-phase Current frequency , Hz 50 Voltage, V 380/220 Number of electric motors 9 Total power of electric motors, kW 36.28 Hydraulic equipment Hydroelectric power tank capacity, l 100 Operating pressure in the hydraulic system, MPa 3.5-4.0 Productivity, l/min 50
Technical characteristics of the milling-central-turning machine 2G942
| Parameter name | 2G942 | MR-71M | MR-73M | MR-75M |
| Basic machine parameters | ||||
| Machine accuracy class | N | N | N | N |
| Limits on the length of processed parts, mm: | 100..1000 | 200..500 | 500..1250 | 500..2250 |
| Limits of diameters of parts installed in a vice, mm: | 20..160 | 25..125 | 25..125 | 25..125 |
| Maximum clamping force of the part, N | 25500 | |||
| Height of centers above the bed, mm | 315 | 315 | 315 | |
| Height of centers above the floor, mm | 1040 | 1040 | 1040 | |
| Drilling heads | ||||
| Maximum transverse total stroke, mm | 220 | 220 | 220 | |
| Number of milling spindle speeds: rpm | 6 | 6 | 6 | 6 |
| Milling spindle speed limits: rpm | 125..712 | 125..712 | 125..712 | 125..712 |
| Milling spindle feed limits, mm/min | 20..2000 | 20..400 | 20..400 | 20..400 |
| The largest diameter of the installed cutter, mm | 160 | 90..160 | 90..160 | 90..160 |
| Longitudinal accelerated stroke, m/min | 6,0 | |||
| Accelerated transverse stroke, m/min | 4,5 | |||
| Diameter and taper of the hole for the cutter | Ø 69.85 7:24 | |||
| Largest milling diameter, mm | 150 | |||
| Drilling heads | ||||
| Stroke of the drill spindle quill, mm | 100 | |||
| Maximum transverse total stroke, mm | 75 | 75 | 75 | |
| Number of drilling spindle speeds: rpm | 6 | 6 | 6 | 6 |
| Drill spindle speed limits: rpm | 290..2300 | 238..1125 | 238..1125 | 238..1125 |
| Drilling spindle feed limits, mm/min | 20..2000 | 20..300 | 20..300 | 20..300 |
| Limits of diameters of installed alignments, mm | 3,15..10,12 | 3 x 12 6 x 22 | 3 x 12 6 x 22 | 3 x 12 6 x 22 |
| Drill hole diameter, mm | 50 | 50 | 50 | |
| Largest drilling diameter, mm | 16 | |||
| Electrical equipment. Drive unit | ||||
| Power supply, V | 380±38 | 380±38 | 380±38 | 380±38 |
| Number of electric motors on the machine | 8 | 6 | 6 | 6 |
| Electric motor driving milling heads, kW (rpm) | 11 x 2 | 7,5; 10 (1450) | 7,5; 10 (1450) | 7,5; 10 (1450) |
| Electric motor driving drilling heads, kW (rpm) | 4 x 2 | 2,2; 3 (1430) | 2,2; 3 (1430) | 2,2; 3 (1430) |
| Hydraulic pump drive electric motor, kW (rpm) | 5,5 | 5,5 (970) | 5,5 (970) | 5,5 (970) |
| Lubrication station drive electric motor, kW (rpm) | 0,08 | — | — | — |
| Coolant pump electric motor, kW (rpm) | 0,12 | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Chip conveyor electric motor, kW (rpm) | 0,55 | — | — | — |
| Total power of installed electric motors, kW | 36,28 | 31,62 | 31,62 | 31,62 |
| Dimensions and weight of the machine | ||||
| Machine dimensions (length width height), mm | 3970…5470 x 1750 x 2000 | 3140 x 3790 x 4825 | 3790 x 1630 x 1740 | 4825 x 1630 x 1740 |
| Machine weight, kg | 6500 | 6100 | 6700 | 7800 |
Related Links. Additional Information
- Classification and main characteristics of the drilling group of machines
- Milling machines. General information, classification, designation
- Machine repair technology
- Methodology for checking and testing drilling machines for accuracy and rigidity
- Consumer requirements for machining centers
- Selecting the right metalworking machine
- Milling machine repair technology
- Testing and checking metal-cutting machines for accuracy
- Directory of central turning machines and machining centers
- Manufacturers of metal-cutting machines
Home About the company News Articles Price list Contacts Reference information Interesting video KPO woodworking machines Manufacturers
2G942.08 machine characteristics
Specifications:
Model 2g942.08 machines are designed for machining the ends of parts such as shafts in mass and batch production with the installation of automatic loading machines and as part of automatic lines. The main operations performed on semi-automatic machines are: head milling, double-sided centering, neck turning and chamfering at the ends of the shaft. In addition, semi-automatic machines can perform continuous countersinking with a diameter of up to 40 mm, trimming and boring rings.
