Чугун — самый распространенный железоуглеродистый нековкий литейный материал, содержащий свыше 2% углерода, до 4,5% кремния, до 1,5% марганца, до 1,8% фосфора и до 0,08% серы. В практике применяют чугуны, содержащие 3÷3,5% углерода.
Чугун обладает высокими литейными свойствами, поэтому широко используется в литейном производстве в качестве конструкционного материала. Он хорошо обрабатывается резанием. Из чугуна, имеющего невысокий коэффициент трения, изготовляют подшипники скольжения. Специально обработанный чугун (высокопрочный) по показателям качества успешно конкурирует со стальным литьем и кованой сталью.
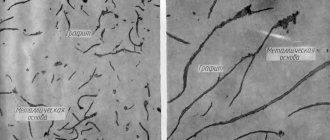
Недостаточная прочность и большая хрупкость чугуна объясняются наличием в нем крупных включений углерода в виде графита.
Введение в жидкий чугун небольшого количества магния и церия изменили форму графита, он стал шаровидным. Чугун приобрел прочность и утратил хрупкость. Такой чугун (его называют высокопрочным) по-своему качеству не уступает конструкционным углеродистым сталям. Стойкость деталей, изготовленных из этого чугуна, увеличилась почти в три раза.
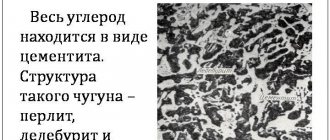
Углерод в чугунах может находиться в виде химического соединения — цементита (такие чугуны называют белыми) или частично или полностью в свободном состоянии в виде графита — (такие чугуны называют серыми).
Чугуны состоят из металлической основы (перлита, феррита) и неметаллических включений графита. Они различаются главным образом формой графитовых включений. Белый чугун имеет ограниченное применение. Некоторые отливки, от которых требуется повышенная твердость поверхностного слоя, изготовляют из отбеленного чугуна. Поверхностный слой его состоит из белого чугуна, а сердцевина — из серого. Величину и твердость отбеленного слоя регулируют путем изменения химического состава чугуна и скорости затвердевания отливки.
Чугун серый
Серый чугун широко применяется в машиностроении. Такое название он получил по серому цвету излома, обусловленному наличием в структуре чугуна свободного углерода в виде графита. По виду металлической основы различают серые чугуны перлитные, перлитно-ферритные и ферритные.
Таблица 1. Чугуны серые литейные, их основные свойства и применение
| Марка | σв МПа | НВ | Свойства и применение |
| Сч10 | 275 | 139-274 | Малоответственные отливки с толщиной стенок до 15 мм (корпуса, крышки, кожухи и др.), детали, для которых прочностная характеристика не является обязательной,- опоки, арматуру, рамки, сковороды, декоративные детали, массивные строительные колонны, фундаментные плиты |
| СЧ15 | 314 | 160-224 | Малоответственные отливки с толщиной стенок 10 — 30 мм (трубы, корпуса клапанов, вентили при давлении — до 20 МПа и др.), корпусные малонагруженные детали, подмоторные плиты, рычаги, шкивы, маховики, емкости для масла и охлаждающей жидкости, корпуса фильтров, фланцы, крышки, звездочки цепных передач |
| СЧ18 | 354 | 167-224 | Ответственные отливки с толщиной стенок 10 — 20 мм (шкивы, зубчатые колеса, станины, суппорты и др.) |
| СЧ20 | 397 | 167-236 | Ответственные отливки с толщиной стенок до 30 мм (блоки цилиндров, поршни, тормозные барабаны, каретки и др.), для изготовления базовых корпусных деталей повышенной прочности и износостойкости, деталей, к которым предъявляются требования герметичности при давлении до 8 МПа (80 кгс/см2), корпусов, коробок передач, шпиндельных бабок, балансиров, планшайб, гильз, кареток, цилиндров, насосов, золотников, арматуры, компрессоров |
| СЧ25 | 450 | 176-245 | Ответственные отливки с толщиной стенок до 40 мм (кокильные формы, поршневые кольца и др.), для изготовления базовых корпусных деталей повышенной прочности и износостойкости, деталей, к которым предъявляются повышенные требования к герметичности |
| СЧ3О | 490 | 177-250 | Ответственные отливки с толщиной стенок до 60 мм (поршни, гильзы дизелей, рамы, штампы и др.), для изготовления кронштейнов, салазок столов и суппортов, деталей с поверхностной закалкой, цилиндров, корпусов насосов, дизелей и двигателей внутреннего сгорания, поршневых колец, коленчатых и распределительных валов |
| СЧ35 СЧ45 | 540 | 193-264 | Ответственные высоконагруженные отливки с толщиной стенок до 100 мм (малые коленчатые валы, детали паровых двигателей и др.) деталей, для изготовления к которым предъявляются требования герметичности при давлении свыше 8 МПа |
Графит обладает низкими механическими свойствами. Он нарушает целостность металлической основы. Располагаясь между зернами металлической основы, графит ослабляет связь между ними. Поэтому серый чугун плохо сопротивляется растяжению и имеет очень низкую пластичность и вязкость. Чем крупнее и прямолинейнее графитовые включения, тем хуже механические свойства чугуна. Твердость серого чугуна, а также его сопротивление сжатию близки к показателям стали, имеющей такую же структуру, как у металлической основы чугуна.
