2Г942 станок фрезерно-центровально-обточной. Назначение и область применения
Фрезерно-центровочный станок 2Г942 предназначен для обработки торцов таких деталей, как валы, последовательно и последовательно с установкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате 2Г942:
- переднее фрезерование и центральное сверление с обеих сторон
- поворачивая шеи на концах деревьев
- также возможно выполнение непрерывной цековки диаметром до 40 мм
- кольцо с надрезом
- скучный
Особенности конструкции фрезерно-центровально-обточного станка 2г942
Фрезерный и сверлильный шпиндели расположены горизонтально.
Загрузка, фрезерование, центрирование и разгрузка деталей выполняются последовательно. Деталь неподвижна, фрезерная и сверлильная головки движутся.
Левая и правая сверлильно-фрезерные головки не снабжены механизмами синхронизации. Одновременная работа левого и правого шпинделей обеспечивается гидравлическим приводом.
Приводы сверлильных и фрезерных шпинделей, зажима деталей, упора детали — гидравлические.
Обработка на станке 2Г942 за разовую установку торцов заготовок, сверление на них центровых отверстий, вращение штифтов основания обеспечивает высокую точность оснований для дальнейшей обработки, а обработка торцов является окончательной.
Полуавтоматический конвейер — шнековый конвейер. Диаметр шнека 150 мм.
Класс точности полуавтомата — H по ГОСТ 8-77.
Категория качества самая высокая.
Скорректированный уровень звуковой мощности LpA не должен превышать 102 дБА.
Уровень вибрации, возникающей на рабочем месте при работе машин, соответствует ГОСТ 12.2009-80.
Пределы длины обрабатываемых деталей, мм:
- 2Г942.04 — 100-500
- 2Г942.00 — 100-1000
- 2Г942.08 — 100-2000
Сведения о производителе центровального обточного станка 2Г942
Производителем центровального обточного станков 2Г942 является Костромской завод автоматических линий КЗАЛ, основаннный в 1968 г.
Уже в 1969 году были выпущены первые 4 агрегатных станка.
В 1972 году завод освоил выпуск фрезерно-центровальных полуавтоматов. После сдачи в эксплуатацию новых цехов и специализированных участков, в 1975 году выпущены первые автоматические линии.
Станки, выпускаемые Костромским заводом автоматических линий КЗАЛ
- 2Г942
— станок фрезерно-центровальный полуавтомат Ø 160 х 1000 - МР-71М
— станок фрезерно-центровально-обточной полуавтомат Ø 125 х 500
Какой станок выбрать для домашней мастерской: преимущества и недостатки моделей
Фрезерные станки для домашних мастерских напоминают сверла, в состав которых также входят станина и колонна с вертикально установленным шпинделем. В отличие от заводских моделей в них есть специальный механизм перемещения стола под движущийся резак, позволяющий шлифовать деталь в трех плоскостях.
Важно! На соответствующем оборудовании бытовая техника может обрабатывать изделия из любого материала (не только из металла).
Перед тем, как выбрать машинку для домашнего использования, нужно учесть следующие параметры:
- Высота шпинделя над рабочей поверхностью.
- Допустимые диаметры фрезерования.
- Мощность машины.
- Удобство установки и подключения оборудования, а также его вес.
Правильный выбор первого из этих параметров позволяет установить достаточно большую заготовку, а мощность станка расширить его функциональные возможности.
Этот параметр для бытовой техники может составлять от 150 до 750 Вт.
Принцип действия
Алгоритм работы фрезерно-центровочного агрегата:
- Будущая деталь помещается в специальные тиски.
- Фрезерование происходит одновременно с двух концов заготовки.
- Затем просверливаются центральные отверстия.
В этом случае деталь неподвижна, и вся обработка происходит за счет попеременного движения обрабатывающих головок. Несмотря на узкую специализацию, центровочное оборудование незаменимо как на крупных производствах, так и в быту.
Презентация к разделу «Фрезерные станки»
Фрезерные станки
Основные типы машин.
Область применения фрезерных станков обширна: обработка плоских и фасонных поверхностей, прямых и косозубых канавок, резьбы, зубчатых колес с цилиндрическими, концевыми, пазами, шпоночными, фасонными, модульными (головка и диск.
На рисунке 1 показаны различные типы фрезерных станков. В этой группе есть и другие машины.
Рисунок 1 — Основные типы фрезерных станков:
а — вертикальная консоль; б — непрерывное движение; в — копия; г — вертикальный не консольный с поперечным столом; г — две продольные стойки; а — в основном универсальный; w — горизонтальная консоль.
Рисунок 2 — Вертикальный консольно-фрезерные станки ФСС315МР
Рисунок 3 — Фрезерование и копирование машина победителя LH-1000AT.
Рисунок 4-Вертикальный консольно-фрезерный станок с поперечным столом.
б Рисунок 5 — Универсальный фрезерный станок FUV 321M
Горизонтальные консольно-фрезерные станки
Горизонтально-консольные фрезерные станки предназначены для фрезерных работ по чугуну, стали и цветным металлам твердосплавным инструментом в условиях мелкого и крупного производства. Наличие в станке возможности поворота стола вокруг вертикальной оси обеспечивает фрезерование винтовых канавок сверл и других подобных изделий.
Рисунок 6 — Горизонтально-консольно-фрезерный станок:
1 — кровать; 2 — ствол; 3 — шпиндель; 4, 6 — подвески; 5 — фрезерный шпиндель; 7 — стол; 8 — поворотный стол; 9 — горка; 10 — поперечные чеки; 11 — консоль; 12 — колонка; 13 — опорная плита
Рисунок 7 — По горизонтали консольно-фрезерный станок Вертикальные фрезерные станки без консоли
Конструктивная особенность фрезерного станка с поперечным столом (рис.  — более жесткая станина и опора, червячно-реечный привод стола, отсутствие консоли. Все это позволяет обрабатывать большие заготовки с большими припусками в тяжелых условиях резания. Фрезерование в основном выполняется головками с внутренним шестигранником, в том числе с твердосплавными пластинами.
