Cast iron is the most common iron-carbon non-malleable casting material, containing over 2% carbon, up to 4.5% silicon, up to 1.5% manganese, up to 1.8% phosphorus and up to 0.08% sulfur. In practice, cast irons containing 3÷3.5% carbon are used.
Cast iron has high casting properties, therefore it is widely used in foundries as a structural material. It is easy to cut. Sliding bearings are made from cast iron, which has a low coefficient of friction. Specially treated cast iron (high-strength) successfully competes with cast steel and forged steel in terms of quality.
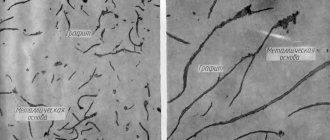
The insufficient strength and high fragility of cast iron are explained by the presence of large carbon inclusions in it in the form of graphite.
The introduction of a small amount of magnesium and cerium into liquid cast iron changed the shape of graphite, it became spherical. Cast iron gained strength and lost brittleness. Such cast iron (called high-strength) is not inferior in quality to structural carbon steels. The durability of parts made from this cast iron has increased almost threefold.
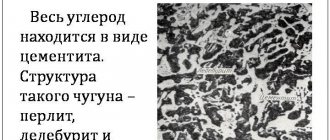
Carbon in cast iron can be in the form of a chemical compound - cementite (such cast iron is called white) or partially or completely in a free state in the form of graphite - (such cast iron is called gray).
Cast irons consist of a metal base (perlite, ferrite) and non-metallic graphite inclusions. They differ mainly in the shape of graphite inclusions. White cast iron has limited use. Some castings that require increased surface hardness are made from bleached cast iron. Its surface layer consists of white cast iron, and the core is gray. The size and hardness of the bleached layer is controlled by changing the chemical composition of the cast iron and the rate of solidification of the casting.
Gray cast iron
Gray cast iron is widely used in mechanical engineering. It received this name from the gray color of the fracture, due to the presence of free carbon in the form of graphite in the cast iron structure. Based on the type of metal base, gray cast irons are pearlitic, pearlitic-ferritic and ferritic.
Table 1. Gray cast irons, their main properties and applications
| Brand | σin MPa | NV | Properties and Application |
| Sch10 | 275 | 139-274 | Low-critical castings with wall thicknesses up to 15 mm (cases, covers, casings, etc.), parts for which strength characteristics are not mandatory - flasks, fittings, frames, frying pans, decorative parts, massive building columns, foundation slabs |
| SCH15 | 314 | 160-224 | Low-critical castings with a wall thickness of 10 - 30 mm (pipes, valve bodies, valves at pressures up to 20 MPa, etc.), low-load housing parts, sub-motor plates, levers, pulleys, flywheels, containers for oil and coolant, filter housings, flanges, covers, chain sprockets |
| SCH18 | 354 | 167-224 | Critical castings with a wall thickness of 10 - 20 mm (pulleys, gears, frames, calipers, etc.) |
| SCH20 | 397 | 167-236 | Critical castings with wall thicknesses up to 30 mm (cylinder blocks, pistons, brake drums, carriages, etc.), for the manufacture of basic body parts of increased strength and wear resistance, parts that are subject to tightness requirements at pressures up to 8 MPa (80 kgf/cm2 ), housings, gearboxes, spindle heads, balancers, faceplates, sleeves, carriages, cylinders, pumps, spools, fittings, compressors |
| SCH25 | 450 | 176-245 | Critical castings with wall thicknesses up to 40 mm (chill molds, piston rings, etc.), for the manufacture of basic body parts with increased strength and wear resistance, parts that are subject to increased requirements for tightness |
| SCH3O | 490 | 177-250 | Critical castings with wall thicknesses up to 60 mm (pistons, diesel liners, frames, dies, etc.), for the manufacture of brackets, table slides and calipers, surface-hardened parts, cylinders, pump housings, diesel engines and internal combustion engines, piston rings, crankshafts and camshafts |
| SCh35 SCh45 | 540 | 193-264 | Critical, highly loaded castings with wall thicknesses up to 100 mm (small crankshafts, parts of steam engines, etc.) of parts for which production requirements are required for tightness at pressures above 8 MPa |
Graphite has low mechanical properties. It violates the integrity of the metal base. Located between the grains of the metal base, graphite weakens the bond between them. Therefore, gray cast iron has poor tensile strength and has very low ductility and toughness. The larger and straighter the graphite inclusions, the worse the mechanical properties of cast iron. The hardness of gray cast iron, as well as its resistance to compression, is close to that of steel, which has the same structure as the metal base of cast iron.
Graphite also has some positive effects on the properties of cast iron, in particular, it increases its wear resistance, acting similarly to a lubricant, increases machinability by making chips brittle, helps dampen vibrations of products, and reduces shrinkage during the manufacture of castings.