Графит оказывает и некоторое положительное влияние на свойства чугуна, в частности, он повышает его износостойкость, действуя аналогично смазке, повышает обрабатываемость резанием, так как делает стружку ломкой, способствует гашению вибраций изделий, уменьшает усадку при изготовлении отливок.
Механические свойства серого чугуна могут быть улучшены равномерным распределением мелкопластинчатого графита в отливке. Это достигается путем специальной обработки — модифицирования, когда в жидкий чугун перед его разливкой вводят добавки, которые образуют дополнительные центры графитизации, в результате чего получается мелкопластинчатый графит. Чугун с таким графитом называют модифицированным. От обычного серого чугуна он отличается более высоким сопротивлением разрыву, однако пластичность и вязкость его при модифицировании не улучшаются.
По ГОСТ 1412-85 буквы СЧ в обозначении марки чугуна означают — серый чугун. Двузначная цифра соответствует пределу прочности при растяжении σв МПа. Стандарт нормирует предел прочности серых чугунов σв = 274÷637 МПа, твердость — 143÷637 НВ и химический состав.
Основные свойства серого чугуна и его применение приведены в таблице 1.
Сфера применения
Ковкий чугун нашел свое применение в машиностроении для производства станочного оборудования, отдельных деталей автомобилей, конструкций и механизмов, эксплуатируемых на железнодорожном транспорте и пр.
Чаще всего применяют ферритные отливки, которые стоят несколько дешевле, чем все остальные. Перлитные отливки используют для изготовления деталей, которые применяют для изделий и узлов, работающих под повышенными нагрузками.
Ковкий чугун используют для получения отливок с тонкой стенкой, ее размер может составлять от 3 до 40 мм.
Чугун высокопрочный с шаровидным графитом
Высокопрочный чугун получают путем введения магния (до 0,9%) и церия (до 0,05%) в жидкий серый чугун перед разливкой его в формы. Основная часть этих модификаторов испаряется, окисляется и переходит в шлак, так что в твердом металле обнаруживается не более 0,01% этих элементов. Магний и церий активно удаляют из чугуна серу. Но главная роль их заключается в том, чтобы изменить чешуйчато-пластинчатую форму графита на шаровидную. После модифицирования чугуна магнием или церием в ковш добавляют 75%-ный ферросилиций (сплав железа с кремнием). В отличие от модифицированного серого чугуна высокопрочный чугун имеет более высокое содержание углерода и кремния и пониженное содержание марганца.
Металлическая основа высокопрочного чугуна состоит из феррита и перлита или только из перлита. В этом чугуне сочетаются ценные свойства стали и чугуна. Он обладает сравнительно высокой прочностью при достаточной пластичности и вязкости. Высокопрочный чугун с успехом заменяет стальное литье и даже стальные поковки, что дает большой экономический эффект. Изделия из высокопрочного чугуна благодаря его повышенной износостойкости могут работать в условиях трения. Высокопрочный чугун лучше, чем серый, сохраняет свою прочность при нагреве, поэтому может применяться для работы при температурах до 400°С (серый чугун выдерживает температуру до 250°С).
ГОСТ 7293-85 нормирует предел прочности σв, предел текучести σт, относительное удлинение δ и твердость НВ высокопрочных чугунов. Требования к отливкам из этих чугунов устанавливаются нормативно-технической документацией. Принцип маркировки высокопрочных чугунов (ВЧ) отличается от маркировки серых чугунов. В обозначение их марки входят два числа — первое указывает предел прочности на разрыв, второе — относительное удлинение. Например, марка чугуна ВЧ 42-12 означает, что данный чугун имеет предел прочности σв = 412 Н/мм2 (42 кгс/мм2) и относительное удлинение δ =12%.