Limits on the length of workpieces, mm: on semi-automatic machines 2G942.08 100-2000 Limits on the diameters of parts installed in a vice, mm: 20-160 Diameter of the centering tips used, mm: standard type A and R 3.15-10 standard type B 2-8 special up to 12 Maximum drilling diameter, mm 16 Maximum milling diameter, mm 150 Maximum diameter of the installed cutter, mm 160 Maximum diameter of the cut end (for steel 45, HB 207), mm 50 Maximum diameter of the cut annular surface (for steel 45, HB 207), mm 100/80 Maximum turning diameter of pins, mm 100 Maximum diameter of holes, mm 100 Length of rotation of pins, mm 40 Number of spindles 4 Limits of spindle speed: drilling, rpm 159… 1588 milling, rpm 130… 740 Limits of continuous feed of drilling spindle, mm / min 20... 2000 Limits of continuous feed of spindle milling, mm / min 20... 2000 spindle quill stroke drilling, mm 100 Overall dimensions of semi-automatic machines, mm: length 3970... 5470 width 1750 height at 2000 Electrical equipment Type of current of the alternating current network. Three-phase Current frequency, Hz 50 Voltage, V 380/220 Number of electric motors 9 Total power of electric motors, kW 36.28 Hydraulic equipment Hydroelectric power tank capacity, l 100 Operating pressure in the hydraulic system, MPa 3.5-4.0 Productivity, l/min 50
2G942 milling-center-turning machine description, characteristics, diagrams
Information about the manufacturer of the central turning machine 2G942
The manufacturer of central turning machines 2G942 is the Kostroma plant of automatic lines KZAL , founded in 1968.
Already in 1969, the first 4 modular machines were produced.
In 1972, the plant mastered the production of semi-automatic milling and centering machines. After the commissioning of new workshops and specialized areas, the first automatic lines were produced in 1975.
2G942 milling-center-turning machine. Purpose and scope
The 2G942 machine is designed for processing the ends of parts such as shafts in serial and mass production with the installation of automatic loading devices and as part of automatic lines.
Basic operations performed on a semi-automatic machine:
- end milling and drilling center holes on both sides
- turning journals at the ends of shafts
- Continuous counterbore up to a diameter of 40 mm can also be carried out.
- ring pruning
- boring
Design features of the milling-central-turning machine 2g942
The milling and drilling spindles are positioned horizontally.
Loading, milling, centering and unloading of workpieces is carried out sequentially. The workpiece is stationary; the milling and drilling heads move.
The left and right drilling and milling heads are not equipped with synchronization mechanisms. The simultaneous operation of the left and right spindles is ensured by a hydraulic drive.
The feed drives for drilling and milling spindles, clamping parts, and workpiece stops are hydraulic.
Processing on the machine in one installation the ends of the workpiece, drilling center holes on them, turning the base journals ensures high accuracy of the bases for further processing, and the processing of the ends is final.
The semi-automatic conveyor is auger. Screw diameter - 150 mm.
Semi-automatic accuracy class N according to GOST 8-77.
The quality category is the highest.
The corrected sound power level LpA should not exceed 102 dBA.
The level of vibration that occurs at the workplace when machines are operating in operational mode in accordance with GOST 12.2009-80.
Limits on the length of processed parts, mm:
- 2G942.04 — 100-500
- 2G942.00 — 100-1000
- 2G942.08 — 100-2000
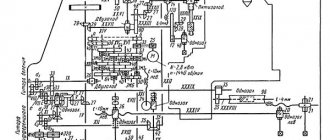
Dimensions of the working space of the central drilling machine 2G942
Landing and connecting bases of the central drilling machine 2G942
General view of the central drilling machine 2G942
Dimensional plan of drilling central machine 2G942
Foundation drawing of drilling centering machine 2G942
2G942 milling-center-turning machine. Video.