— более жесткая станина и опора, червячно-реечный привод стола, отсутствие консоли. Все это позволяет обрабатывать большие заготовки с большими припусками в тяжелых условиях резания. Фрезерование в основном выполняется головками с внутренним шестигранником, в том числе с твердосплавными пластинами.
Фиксированная кровать 1
вмещает поперечный стол4, с возможностью перемещения по направляющей slide3 продольно и по направляющим 2 кровать — в перекладине. Поддон 7 с редуктором установлен на вертикальных направляющих стойки 9 кровать1
Основное вращательное движение к шпинделю 6 сигнализируется электродвигателем8; продольные и поперечные перемещения стола подачи — из подающего ящика10, расположен в кровати. Управление машиной обычно осуществляется с помощью кнопочной панели 5. На некоторых машинах лопатка может вращаться в вертикальной плоскости.
Рисунок 8 — Вертикально-фрезерный станок без консоли: 1 — поддон; 2 — направляющие; 3 — горка; 4 — поперечный стол; 5 — регулировка подвески; 6 — шпиндель; 7 — шпиндельная головка; 8 — электродвигатель; 9 — стойка; 10 — ящик корма
Центральные фрезерные станки
Фрезерные и центровочные станки предназначены для двустороннего фрезерования и центрирования торцов таких деталей, как валы. Оба конца фрезеруются одновременно, а затем одновременно центрируются. Эта технология обеспечивает параллельность концов друг другу и перпендикулярность центральных отверстий на этих концах, что является очень важным аспектом при последующей обработке валов.
Фрезерные станки с неподвижной станиной
Фрезерные станки с неподвижной станиной предназначены для одновременной обработки ряда фрез горизонтальных, вертикальных, наклонных и фасонных поверхностей корпуса и других крупных деталей. Инструмент — фрезы концевые, цилиндрические и фасонные. Область применения — среднее и крупное производство. Фрезерные станки с неподвижной станиной обеспечивают высокую производительность за счет высоких частот вращения шпинделя и больших подач при обработке деталей твердосплавными инструментами. Это обеспечивается достаточной мощностью шпиндельных головок и большим тяговым усилием досок.
В одноколонных станках предусмотрена шпиндельная головка 5. В двухстоечных — три или четыре шпиндельные головки 5, две из которых установлены на стойках4 и перемещаться вертикально по направляющим стеллажа, а один или два поддона располагаются на поперечине8, двигаться по горизонтальным направляющим из коробки подачи 9 и электродвигатель. В свою очередь, крейцкопфу передается вертикальное движение. Многочисленные модификации станков имеют шпиндельные головки5 может поворачиваться вертикально для обработки наклонных поверхностей. Вращение шпинделя 2 в лопатке 5 идет от отдельных электродвигателей3 через редукторы. Стол 1, установленный на направляющих станины 7, снабжен продольным перемещением с плавной регулировкой скорости подачи электродвигателем 10 постоянный ток. Управление машиной осуществляется с помощью кнопочной панели 6. Станки оснащены различными автоматическими циклами операций стола: ускоренный, подача резки, ускоренный для следующей детали, быстрый возврат и остановка.
Рисунок 11 — Общий вид настольно-фрезерного станка модели 6255
Рисунок 12 — Одноколонный ручной фрезерный станок со станиной
Рисунок 13 — Ручной фрезерный станок для двухколонной станины Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ предназначены для обработки плоских и пространственных поверхностей деталей сложной формы. Конструкции фрезерных станков с ЧПУ аналогичны традиционным фрезерным станкам. Отличие от последнего заключается в автоматизации движения агрегатов по УП при формовании.
Фрезерные станки с ЧПУ различаются положением шпинделя (горизонтальным или вертикальным), количеством скоординированных движений стола или фрезерной головки, количеством используемых инструментов (один инструмент и мультиинструмент) и способ его установки в шпиндель станка (вручную или автоматически).
Фрезерные станки оснащены прямоугольной и контурной системами ЧПУ. При прямоугольном управлении (символ F2) стол станка перемещается в направлении, параллельном одной из осей координат, что делает невозможным обработку сложных поверхностей. Прямоугольные управляющие станки используются для фрезерования плоских поверхностей, фасок, полос, канавок, выступов разной высоты и других подобных поверхностей. В контурных и комбинированных системах ЧПУ траектория движения узлов станка более сложная. Такие станки используются для фрезерования различных кулачков, штампов, форм и других деталей с аналогичными поверхностями. Количество контролируемых координат, как правило, равно трем, в некоторых случаях — четырем и пяти. При контурном управлении формовочное движение выполняется одновременно как минимум по двум согласованным осям.
Для обеспечения основного движения в фрезерных станках с ЧПУ используется электромеханический привод: асинхронные электродвигатели (поэтому требуется редуктор) и электродвигатели постоянного и переменного тока с плавным регулированием скорости их выходного вала (с последующей передачей вращения шпинделю через зубчатая или ременная передача). В станках нового поколения используются электрошпиндели с плавным регулированием скорости вращения, например, с электроприводом.
Привод подачи фрезерных станков с ЧПУ также является электромеханическим: короткие кинематические цепи передают движение от электродвигателя через шариковинтовую передачу (шарико-винтовая передача) непосредственно на исполнительный механизм. Линейные двигатели используются в фрезерных станках с ЧПУ нового поколения, которые не требуют преобразования вращения в поступательное движение с помощью шарико-винтовой пары.