Стандарт предусматривает 10 марок высокопрочных чугунов: ВЧ 38-17, ВЧ 42-12, ВЧ 45-5, ВЧ 50-7, ВЧ 50-2, ВЧ 602, ВЧ 70-2, ВЧ 80-2, ВЧ 100-2, ВЧ 120-2. Стандарт или справочник дает дополнительные сведения об этом чугуне: предел текучести σт = 274 Н/мм2 (28 кгс/мм2), твердость-140÷200 НВ.
Из высокопрочных чугунов изготовляют многие детали (в том числе фасонные), которые ранее получали из стали, базовые и корпусные детали повышенной прочности (корпуса и станины станков, крупные планшайбы, гильзы, каретки, цилиндры, кронштейны, зубчатые колеса, накладные направляющие станков и детали с поверхностной закалкой). Они заменяют стали Сталь 20Л, 25Л, ЗОЛ и 35Л.
Практические способы плавления
Отношение практики плавления к типу и количеству используемого сфероидального сплава имеет большое значение для литья и получения физических свойств. Плавка в вагранке является наиболее распространенным методом плавления ковкого чугуна. Причём в ряде литейных цехов используются электрические индукционные печи.
Химическая плавка в вагранке
Использование химических вагранок (купольных печей) требует строгого контроля над загружаемыми материалами и коксом, поскольку полученный кислотный шлак не способен снизить содержание серы в железе.
Это приводит к содержанию серы в количестве от 0,06 — 0,12%. Если не снизить объём серы, потребуется увеличивать количество сфероидизирующего сплава. Однако плавление в химической вагранке позволяет контролировать легко окисляемые элементы загрузки, такие как хром и марганец.
Поскольку это более окисляемый процесс, чем основной процесс купола. По причине умеренного поглощения углерода при плавлении в вагранке с кислотным основанием и желаемой химии основного чугуна, использование возвращаемого чугуна является ограниченным.
Этим ограничивается строгий контроль состава и высокие температуры металла, однако допускается производство без необходимости горячего дутья.
Традиционная плавка в вагранке
Традиционно используемое плавление в вагранке характеризуется определённым преимуществом контроля серы. Среднее содержание серы в основном расплаве перед сферрадизацией составляет 0,025 — 0,035%. Этот пониженный уровень содержания серы в расплаве достигается за счёт:
Плавление электрическим способом
Электрическое плавление обеспечивает чистый и надежный расплав. Эта методика также обеспечивает наибольшую гибкость для плавильных чугунов различных сортов. Установлено, что электродуговые печи менее популярны, чем индукционные.
Пакетный тип операций и шумовое воздействие электродуговых печей отмечаются факторами, снижающими популярность применения оборудования. Электродуговые печи в основном применяются в качестве первичного расплавителя и в качестве дуплексера.
Электрические индукционные печи являются наиболее распространенными плавильными установками для производства высокопрочного чугуна с шаровидным графитом. Оборудование подобного типа используется как в симплексном режиме в небольших литейных цехах, так и в виде дуплексных установок.
Одна из конструкций электрической индукционной печи, посредством которой выполняется расплавление металла под литьё ВЧШГ
Тип печей без сердечника используется для первичной плавки, а канальная печь используется для дуплексирования. Установлено, что высокочастотные блоки хорошо подходят для работы, с металлургической точки зрения, но эксплуатация такого оборудования связана с высокими затратами.
Однако когда желательны однотонные мощность печи и скорость плавления, высокая частота является предпочтительной. Практически обнаружено: индукционная печь с частотной линией без сердечника является наилучшим оборудованием из всего возможного для выплавки при производстве чугуна. Низкая частота обеспечивает лучшее перемешивание, что приводит к гомогенизации плавления.
Чугун ковкий
В структуре ковкого чугуна графит имеет хлопьевидную форму. Такой графит называют углеродом отжига. По сравнению с серым чугуном ковкий чугун обладает более высокой прочностью, пластичностью и вязкостью. Свое название он получил потому, что имеет повышенную пластичность. Ковке в прямом понимании этого слова чугун не подвергается.