Technical characteristics of the drilling machine 2G942
| Parameter name | 2G942 |
| Basic machine parameters | |
| Machine accuracy class | N |
| Limits on the length of processed parts, mm: | 100..1000 |
| Limits of diameters of parts installed in a vice, mm: | 20..160 |
| Maximum clamping force of the part, N | 25500 |
| Diameters of centering drills used, mm: | |
| Standard center drills type A and R, mm | 3,15..10,12 |
| Standard center drills type B, mm | 2..8 |
| Special centering drills, mm | up to 12 |
| Largest drilling diameter, mm | 16 |
| Largest milling diameter, mm | 150 |
| The largest diameter of the installed cutter, mm | 160 |
| The largest diameter of the cut end (for steel 45, HB 207), mm | 50 |
| The largest diameter of the cut ring surface (for steel 45, HB 207), mm | 100/ 80 |
| The largest turning diameter of the necks, mm | 100 |
| Maximum diameter of bored holes, mm | 100 |
| Length of neck turnings, mm | 40 |
| Spindles | |
| Number of spindles | 4 |
| Number of drilling spindle speeds: rpm | 8 |
| Number of milling spindle speeds: rpm | 6 |
| Drill spindle speed limits: rpm | 290..2300 |
| Milling spindle speed limits: rpm | 125..712 |
| Limits of stepless feeds of the drilling spindle, mm/min | 20..2000 |
| Limits of stepless feeds of the milling spindle, mm/min | 20..2000 |
| Stroke of the drill spindle quill, mm | 100 |
| Longitudinal accelerated stroke, m/min | 6,0 |
| Accelerated transverse stroke, m/min | 4,5 |
| Electrical equipment. Drive unit | |
| Power supply, V | 380±38 |
| Number of electric motors on the machine | 8 |
| Electric motor drive milling heads, kW | 11 x 2 |
| Electric motor for driving drilling and turning heads, kW | 4 x 2 |
| Hydraulic pump drive electric motor, kW | 5,5 |
| Lubrication station drive electric motor, kW | 0,08 |
| Coolant pump electric motor, kW | 0,12 |
| Chip conveyor electric motor, kW | 0,55 |
| Total power of installed electric motors, kW | 36.28 |
| Dimensions and weight of the machine | |
| Machine dimensions (length width height), mm | 3970…5470 x 1750 x 2000 |
| Machine weight, kg | 6500 |
Related Links
Directory catalog of central turning machines
Data sheets for radial drilling machines and equipment
Directory of woodworking machines
Buy a catalog, directory, database: Price list of information publications
stanki-katalog.ru
Milling and centering machine: characteristics, models, choice
Among the wide variety of models and brands of special cutting equipment, this machine occupies a special place. It is distinguished by a certain set of functions aimed at preparing the source material for further processing. For a more complete understanding of the features of these products, it is recommended that you first familiarize yourself with their main characteristics. Only then will it be possible to proceed directly to choosing a milling machine for home use.
Equipment characteristics
Before knowing the characteristics of centering machines, it is important to understand what they are designed for. It also wouldn’t hurt to find out what structural elements these units are made of (i.e., their characteristics).
Purpose of the machine
The main purpose of machines of this class can be represented by the following list:
- Milling the ends of rotating bodies (these could be shafts or axes of future products, for example).
- Preparation of base surfaces for subsequent centering of holes at the ends of parts.
- On some machine models, you can remove the working chamfers and clean the base pins.
Note! On most samples of this equipment, simultaneous processing of two ends is allowed.
This function allows you to reduce the preparation time of the part due to the fact that the installation and fixation of parts is greatly simplified. As a result, you can save on tooling costs, simplify equipment maintenance, and improve the overall productivity of your operations.
Specific facilities where the operation of milling and centering machines is permitted are mechanical workshops, as well as small workshops within a company or private household. Products of this type belong to the category of semi-automatic equipment, which allows their use as part of automated control systems.
Specification
The specification of milling and centering machines includes the following mandatory components:
- A bench with a pair of guides, which is the basis of the machines.
- A carriage with a milling and drilling spindle attached to it, alternately moving along the axis of the workpiece.
- A hydraulically driven vice into which the workpiece is placed before processing.
In addition, the machine has many auxiliary devices, including controls and operating functions.
The order of operation of machine equipment established by technical requirements is ensured by the alternate use of milling and drilling units located in pairs in power heads. When moving them transversely, the ends of the workpiece installed in the hydraulic unit are milled.
Upon completion, the drilling spindles come into operation, through which the centering holes are prepared. The parallelism of the working surfaces and the alignment of the drilling areas is ensured by the fact that their processing is carried out after a one-time installation of the part.