Рисунок 14 — Вертикально-фрезерный станок с ЧПУ
Машины с электромеханическим приводом.
На рисунке 15 показан фрезерный станок с комбинированной системой ЧПУ, предназначенный для обработки сложных пространственных поверхностей. Количество одновременно контролируемых координат — три.
Ползун 2 движется по поддону 1 по продольным направляющим, закрытым телескопическими щитками 4. Таблица 12 машина установлена на поперечных направляющих, также закрытых телескопическими щитками15 от попадания стружки. Зона резания и инструментальный магазин 7 (на 32 инструмента) закрыты 5 ограждениями.
Шпиндель 10 получает основное вращательное движение от электродвигателя переменного тока мощностью 15 кВт с непрерывным регулированием скорости в диапазоне 10… 3500 мин -1. Механических передач между электродвигателем и станком нет шпиндель — это мотор-шпиндель.
В поддоне 8
имеется система охлаждения мотор-шпинделя маслом и привод вертикального перемещения шпиндельной головки шаговым двигателем и шарико-винтовой парой. Поддон движется по вертикальным направляющим 16. Для местного освещения используется галогенная лампа11. Блок ЧПУ расположен в подвесной панели 14, на которой расположены клавиатура и дисплей 13.
Продольное и поперечное движение подачи обеспечивается отдельными шаговыми двигателями через шарико-винтовые пары.
Двуручный автоматический оператор 6 по команде системы ЧПУ берет необходимый режущий инструмент из магазина 7 и находится в положении ожидания до конца следующего перехода во время обработки детали. В конце цикла оператор автомата снимает инструмент со шпинделя и вставляет его конический расточный вал с другим режущим инструментом. В машине 9 кнопок
ручная установка и снятие инструмента.
Стружка постоянно удаляется из зоны резания конвейером 3
Особенности эксплуатации фрезерно-центровального оборудования
При эксплуатации оборудования этого класса, прежде всего, необходимо проверить легкость перемещения стола при ручной подаче. Если вы испытываете какие-либо проблемы (например, слишком тугое движение), вам нужно будет ослабить фиксирующие застежки, а затем еще раз проверить качество движения.
В случае возникновения вибраций машину необходимо остановить и принять все возможные меры для их устранения. Для этого необходимо внимательно изучить состояние и надежность крепления фрезы и заготовок, а также специальных приспособлений, применяемых на различных режимах резания.
Установка и смена фрезы
Перед закреплением фрезы в шпинделе оператор должен выполнить следующие подготовительные операции:
- Проверить состояние и качество заточки инструмента, на котором не должно быть явных следов трещин, прижогов и крошения материала.
- также необходимо убедиться, что зубья плотно прилегают к корпусу фрезы, и проверить на износ после интенсивного использования оборудования.
- В ситуации, когда режущие кромки сильно затупились или немного покрошены, инструмент необходимо будет заменить новым образцом.
Дополнительная информация! В процессе регулировки также необходимо следить за тем, чтобы грязь и остатки чистящей ветоши не скапливались на плоскостях посадки фрезерного вала, а также на цанге и шпинделе.
По окончании закрепления фрезы в шпинделе в обязательном порядке необходимо проверить уровень эксцентриситета режущих кромок инструмента.
После этого необходимо будет адаптировать подачу к режимам, указанным в задании, после чего можно будет установить и откорректировать упоры механизма для их автоматического отключения.
2Г942.04 характеристики станка
Технические характеристики:
Станки модели 2г942.04 предназначены для обработки торцов таких деталей, как валы, в серийном и серийном производстве с установкой автоматов загрузки и в составе автоматических линий. Основными операциями, выполняемыми на полуавтоматах, являются: фрезерование головки, двустороннее центрирование, точение шейки и снятие фаски на концах вала. Кроме того, на полуавтоматических станках можно выполнять непрерывную зенковку диаметром до 40 мм, круглые поднутрения и растачивание.