The mechanical properties of gray cast iron can be improved by uniformly distributing fine-lamellar graphite in the casting. This is achieved through special processing - modification, when additives are introduced into liquid cast iron before casting, which form additional graphitization centers, resulting in fine-plate graphite. Cast iron with such graphite is called modified. It differs from ordinary gray cast iron in its higher tensile strength, but its ductility and toughness do not improve when modified.
According to GOST 1412-85, the letters SCH in the designation of the cast iron grade mean gray cast iron. A two-digit figure corresponds to the tensile strength σin MPa. The standard normalizes the tensile strength of gray cast iron σв = 274÷637 MPa, hardness - 143÷637 HB and chemical composition.
The main properties of gray cast iron and its application are given in Table 1.
Scope of application
Malleable cast iron has found its application in mechanical engineering for the production of machine tools, individual car parts, structures and mechanisms used in railway transport, etc.
Most often, ferrite castings are used, which are somewhat cheaper than all others. Perlite castings are used for the manufacture of parts that are used for products and assemblies operating under increased loads.
Malleable cast iron is used to produce castings with a thin wall; its size can range from 3 to 40 mm.
High-strength cast iron with nodular graphite
Ductile iron is produced by introducing magnesium (up to 0.9%) and cerium (up to 0.05%) into liquid gray iron before pouring it into molds. The main part of these modifiers evaporates, oxidizes and turns into slag, so that no more than 0.01% of these elements are found in the solid metal. Magnesium and cerium actively remove sulfur from cast iron. But their main role is to change the flake-plate shape of graphite to spherical. After modifying the cast iron with magnesium or cerium, 75% ferrosilicon (an alloy of iron and silicon) is added to the ladle. Unlike modified gray cast iron, ductile iron has a higher carbon and silicon content and a lower manganese content.
The metal base of ductile iron consists of ferrite and perlite or only perlite. This cast iron combines the valuable properties of steel and cast iron. It has relatively high strength with sufficient ductility and toughness. High-strength cast iron successfully replaces steel casting and even steel forgings, which gives a great economic effect. Products made of high-strength cast iron, due to its increased wear resistance, can work under friction conditions. High-strength cast iron retains its strength better than gray cast iron when heated, so it can be used for work at temperatures up to 400°C (gray cast iron can withstand temperatures up to 250°C).
GOST 7293-85 normalizes the tensile strength σв, yield strength σт, relative elongation δ and hardness НВ of high-strength cast irons. Requirements for castings made from these cast irons are established by regulatory and technical documentation. The principle of marking high-strength cast iron (DC) differs from the marking of gray cast iron. The designation of their brand includes two numbers - the first indicates the tensile strength, the second - the relative elongation. For example, the grade of cast iron HF 42-12 means that this cast iron has a tensile strength σв = 412 N/mm2 (42 kgf/mm2) and elongation δ = 12%.
The standard provides for 10 grades of high-strength cast iron: VCh 38-17, VCh 42-12, VCh 45-5, VCh 50-7, VCh 50-2, VCh 602, VCh 70-2, VCh 80-2, VCh 100-2, HF 120-2. The standard or reference book provides additional information about this cast iron: yield strength σt = 274 N/mm2 (28 kgf/mm2), hardness 140÷200 HB.
Many parts (including shaped ones) are made from high-strength cast iron, which were previously made from steel, base and body parts of increased strength (cases and frames of machine tools, large faceplates, sleeves, carriages, cylinders, brackets, gears, overhead guides of machine tools and parts with surface hardening). They replace Steel 20L, 25L, ZOL and 35L steels.
Practical methods of melting
The relationship of melting practice to the type and amount of spheroidal alloy used has great implications for casting and obtaining physical properties. Cupola melting is the most common method of melting ductile iron. Moreover, a number of foundries use electric induction furnaces.
Chemical melting in a cupola furnace
The use of chemical cupola furnaces requires strict control over the feed materials and coke, since the resulting acid slag is unable to reduce the sulfur content of the iron.
This results in a sulfur content of 0.06 - 0.12%. If the sulfur volume is not reduced, the amount of spheroidizing alloy will need to be increased. However, melting in a chemical cupola allows the control of easily oxidized charge elements such as chromium and manganese.
Because it is a more oxidizable process than the main dome process. Due to the moderate carbon uptake of acid-base cupola melting and the desired chemistry of the base iron, the use of recycled iron is limited.
This limits strict composition control and high metal temperatures, but allows production without the need for hot blast.
Traditional cupola melting
Traditionally used cupola melting has the distinct advantage of sulfur control. The average sulfur content in the main melt before spherradization is 0.025 - 0.035%. This reduced sulfur level in the melt is achieved by:
Electrical melting
Electric melting provides a clean and reliable melt. This technique also provides the greatest flexibility for melting different grades of cast iron. It has been established that electric arc furnaces are less popular than induction furnaces.