Review of famous models
The ability to simultaneously process both ends of a part is the most interesting feature of this class of products. There is a wide selection of them, which requires prior knowledge of at least some of them.
Milling and centering machine 2G942
Milling machines of the 2G942 brand are intended exclusively for processing final products, such as electric motor shafts. They are used for continuous production, which involves the use of automatic loaders integrated into the system.
Additional Information. They can also be part of automatic automated control systems lines.
The main operations that can be performed on these semi-automatic machines are the creation of centering holes on both sides of the parts and their facing.
Milling and centering machine MP76M
Machines of this type, according to their operating mode, belong to the category of metal-cutting equipment, which is required for small-scale and mass production of parts of arbitrary shape. They are suitable for processing not only flat parts, but also shaped parts, as well as gears, shafts and keys. In addition, they can be used for drilling rotational bodies and similar parts.
MP75 machine
According to the passport, these products are used for a wide range of metalworking operations, which include:
- milling;
- torch;
- planing and drilling.
In addition, equipment of this class can be used for roughing and finishing surfaces.
Technical characteristics of the MP71M machine
This type of router is traditionally used for centering ends. Another functional purpose is double-sided milling of various types of shafts. In this case, both ends of the product are processed synchronously, after which they are simultaneously centered. These operations are performed in order to prepare the trees for further processing.
Below are the technical characteristics of the MP-71 machine:
- Size: length 264 cm, effective width 145 cm and height 172 cm.
- Limit dimensions of workpieces from 200 to 500 mm.
- Their diameter ranges from 25 to 125 mm.
- The number of spindle speeds is 6.
In this case, its rotation frequency is selected from the following range: 125, 179, 497, 712 rpm.
Milling and centering machine MP73
The MP-73 vehicles, as well as their further development, the MP-75, are almost identical in design and parameters to the already discussed MP-71 model. Their distinctive feature is the ability to process parts of greater length and diameter.
Review of the EM535M model
Machines of the EM535M brand are in demand when it is necessary to process workpieces made of cast iron and steel with cutters with plates in the form of carbide plates. They have the following characteristics:
- Accuracy class according to GOST 8-82 - No.
- The diameter of the installed part is 10 cm, the length is up to 100 cm.
- Bed dimensions: 3200x2160x2400 mm.
- Its total weight is up to 8000 kg.
- Engine power: 10 kilowatts.
The spindle speed limits are 100/2000 rpm, and the number of tools in the magazine is 4 pieces.
Which machine to choose for a home workshop: advantages and disadvantages of models
Milling machines for home workshops resemble drills, which also include a bed and a column with a vertically mounted spindle. Unlike factory models, they have a special mechanism for moving the table under the moving cutter, allowing you to grind the part in three planes.
Important! Using appropriate equipment, household appliances can process products made from any material (not just metal).
Before choosing a machine for home use, you need to consider the following parameters:
- The height of the spindle above the work surface.
- Permissible milling diameters.
- Machine power.
- Ease of installation and connection of equipment, as well as its weight.
The correct choice of the first of these parameters allows you to install a sufficiently large workpiece, and the power of the machine expands its functionality.
This parameter for household appliances can range from 150 to 750 W.
When assessing the advantages of machines of this type, they usually rely on only one factor: the ability to engage in milling operations at home. For the hobbyist who tinkers with various parts at home, this in itself is a gift. For the sake of this opportunity, you will have to sacrifice the following worries and inconveniences (they are called disadvantages):
- The need for a suitable workplace.
- It is necessary to install a special three-phase power supply of 380 volts.
- Significant energy consumption.
Also, do not forget that difficult-to-maintain equipment requires constant maintenance.
Features of operation of milling-centring equipment
When operating equipment of this class, first of all, it is necessary to check the ease of movement of the table during manual feeding. If you experience any problems (such as the movement being too tight), you will need to loosen the locking fasteners and then recheck the quality of movement.
If vibrations occur, the machine must be stopped and all possible measures must be taken to eliminate them. To do this, it is necessary to carefully study the condition and reliability of the fastening of the cutter and workpieces, as well as special devices used in various cutting modes.
Installation and change of cutter
Before securing the cutter to the spindle, the operator must perform the following preparatory operations:
- Check the condition and quality of sharpening of the tool, which should not show obvious signs of cracks, burns or crumbling of the material.
- You should also make sure that the teeth fit snugly against the cutter body and check for wear after heavy use of the equipment.
- In a situation where the cutting edges are very dull or slightly chipped, the tool will need to be replaced with a new sample.