Пределы длины заготовки, мм: на полуавтоматах 2Г942.04 100-500 Пределы диаметра деталей, устанавливаемых в тиски, мм: 20-160 Диаметр используемых центрирующих наконечников, мм: стандартный тип А и R 3.15-10 стандартный тип В 2-8 спец до 12 Максимальный диаметр сверления, мм 16 Максимальный диаметр фрезерования, мм 150 Наибольший диаметр устанавливаемой фрезы, мм 160 Наибольший диаметр срезаемого конца (для стали 45, НВ 207), мм 50 Максимальный диаметр обрабатываемой кольцевой поверхности (для стали 45, HB 207), мм 100/80 Максимальный диаметр токарных штифтов, мм 100 Максимальный диаметр отверстий, мм 100 Длина токарных штифтов, мм 40 Количество шпинделей 4 Пределы частоты шпинделя вращение: сверление, об / мин 159… 1588 фрезерование, об / мин 130… 740 Пределы непрерывной подачи сверлильного шпинделя, мм / мин 20… 2000 Пределы непрерывной подачи шпиндельного фрезерования, мм / мин 20.. 2000 Ход пиноли сверлильного шпинделя, мм 100 Размерность полуавтомат, мм: длина 3970… 5470 ширина 1750 высота 2000 Электрооборудование Вид тока сети переменного тока Трехфазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность эл двигателей, кВт 36,28 Гидравлическое оборудование Емкость бака ГЭС, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л / мин 50
Технические характеристики фрезерно-центровально-обточного станка 2Г942
| Наименование параметра | 2Г942 | МР-71М | МР-73М | МР-75М |
| Основные параметры станка | ||||
| Класс точности станка | Н | Н | Н | Н |
| Пределы длины обрабатываемых деталей, мм: | 100..1000 | 200..500 | 500..1250 | 500..2250 |
| Пределы диаметров устанавливаемых в тисках деталей, мм: | 20..160 | 25..125 | 25..125 | 25..125 |
| Наибольшее усилие зажима детали, Н | 25500 | |||
| Высота центров над станиной, мм | 315 | 315 | 315 | |
| Высота центров над полом, мм | 1040 | 1040 | 1040 | |
| Сверлильные головки | ||||
| Наибольший поперечный общий ход, мм | 220 | 220 | 220 | |
| Количество скоростей фрезерного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения фрезерного шпинделя: об/мин | 125..712 | 125..712 | 125..712 | 125..712 |
| Пределы подач фрезерного шпинделя, мм/мин | 20..2000 | 20..400 | 20..400 | 20..400 |
| Наибольший диаметр устанавливаемой фрезы, мм | 160 | 90..160 | 90..160 | 90..160 |
| Ускоренный ход продольный, м/мин | 6,0 | |||
| Ускоренный ход поперечный, м/мин | 4,5 | |||
| Диаметр и конус отверстия под фрезу | Ø 69,85 7:24 | |||
| Наибольший диаметр фрезерования, мм | 150 | |||
| Сверлильные головки | ||||
| Ход пиноли сверлильного шпинделя, мм | 100 | |||
| Наибольший поперечный общий ход, мм | 75 | 75 | 75 | |
| Количество скоростей сверлильного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения сверлильного шпинделя: об/мин | 290..2300 | 238..1125 | 238..1125 | 238..1125 |
| Пределы подач сверлильного шпинделя, мм/мин | 20..2000 | 20..300 | 20..300 | 20..300 |
| Пределы диаметров устанавливаемых центровок, мм | 3,15..10,12 | 3 х 12 6 х 22 | 3 х 12 6 х 22 | 3 х 12 6 х 22 |
| Диаметр отверстия под сверло, мм | 50 | 50 | 50 | |
| Наибольший диаметр сверления, мм | 16 | |||
| Электрооборудование. Привод | ||||
| Питающая электросеть, В | 380±38 | 380±38 | 380±38 | 380±38 |
| Количество электродвигателей на станке | 8 | 6 | 6 | 6 |
| Электродвигатель привода фрезерных головок, кВт (об/мин) | 11 х 2 | 7,5; 10 (1450) | 7,5; 10 (1450) | 7,5; 10 (1450) |
| Электродвигатель привода сверлильных головок, кВт (об/мин) | 4 х 2 | 2,2; 3 (1430) | 2,2; 3 (1430) | 2,2; 3 (1430) |
| Электродвигатель привода гидронасоса, кВт (об/мин) | 5,5 | 5,5 (970) | 5,5 (970) | 5,5 (970) |
| Электродвигатель привода станции смазки, кВт (об/мин) | 0,08 | — | — | — |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,12 | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Электродвигатель транспортера стружки, кВт (об/мин) | 0,55 | — | — | — |
| Суммарная мощность установленных электродвигателей, кВт | 36,28 | 31,62 | 31,62 | 31,62 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 3970…5470 х 1750 х 2000 | 3140 х 3790 х 4825 | 3790 х 1630 х 1740 | 4825 х 1630 х 1740 |
| Масса станка, кг | 6500 | 6100 | 6700 | 7800 |
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильной группы станков
- Фрезерные станки. Общие сведения, классификация, обозначение
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Требования потребителей к обрабатывающим центрам
- Выбор подходящего станка для металлообработки
- Технология ремонта фрезерных станков
- Испытания и проверка металлорежущих станков на точность
- Справочник центровального обточного станков и обрабатывающих центров
- Заводы-производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
2Г942.08 характеристики станка
Технические характеристики:
Станки модели 2г942.08 предназначены для обработки торцов таких деталей, как валы, в серийном и серийном производстве с установкой автоматов загрузки и в составе автоматических линий. Основными операциями, выполняемыми на полуавтоматах, являются: фрезерование головки, двустороннее центрирование, точение шейки и снятие фаски на концах вала. Кроме того, на полуавтоматах можно выполнять непрерывную зенковку диаметром до 40 мм, обрезку и расточку колец.
Пределы длины заготовок, мм: на полуавтоматах 2Г942.08 100-2000 Пределы диаметров деталей, устанавливаемых в тиски, мм: 20-160 Диаметр используемых центрирующих наконечников, мм: стандартные типа А и R 3.15-10 стандартные тип В 2-8 специальные до 12 Максимальный диаметр сверления, мм 16 Максимальный диаметр фрезерования, мм 150 Наибольший диаметр устанавливаемой фрезы, мм 160 Наибольший диаметр срезаемого конца (для стали 45, HB 207) , мм 50 Максимальный диаметр разрезаемой кольцевой поверхности (для стали 45, НВ 207), мм 100/80 Максимальный диаметр точения штифтов, мм 100 Максимальный диаметр отверстий, мм 100 Длина поворота штифтов, мм 40 Количество шпинделей 4 Пределы частоты вращения шпинделя: сверление, об / мин 159… 1588 фрезерование, об / мин 130… 740 Пределы непрерывной подачи сверлильного шпинделя, мм / мин 20… 2000 Пределы непрерывной подачи шпиндельного фрезерования, мм / мин 20… 2000 ход пиноли шпинделя сверление, мм 100 Габаритные размеры полуавтоматов, мм: длина 3970… 5470 ширина 1750 высота при 2000 Электрооборудование Род тока сети переменного тока. Трехфазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36,28 Гидравлическое оборудование Емкость бака ГЭС, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность , л / мин 50
2Г942 станок фрезерно-центровально-обточной описание, характеристики, схемы
Сведения о производителе центровального обточного станка 2Г942
Производителем центровального обточного станков 2Г942 является Костромской завод автоматических линий КЗАЛ, основаннный в 1968 г.