The batch type of operations and the noise impact of electric arc furnaces are factors that reduce the popularity of using the equipment. Electric arc furnaces are mainly used as a primary melter and as a duplexer.
Electric induction furnaces are the most common melting plants for producing ductile iron. Equipment of this type is used both in simplex mode in small foundries, and in the form of duplex installations.
One of the designs of an electric induction furnace, through which metal is melted for casting ductile iron
The coreless type of furnace is used for primary smelting, and the channel furnace is used for duplexing. It has been established that high-frequency units are well suited for operation from a metallurgical point of view, but the operation of such equipment is associated with high costs.
However, when uniform furnace power and melting speed are desired, high frequency is preferred. It has been practically discovered that the coreless frequency line induction furnace is the best possible equipment for smelting in the production of pig iron. Low frequency provides better mixing, resulting in homogenized melting.
Malleable cast iron
In the structure of malleable cast iron, graphite has a flaky shape. This type of graphite is called annealed carbon. Compared to gray cast iron, ductile cast iron has higher strength, ductility and toughness. It got its name because it has increased plasticity. Cast iron is not subject to forging in the truest sense of the word.
The process of producing castings from malleable iron includes two stages: the production of shaped castings from white cast iron and annealing of the resulting castings for the purpose of graphitization of cementite. During annealing, white cast iron cementite decomposes to form flake-shaped graphite. As a result, brittle and hard castings become ductile and softer. Depending on the conditions and annealing mode, the structure of cast iron can have a ferritic (F), pearlitic (P) and ferrite-pearlite metal base. The most widely used is ductile ferritic ductile iron. Annealing of malleable cast iron is a very lengthy process, taking 70-80 hours. However, it can be accelerated by hardening white cast iron castings before graphitization, as well as modifying cast iron with aluminum, boron, bismuth or titanium. There are other ways to speed up the annealing process. The use of these methods allows you to reduce the annealing time to 35-40 hours.
Table 2. Malleable cast irons, their main properties and applications
| Brand | NV | Properties and Application |
| CC 35-10 CC37-12 | 160 | Ferritic cast irons are used for the production of parts, operated under high dynamic and static loads (cases, gearboxes, hubs, hooks, brackets, rear axles, brackets) |
| CC 30-6 CC 33-8 | 160 | For the manufacture of less critical parts (clamps, nuts, valves, parts of agricultural machines, mufflers, flanges, couplings, brake parts, pedals, wrenches, pads, brackets) |
| CC 45-7 | 203 | Malleable cast irons of pearlitic class grades have high strength, moderate ductility and good anti-friction properties. They are used to produce cardan shaft forks, gears, worm wheels, pistons, bearings, links and rollers of conveyor chains, bushings, clutches, brake pads, crankshafts |
| CC 50-5 | 226 | |
| CC 55-4 | 236 | |
| CC 60-3 | 264 | |
| CC 65-3 | 264 | |
| CC 70-2 | 280 | |
| CC 80-1.5 | 314 |
According to GOST 1215-79, malleable cast iron is marked according to the same principle as high-strength cast iron. For example, the grade of cast iron KCH 33-8 means that this cast iron has a tensile strength σв = 32.4 N/mm2 (33 kgf/mm2) and elongation δ = 8%.
Ductile iron castings can be obtained with a cross-section of up to 55 mm. With a larger cross-section, lamellar graphite is formed in the core of the castings and the cast iron becomes unsuitable for annealing. In mechanical engineering, high-strength cast iron is more often used, which is obtained using less complex and cheaper technological processes than the production processes of malleable cast iron.
The main properties of malleable cast iron and its application are given in Table 2.
Destructive element and neutralization
One of the goals in producing good quality malleable iron is to produce a product with a fine distribution of well-formed nodules within the structure.
The process with nodular graphite can lead to a decrease in mechanical properties. Moreover, the decrease in mechanical properties depends on nonodular or flake graphite of ISO 945 and ASTM 247 standards.
A small number of elements:
alone or in combination, destroy magnesium, which has the desired modular effect, and therefore these elements are often called destructive or destructive elements. The effects of the destructive elements are cumulative.
Small amounts of two or more destructive elements, present in quantities that individually have no significant effect, together can adversely affect the formation of nodular graphite.
increase in volume with increasing size of the cast profile. For this reason, acceptable levels cannot be specified.
The effect of using furnace charge materials that control blasting elements can be assessed by determining the effect on the graphite structures in the test rod or casting.
When the elements are present individually, detrimental (destructive) effects are possible if the following levels are added:
The influence of harmful elements can be neutralized by adding a small amount of cerium (0.002 - 0.005%) in addition to magnesium. Cerium levels above approximately 0.01% will result in fewer nodules and an increased risk of carbide formation. Therefore, it is important to maintain the specified percentage range.