Additional Information! During the adjustment process, it is also necessary to ensure that dirt and cleaning cloth residues do not accumulate on the landing planes of the milling shaft, as well as on the collet and spindle.
After securing the cutter in the spindle, it is imperative to check the level of eccentricity of the cutting edges of the tool.
After this, it will be necessary to adapt the feed to the modes specified in the task, after which it will be possible to install and adjust the mechanism stops to automatically turn them off.
Safety precautions
When using milling machines, it is important to follow general safety requirements when handling rotating equipment. In this case, it is strictly prohibited:
- Wear clothing with loose fittings (such as long sleeves) that can wrap around the spindle.
- Work without a headdress that reliably hides strands of hair.
- Start working on parts without safety glasses to protect your eyes from flying chips.
- Start working with the machine without thick gloves
Particular attention is paid to safe methods of working with tools. When installing and removing the cutter from the spindle, it is necessary to put a special cover on it that securely covers the cutting teeth. Fixing the spindle shank used in the machine spindle necessarily involves checking the tightness of its coupling, eliminating even the slightest play. When fixing the cutter and spindle, it is necessary to turn on the gearbox, which will avoid unwanted rotation of the spindle.
In the final part of the review, we note that to remove them safely, you should use a special hammer drill. Before starting this operation, it is recommended to place a wooden tray on the table to protect it from damage to the instrument and the equipment itself.
Milling centering machine 2g942 characteristics
2G942 semi-automatic milling-centring-turning machine. Passport, diagrams, characteristics, description
The manufacturer of central turning machines 2G942 is the Kostroma plant of automatic lines KZAL, founded in 1968.
Already in 1969, the first 4 modular machines were produced.
In 1972, the plant mastered the production of semi-automatic milling and centering machines. After the commissioning of new workshops and specialized areas, the first automatic lines were produced in 1975.
The 2G942 machine is designed for processing the ends of parts such as shafts in serial and mass production with the installation of automatic loading devices and as part of automatic lines.
Basic operations performed on a semi-automatic machine:
- end milling and drilling center holes on both sides
- turning journals at the ends of shafts
- Continuous counterbore up to a diameter of 40 mm can also be carried out.
- ring pruning
- boring
Design features of the milling-central-turning machine 2g942
The milling and drilling spindles are positioned horizontally.
Loading, milling, centering and unloading of workpieces is carried out sequentially. The workpiece is stationary; the milling and drilling heads move.
The left and right drilling and milling heads are not equipped with synchronization mechanisms. The simultaneous operation of the left and right spindles is ensured by a hydraulic drive.
The feed drives for drilling and milling spindles, clamping parts, and workpiece stops are hydraulic.
Processing on the machine in one installation the ends of the workpiece, drilling center holes on them, turning the base journals ensures high accuracy of the bases for further processing, and the processing of the ends is final.
The semi-automatic conveyor is auger. Screw diameter - 150 mm.
Semi-automatic accuracy class N according to GOST 8-77.
The quality category is the highest.
The corrected sound power level LpA should not exceed 102 dBA.
The level of vibration that occurs at the workplace when machines are operating in operational mode in accordance with GOST 12.2009-80.
Limits on the length of processed parts, mm:
- 2G942.04 - 100-500
- 2G942.00 - 100-1000
- 2G942.08 - 100-2000
Dimensions of the working space of the central drilling machine 2G942
Landing and connecting bases of the central drilling machine 2G942
General view of the central drilling machine 2G942
Dimensional plan of drilling central machine 2G942
Foundation drawing of drilling centering machine 2G942
2G942 milling-center-turning machine. Video.