Уже в 1969 году были выпущены первые 4 агрегатных станка.
В 1972 году завод освоил выпуск фрезерно-центровальных полуавтоматов. После сдачи в эксплуатацию новых цехов и специализированных участков, в 1975 году выпущены первые автоматические линии.
2Г942 станок фрезерно-центровально-обточной. Назначение и область применения
Станок 2Г942 предназначен для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате:
- фрезерование торцов и сверление центровых отверстий с двух сторон
- обточка шеек на концах валов
- Может производиться также сплошная цековка до диаметра 40 мм
- кольцевая подрезка
- расточка
Особенности конструкции фрезерно-центровально-обточного станка 2г942
Фрезерные и сверлильные шпиндели расположены горизонтально.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки не снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий, обточка базовых шеек обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Транспортер полуавтомата — шнековый. Диаметр шнека — 150 мм.
Класс точности полуавтомата Н по ГОСТ 8—77.
Категория качества — высшая.
Корректированный уровень звуковой мощности LpA не должен превышать 102 дБА.
Уровень вибрации, возникающий на рабочем месте при работе станков в эксплуатационном режиме в соответствии с ГОСТ 12.2009—80.
Пределы длины обрабатываемых деталей, мм:
- 2Г942.04 — 100-500
- 2Г942.00 — 100-1000
- 2Г942.08 — 100-2000
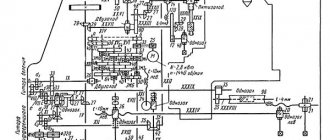
Габарит рабочего пространства сверлильного центровального станка 2Г942
Посадочные и присоединительные базы сверлильного центровального станка 2Г942
Общий вид сверлильного центровального станка 2Г942
Габаритный план сверлильного центровального станка 2Г942
Чертеж фундамента сверлильного центровального станка 2Г942
2Г942 станок фрезерно-центровально-обточной. Видеоролик.
Технические характеристики сверлильного станка 2Г942
| Наименование параметра | 2Г942 |
| Основные параметры станка | |
| Класс точности станка | Н |
| Пределы длины обрабатываемых деталей, мм: | 100..1000 |
| Пределы диаметров устанавливаемых в тисках деталей, мм: | 20..160 |
| Наибольшее усилие зажима детали, Н | 25500 |
| Диаметры применяемых центровочных сверл, мм: | |
| Стандартные центровочные сверла типа типа А и R, мм | 3,15..10,12 |
| Стандартные центровочные сверла типа B, мм | 2..8 |
| Специальные центровочные сверла, мм | до 12 |
| Наибольший диаметр сверления, мм | 16 |
| Наибольший диаметр фрезерования, мм | 150 |
| Наибольший диаметр устанавливаемой фрезы, мм | 160 |
| Наибольший диаметр подрезаемого торца (по стали 45, НВ 207), мм | 50 |
| Наибольший диаметр подрезаемой кольцевой поверхности (по стали 45, НВ 207), мм | 100/ 80 |
| Наибольший диаметр обточки шеек, мм | 100 |
| Наибольший диаметр растачиваемых отверстий, мм | 100 |
| Длина обточек шеек, мм | 40 |
| Шпиндели | |
| Количество шпинделей | 4 |
| Количество скоростей сверлильного шпинделя: об/мин | 8 |
| Количество скоростей фрезерного шпинделя: об/мин | 6 |
| Пределы частот вращения сверлильного шпинделя: об/мин | 290..2300 |
| Пределы частот вращения фрезерного шпинделя: об/мин | 125..712 |
| Пределы бесступенчатых подач сверлильного шпинделя, мм/мин | 20..2000 |
| Пределы бесступенчатых подач фрезерного шпинделя, мм/мин | 20..2000 |
| Ход пиноли сверлильного шпинделя, мм | 100 |
| Ускоренный ход продольный, м/мин | 6,0 |
| Ускоренный ход поперечный, м/мин | 4,5 |
| Электрооборудование. Привод | |
| Питающая электросеть, В | 380±38 |
| Количество электродвигателей на станке | 8 |
| Электродвигатель привода фрезерных головок, кВт | 11 х 2 |
| Электродвигатель привода сверлильно-обточных головок, кВт | 4 х 2 |
| Электродвигатель привода гидронасоса, кВт | 5,5 |
| Электродвигатель привода станции смазки, кВт | 0,08 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 |
| Электродвигатель транспортера стружки, кВт | 0,55 |
| Суммарная мощность установленных электродвигателей, кВт | 36.28 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 3970…5470 х 1750 х 2000 |
| Масса станка, кг | 6500 |
Связанные ссылки
Каталог-справочник центровального обточного станков
Паспорта к радиально-сверлильным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Фрезерно-центровальный станок: характеристики, модели, выбор
Среди большого разнообразия моделей и марок специального раскройного оборудования этот станок занимает особое место. Его отличает определенный набор функций, ориентированных на подготовку исходного материала к дальнейшей обработке. Для более полного представления об особенностях этих продуктов рекомендуется сначала ознакомиться с их основными характеристиками. Только тогда можно будет приступить непосредственно к выбору фрезерного станка для домашнего использования.
Характеристика оборудования
Прежде чем узнать характеристики центровочных станков, важно понять, для чего они предназначены. Также не помешает узнать, из каких конструктивных элементов сделаны эти агрегаты (т.е с их характеристиками).