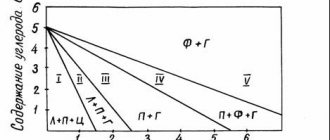
Процесс получения отливок из ковкого чугуна включает две стадии: изготовление фасонных отливок из белого чугуна и отжиг полученных отливок с целью графитизации цементита. При отжиге происходит разложение цементита белого чугуна с образованием графита хлопьевидной формы. В результате этого хрупкие и твердые отливки становятся пластичными и более мягкими. В зависимости от условий и режима отжига структура чугуна может иметь ферритную (Ф), перлитную (П) и ферритно-перлитную металлическую основу. Наибольшее распространение получил пластичный ферритный ковкий чугун. Отжиг ковкого чугуна-весьма продолжительный процесс, занимающий 70-80 ч. Однако его можно ускорить путем закалки отливок из белого чугуна перед графитизацией, а также модифицированием чугуна алюминием, бором, висмутом или титаном. Существуют и другие способы ускорения процесса отжига. Использование указанных способов позволяет сократить продолжительность отжига до 35-40 ч.
Таблица 2. Чугуны ковкие, их основные свойства и применение
| Марка | НВ | Свойства и применение |
| КЧ 35-10 КЧ37-12 | 160 | Чугуны ферритного класса используют для производства деталей, эксплуатируемых при высоких динамических и статических нагрузках (картеров, редукторов, ступиц, крюков, скоб, задних мостов, кронштейнов) |
| КЧ 30-6 КЧ 33-8 | 160 | Для изготовления менее ответственных деталей (хомутов, гаек, вентилей, деталей сельскохозяйственных машин, глушителей, фланцев, муфт, тормозных деталей, педалей, гаечных ключей, колодок, кронштейнов) |
| КЧ 45-7 | 203 | Ковкие чугуны перлитного класса марок обладают высокой прочностью, умеренной пластичностью и хорошими антифрикционными свойствами. Из них получают вилки карданных валов, шестерни, червячные колеса, поршни, подшипники, звенья и ролики конвейерных цепей, втулки, муфты, тормозные колодки, коленчатые валы |
| КЧ 50-5 | 226 | |
| КЧ 55-4 | 236 | |
| КЧ 60-3 | 264 | |
| КЧ 65-3 | 264 | |
| КЧ 70-2 | 280 | |
| КЧ 80-1,5 | 314 |
По ГОСТ 1215-79 маркируется ковкий чугун по тому же принципу, что и высокопрочный. Например, марка чугуна КЧ 33-8 означает, что данный чугун имеет предел прочности σв = 32.4 Н/мм2 (33 кгс/мм2) и относительное удлинение δ =8 %.
Отливки из ковкого чугуна можно получить с сечением до 55 мм. При большем сечении в сердцевине отливок образуется пластинчатый графит и чугун становится не пригодным для отжига. В машиностроении чаще применяют высокопрочный чугун, который получают при менее сложных и более дешевых технологических процессах, чем процессы производства ковкого чугуна.
Основные свойства ковкого чугуна и его применение приведены в таблице 2.
Разрушительный элемент и нейтрализация
Одной из целей при производстве ковкого чугуна хорошего качества является получение продукта с тонким распределением хорошо сформированных конкреций внутри структуры.
Процесс с нодулярным графитом способен привести к снижению механических свойств. Причём снижение механических свойств зависит от нонодулярного или чешуйчатого графита стандартов «ISO 945» и «ASTM 247».
Небольшое количество элементов:
по отдельности или в комбинации, разрушают магний, обладающий желаемым модульным эффектом, и поэтому эти элементы часто называют разрушительными или губительными элементами. Эффекты разрушительных элементов накапливаются.
Небольшие количества двух или более разрушительных элементов, присутствующих в количествах, которые по отдельности не имеют значительного эффекта, вместе могут неблагоприятно влиять на образование узлового графита.
увеличиваются в объёмах с увеличением размера литого профиля. По этой причине приемлемые уровни не могут быть указаны.
Влияние использования загрузочных материалов печи, контролирующих подрывные элементы, может быть оценено путём определения влияния на графитовые структуры в испытательном стержне или отливке.
Когда элементы присутствуют индивидуально, возможны губительные (разрушительные) эффекты, если к следующим уровням добавляются:
Влияние губительных элементов можно нейтрализовать добавлением небольшого количества церия (0,002 — 0,005%) в дополнение к магнию. Содержание церия выше примерно 0,01% приведёт к уменьшению количества клубеньков и увеличению риска образования карбидов. Поэтому важно выдерживать указанный процентный диапазон.