Parameter name 2G942
| Basic machine parameters | |
| Machine accuracy class | N |
| Limits on the length of processed parts, mm: | 100..1000 |
| Limits of diameters of parts installed in a vice, mm: | 20..160 |
| Maximum clamping force of the part, N | 25500 |
| Diameters of centering drills used, mm: | |
| Standard center drills type A and R, mm | 3,15..10,12 |
| Standard center drills type B, mm | 2..8 |
| Special centering drills, mm | up to 12 |
| Largest drilling diameter, mm | 16 |
| Largest milling diameter, mm | 150 |
| The largest diameter of the installed cutter, mm | 160 |
| The largest diameter of the cut end (for steel 45, HB 207), mm | 50 |
| The largest diameter of the cut ring surface (for steel 45, HB 207), mm | 100/ 80 |
| The largest turning diameter of the necks, mm | 100 |
| Maximum diameter of bored holes, mm | 100 |
| Length of neck turnings, mm | 40 |
| Spindles | |
| Number of spindles | 4 |
| Number of drilling spindle speeds: rpm | 8 |
| Number of milling spindle speeds: rpm | 6 |
| Drill spindle speed limits: rpm | 290..2300 |
| Milling spindle speed limits: rpm | 125..712 |
| Limits of stepless feeds of the drilling spindle, mm/min | 20..2000 |
| Limits of stepless feeds of the milling spindle, mm/min | 20..2000 |
| Stroke of the drill spindle quill, mm | 100 |
| Longitudinal accelerated stroke, m/min | 6,0 |
| Accelerated transverse stroke, m/min | 4,5 |
| Electrical equipment. Drive unit | |
| Power supply, V | 380±38 |
| Number of electric motors on the machine | 8 |
| Electric motor drive milling heads, kW | 11 x 2 |
| Electric motor for driving drilling and turning heads, kW | 4 x 2 |
| Hydraulic pump drive electric motor, kW | 5,5 |
| Lubrication station drive electric motor, kW | 0,08 |
| Coolant pump electric motor, kW | 0,12 |
| Chip conveyor electric motor, kW | 0,55 |
| Total power of installed electric motors, kW | 36.28 |
| Dimensions and weight of the machine | |
| Machine dimensions (length width height), mm | 3970…5470 x 1750 x 2000 |
| Machine weight, kg | 6500 |
Related Links
Directory catalog of central turning machines
Data sheets for radial drilling machines and equipment
Directory of woodworking machines
Buy a catalog, directory, database: Price list of information publications
stanki-katalog.ru
2G942.00 machine characteristics
Buy this machine without intermediaries:
Specifications:
Machines model 2g942.00 are designed for processing the ends of parts such as shafts in serial and mass production with the built-in automatic loading devices and as part of a car
i-perf.ru
Safety precautions
When using milling machines, it is important to follow general safety requirements when handling rotating equipment. In this case, it is strictly prohibited:
- Wear clothing with loose fittings (such as long sleeves) that can wrap around the spindle.
- Work without a headdress that reliably hides strands of hair.
- Start working on parts without safety glasses to protect your eyes from flying chips.
- Start working with the machine without thick gloves
Particular attention is paid to safe methods of working with tools. When installing and removing the cutter from the spindle, it is necessary to put a special cover on it that securely covers the cutting teeth. Fixing the spindle shank used in the machine spindle necessarily involves checking the tightness of its coupling, eliminating even the slightest play. When fixing the cutter and spindle, it is necessary to turn on the gearbox, which will avoid unwanted rotation of the spindle.
In the final part of the review, we note that to remove them safely, you should use a special hammer drill. Before starting this operation, it is recommended to place a wooden tray on the table to protect it from damage to the instrument and the equipment itself.
Review of famous models
The ability to simultaneously process both ends of a part is the most interesting feature of this class of products. There is a wide selection of them, which requires prior knowledge of at least some of them.
Milling and centering machine 2G942
Milling machines of the 2G942 brand are intended exclusively for processing final products, such as electric motor shafts. They are used for continuous production, which involves the use of automatic loaders integrated into the system.
Additional Information. They can also be part of automatic automated control systems lines.
The main operations that can be performed on these semi-automatic machines are the creation of centering holes on both sides of the parts and their facing.
Milling and centering machine MP76M
Machines of this type, according to their operating mode, belong to the category of metal-cutting equipment, which is required for small-scale and mass production of parts of arbitrary shape. They are suitable for processing not only flat parts, but also shaped parts, as well as gears, shafts and keys. In addition, they can be used for drilling rotational bodies and similar parts.
Sources
- https://zip-sma.ru/instrument-i-stanki/frezerno-centrovalnyj-stanok.html
- https://HornMaster.ru/oborudovanie/2g942-tehnicheskie-harakteristiki.html
- https://strata.su/stanki/centrovalnyj-stanok.html
- https://msmetall.ru/stanki/frezerno-centrovalnyj-stanok-2g942-harakteristiki.html
- https://martensit.ru/frezernye-stanki/frezerno-centrovalnyj/
- https://sto82.ru/oborudovanie/stanok-mr-71-harakteristiki.html
General view of the central drilling machine 2G942
Photo of milling-central-turning machine 2G942
Photo of milling-central-turning machine 2G942
Photo of milling-central-turning machine 2G942
Photo of milling-central-turning machine 2G942
Control panel for milling and centralizing machine 2g942