Назначение станка
Основное назначение машин этого класса можно представить следующим списком:
- Фрезерование концов тел вращения (это могут быть валы или оси будущих изделий, например).
- Подготовка базовых поверхностей для последующего центрирования отверстий на торцах деталей.
- На некоторых моделях станков можно убрать рабочие фаски и зачистить базовые штифты.
Примечание! На большинстве образцов этого оборудования допускается одновременная обработка двух концов.
Эта функция позволяет сократить время подготовки детали за счет того, что установка и фиксация деталей значительно упрощаются. В результате вы можете сэкономить на инструментах, упростить обслуживание оборудования и повысить общую производительность ваших операций.
Конкретными объектами, на которых разрешена работа фрезерно-центрирующих станков, являются механические мастерские, а также небольшие мастерские в рамках компании или частного хозяйства. Продукция этого типа относится к категории полуавтоматического оборудования, что позволяет использовать их в составе автоматизированных систем управления.
Спецификация
В спецификацию фрезерных и центровочных станков входят следующие обязательные узлы:
- Скамейка с парой направляющих, которая является основой станков.
- Каретка с присоединенным к ней фрезерно-сверлильным шпинделем, попеременно перемещающаяся по оси заготовки.
- Тиски с гидравлическим приводом, в которые помещается заготовка перед обработкой.
Кроме того, машина имеет множество вспомогательных устройств, включая органы управления и рабочие функции.
Установленный техническими требованиями порядок работы станочного оборудования обеспечивается попеременным использованием фрезерных и сверлильных агрегатов, расположенных попарно в агрегатных головках. При их поперечном перемещении фрезеруются концы заготовки, установленной в гидроагрегате.
По окончании в работу вступают сверлильные шпиндели, через которые подготавливаются центровочные отверстия. Параллельность рабочих поверхностей и центровка участков сверления обеспечивается тем, что их обработка осуществляется после разовой установки детали.
Обзор известных моделей
Возможность одновременной обработки двух концов детали — самая интересная особенность этого класса изделий. Их широкий выбор, что требует предварительного знания хотя бы некоторых из них.
Фрезерно-центровальный станок 2Г942
Фрезерные станки марки 2Г942 предназначены исключительно для обработки конечных продуктов, таких как валы электродвигателей. Они используются для поточного производства, что предполагает использование автоматических загрузчиков, интегрированных в систему.
Дополнительная информация. Также они могут входить в состав автоматических линий АСУ.
Основные операции, которые можно выполнять на этих полуавтоматах, — это создание центровочных отверстий на обеих сторонах деталей и их торцевание.
Фрезерно-центровальный станок МР76М
Станки этого типа по режиму работы относятся к категории металлорежущего оборудования, которое требуется при мелкосерийном и серийном производстве деталей произвольной формы. Они подходят для обработки не только плоских, но и фасонных деталей, а также шестерен, валов и шпонок. Кроме того, их можно использовать для сверления тел вращения и подобных деталей.
Станок МР75
Согласно паспорту, данная продукция используется для широкого спектра металлообрабатывающих операций, к которым относятся:
- фрезерование;
- факел;
- строгание и сверление.
Кроме того, оборудование этого класса можно использовать для черновой и финишной обработки поверхностей.
Технические характеристики станка МР71М
Фрезерные станки этого типа традиционно используются для центрирования концов. Еще одно функциональное назначение — двустороннее фрезерование валов разного типа. В этом случае оба конца изделия обрабатываются синхронно, после чего они одновременно центрируются. Эти операции выполняются для того, чтобы подготовить деревья к их дальнейшей обработке.
Ниже приведены технические характеристики станка МР-71:
- Размер: длина 264 см, эффективная ширина 145 см и высота 172 см.
- Предельные размеры заготовок от 200 до 500 мм.
- Их диаметр колеблется от 25 до 125 мм.
- Количество скоростей шпинделя — 6.
При этом частота его вращения выбирается из следующего диапазона: 125, 179, 497, 712 об / мин.
Фрезерно-центровальный станок МР73
Машины МР-73, а также их дальнейшее развитие МР-75 по конструкции и параметрам практически идентичны уже рассмотренной модели МР-71. Их отличительная особенность — возможность обрабатывать детали большей длины и диаметра.
Обзор модели ЕМ535М
Станки марки ЭМ535М востребованы при необходимости обработки заготовок из чугуна и стали фрезами с пластинами в виде твердосплавных пластин. Они обладают следующими характеристиками:
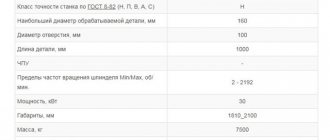
- Класс точности по ГОСТ 8-82 — No.
- Диаметр устанавливаемой детали — 10 см, длина — до 100 см.
- Размеры кровати: 3200х2160х2400 мм.
- Его общий вес до 8000 кг.
- Мощность двигателя: 10 киловатт.
Пределы скорости вращения шпинделя — 100/2000 об / мин, а количество инструментов в магазине — 4 штуки.
Какой станок выбрать для домашней мастерской: преимущества и недостатки моделей
Фрезерные станки для домашних мастерских напоминают сверла, в состав которых также входят станина и колонна с вертикально установленным шпинделем. В отличие от заводских моделей в них есть специальный механизм перемещения стола под движущийся резак, позволяющий шлифовать деталь в трех плоскостях.
Важно! На соответствующем оборудовании бытовая техника может обрабатывать изделия из любого материала (не только из металла).
Перед тем, как выбрать машинку для домашнего использования, нужно учесть следующие параметры:
- Высота шпинделя над рабочей поверхностью.
- Допустимые диаметры фрезерования.
- Мощность машины.
- Удобство установки и подключения оборудования, а также его вес.
Правильный выбор первого из этих параметров позволяет установить достаточно большую заготовку, а мощность станка расширить его функциональные возможности.
Этот параметр для бытовой техники может составлять от 150 до 750 Вт.
При оценке преимуществ станков этого типа обычно исходят только из одного фактора: возможности заниматься фрезерными операциями в домашних условиях. Для любителя, который возится с различными деталями в домашних условиях, это само по себе уже подарок. Ради предоставленной возможности придется пожертвовать следующими заботами и неудобствами (они именуются недостатками):
- Необходимость подходящего рабочего места.
- Необходимо проложить специальный трехфазный блок питания на 380 вольт.
- Значительное потребление энергии.
Также не забывайте, что сложное в обслуживании оборудование требует постоянного обслуживания.
Особенности эксплуатации фрезерно-центровального оборудования
При эксплуатации оборудования этого класса, прежде всего, необходимо проверить легкость перемещения стола при ручной подаче. Если вы испытываете какие-либо проблемы (например, слишком тугое движение), вам нужно будет ослабить фиксирующие застежки, а затем еще раз проверить качество движения.
В случае возникновения вибраций машину необходимо остановить и принять все возможные меры для их устранения. Для этого необходимо внимательно изучить состояние и надежность крепления фрезы и заготовок, а также специальных приспособлений, применяемых на различных режимах резания.
Установка и смена фрезы
Перед закреплением фрезы в шпинделе оператор должен выполнить следующие подготовительные операции:
- Проверить состояние и качество заточки инструмента, на котором не должно быть явных следов трещин, прижогов и крошения материала.
- также необходимо убедиться, что зубья плотно прилегают к корпусу фрезы, и проверить на износ после интенсивного использования оборудования.
- В ситуации, когда режущие кромки сильно затупились или немного покрошены, инструмент необходимо будет заменить новым образцом.
Дополнительная информация! В процессе регулировки также необходимо следить за тем, чтобы грязь и остатки чистящей ветоши не скапливались на плоскостях посадки фрезерного вала, а также на цанге и шпинделе.
По окончании закрепления фрезы в шпинделе в обязательном порядке необходимо проверить уровень эксцентриситета режущих кромок инструмента.
После этого необходимо будет адаптировать подачу к режимам, указанным в задании, после чего можно будет установить и откорректировать упоры механизма для их автоматического отключения.
Техника безопасности
При использовании фрезерных станков важно соблюдать общие требования безопасности при обращении с вращающимся оборудованием. В этом случае категорически запрещается:
- Используйте одежду со свободными деталями (например, с длинными рукавами), которые могут обхватывать шпиндель.
- Работайте без головного убора, надежно скрывающего пряди волос.
- Начните работу с деталями без защитных очков, чтобы защитить глаза от летящей стружки.
- Начните работу со станком без перчаток из плотной ткани
Особое внимание уделяется безопасным методам работы с инструментом. При установке и снятии фрезы со шпинделя необходимо надевать на нее специальный чехол, надежно закрывающий режущие зубья. Фиксация хвостовика шпинделя, используемого в шпинделе станка, обязательно предполагает проверку герметичности его сцепления, исключающую даже малейший люфт. При фиксации фрезы и шпинделя необходимо включить редуктор, что позволит избежать нежелательного вращения шпинделя.
В заключительной части обзора отметим, что для их безопасного удаления следует использовать специальный перфоратор. Перед началом этой операции рекомендуется поставить деревянный поднос на стол, чтобы защитить его от повреждения инструмента и самого оборудования.
Фрезерно центровальный станок 2г942 характеристики
2Г942 станок фрезерно-центровально-обточной полуавтомат. Паспорт, схемы, характеристики, описание
Производителем центровального обточного станков 2Г942 является Костромской завод автоматических линий КЗАЛ, основаннный в 1968 г.
Уже в 1969 году были выпущены первые 4 агрегатных станка.
В 1972 году завод освоил выпуск фрезерно-центровальных полуавтоматов. После сдачи в эксплуатацию новых цехов и специализированных участков, в 1975 году выпущены первые автоматические линии.
Станок 2Г942 предназначен для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате:
- фрезерование торцов и сверление центровых отверстий с двух сторон
- обточка шеек на концах валов
- Может производиться также сплошная цековка до диаметра 40 мм
- кольцевая подрезка
- расточка
Особенности конструкции фрезерно-центровально-обточного станка 2г942
Фрезерные и сверлильные шпиндели расположены горизонтально.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки не снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий, обточка базовых шеек обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Транспортер полуавтомата — шнековый. Диаметр шнека — 150 мм.
Класс точности полуавтомата Н по ГОСТ 8—77.
Категория качества — высшая.
Корректированный уровень звуковой мощности LpA не должен превышать 102 дБА.
Уровень вибрации, возникающий на рабочем месте при работе станков в эксплуатационном режиме в соответствии с ГОСТ 12.2009—80.
Пределы длины обрабатываемых деталей, мм:
- 2Г942.04 — 100-500
- 2Г942.00 — 100-1000
- 2Г942.08 — 100-2000
Габарит рабочего пространства сверлильного центровального станка 2Г942
Посадочные и присоединительные базы сверлильного центровального станка 2Г942
Общий вид сверлильного центровального станка 2Г942
Габаритный план сверлильного центровального станка 2Г942
Чертеж фундамента сверлильного центровального станка 2Г942
2Г942 станок фрезерно-центровально-обточной. Видеоролик.
Наименование параметра 2Г942
| Основные параметры станка | |
| Класс точности станка | Н |
| Пределы длины обрабатываемых деталей, мм: | 100..1000 |
| Пределы диаметров устанавливаемых в тисках деталей, мм: | 20..160 |
| Наибольшее усилие зажима детали, Н | 25500 |
| Диаметры применяемых центровочных сверл, мм: | |
| Стандартные центровочные сверла типа типа А и R, мм | 3,15..10,12 |
| Стандартные центровочные сверла типа B, мм | 2..8 |
| Специальные центровочные сверла, мм | до 12 |
| Наибольший диаметр сверления, мм | 16 |
| Наибольший диаметр фрезерования, мм | 150 |
| Наибольший диаметр устанавливаемой фрезы, мм | 160 |
| Наибольший диаметр подрезаемого торца (по стали 45, НВ 207), мм | 50 |
| Наибольший диаметр подрезаемой кольцевой поверхности (по стали 45, НВ 207), мм | 100/ 80 |
| Наибольший диаметр обточки шеек, мм | 100 |
| Наибольший диаметр растачиваемых отверстий, мм | 100 |
| Длина обточек шеек, мм | 40 |
| Шпиндели | |
| Количество шпинделей | 4 |
| Количество скоростей сверлильного шпинделя: об/мин | 8 |
| Количество скоростей фрезерного шпинделя: об/мин | 6 |
| Пределы частот вращения сверлильного шпинделя: об/мин | 290..2300 |
| Пределы частот вращения фрезерного шпинделя: об/мин | 125..712 |
| Пределы бесступенчатых подач сверлильного шпинделя, мм/мин | 20..2000 |
| Пределы бесступенчатых подач фрезерного шпинделя, мм/мин | 20..2000 |
| Ход пиноли сверлильного шпинделя, мм | 100 |
| Ускоренный ход продольный, м/мин | 6,0 |
| Ускоренный ход поперечный, м/мин | 4,5 |
| Электрооборудование. Привод | |
| Питающая электросеть, В | 380±38 |
| Количество электродвигателей на станке | 8 |
| Электродвигатель привода фрезерных головок, кВт | 11 х 2 |
| Электродвигатель привода сверлильно-обточных головок, кВт | 4 х 2 |
| Электродвигатель привода гидронасоса, кВт | 5,5 |
| Электродвигатель привода станции смазки, кВт | 0,08 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 |
| Электродвигатель транспортера стружки, кВт | 0,55 |
| Суммарная мощность установленных электродвигателей, кВт | 36.28 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 3970…5470 х 1750 х 2000 |
| Масса станка, кг | 6500 |
Связанные ссылки
Каталог-справочник центровального обточного станков
Паспорта к радиально-сверлильным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
2Г942.00 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2г942.00 предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе авто
i-perf.ru
Техника безопасности
При использовании фрезерных станков важно соблюдать общие требования безопасности при обращении с вращающимся оборудованием. В этом случае категорически запрещается:
- Используйте одежду со свободными деталями (например, с длинными рукавами), которые могут обхватывать шпиндель.
- Работайте без головного убора, надежно скрывающего пряди волос.
- Начните работу с деталями без защитных очков, чтобы защитить глаза от летящей стружки.
- Начните работу со станком без перчаток из плотной ткани
Особое внимание уделяется безопасным методам работы с инструментом. При установке и снятии фрезы со шпинделя необходимо надевать на нее специальный чехол, надежно закрывающий режущие зубья. Фиксация хвостовика шпинделя, используемого в шпинделе станка, обязательно предполагает проверку герметичности его сцепления, исключающую даже малейший люфт. При фиксации фрезы и шпинделя необходимо включить редуктор, что позволит избежать нежелательного вращения шпинделя.
В заключительной части обзора отметим, что для их безопасного удаления следует использовать специальный перфоратор. Перед началом этой операции рекомендуется поставить деревянный поднос на стол, чтобы защитить его от повреждения инструмента и самого оборудования.
Обзор известных моделей
Возможность одновременной обработки двух концов детали — самая интересная особенность этого класса изделий. Их широкий выбор, что требует предварительного знания хотя бы некоторых из них.
Фрезерно-центровальный станок 2Г942
Фрезерные станки марки 2Г942 предназначены исключительно для обработки конечных продуктов, таких как валы электродвигателей. Они используются для поточного производства, что предполагает использование автоматических загрузчиков, интегрированных в систему.
Дополнительная информация. Также они могут входить в состав автоматических линий АСУ.
Основные операции, которые можно выполнять на этих полуавтоматах, — это создание центровочных отверстий на обеих сторонах деталей и их торцевание.
Фрезерно-центровальный станок МР76М
Станки этого типа по режиму работы относятся к категории металлорежущего оборудования, которое требуется при мелкосерийном и серийном производстве деталей произвольной формы. Они подходят для обработки не только плоских, но и фасонных деталей, а также шестерен, валов и шпонок. Кроме того, их можно использовать для сверления тел вращения и подобных деталей.
Источники
- https://zip-sma.ru/instrument-i-stanki/frezerno-centrovalnyj-stanok.html
- https://HornMaster.ru/oborudovanie/2g942-tehnicheskie-harakteristiki.html
- https://strata.su/stanki/centrovalnyj-stanok.html
- https://msmetall.ru/stanki/frezerno-centrovalnyj-stanok-2g942-harakteristiki.html
- https://martensit.ru/frezernye-stanki/frezerno-centrovalnyj/
- https://sto82.ru/oborudovanie/stanok-mr-71-harakteristiki.html
Общий вид сверлильного центровального станка 2Г942
Фото фрезерно-центровально-обточного станка 2г942
Фото фрезерно-центровально-обточного станка 2г942
Фото фрезерно-центровально-обточного станка 2г942
Фото фрезерно-центровально-обточного станка 2г942
Пульт управления фрезерно-центровальным станком 2г942