You can secure a metal sheet or part using a variety of fasteners. However, you need to make holes for them. Drilling holes in metal requires a person to use special tools. To carry out the work without difficulty, you need to be able to choose equipment and work with workpieces of different sizes.
Drilling holes in metal
How to make a hole in metal without a drill - Metalworker's Guide
Metal processing is carried out not only in industrial conditions. When performing repair work on a car, manufacturing structures on a personal plot, or carrying out home renovations, it is necessary to drill holes in the metal. At home, a hand drill is most often used. This versatile tool requires some skill in working with hard work. You can purchase or make your own machine for drilling holes in metal, but this is not a cheap pleasure.
Hole press
The tools discussed above for drilling large holes in metal have one significant drawback - a very sharp edge. When laying cables or wires without fittings, this can become a serious problem.
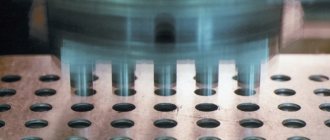
To get a perfectly smooth edge, it is better to use a hole press. It costs a little more than 11,000 rubles. But in the set you get 8 nozzles with a diameter from 16.2 to 47 mm. Without much effort, a large number of holes are punched in metal up to 3 mm thick.
One clarification: the instructions for the PGRO-60 KVT press say that after punching a hole, you need to stop pumping. As practice has shown, it is better to do another compression with the handles of the press. This makes it easier to remove the cut metal from the matrix.
If the article was useful, do not consider it difficult, share it on social networks:
How to drill in hardened steel? — Machine tools, welding, metalworking
To improve the basic characteristics of the metal, it is often hardened. This technology involves increasing the hardness of the product due to strong heating of the metal and its rapid cooling.
In some cases, after heat treatment it is necessary to perform drilling. By increasing this characteristic, drilling hardened metal becomes more difficult.
Let's take a closer look at all the features of drilling hardened steel.
How to drill with a drill?
Drilling metal with a drill requires following some recommendations:
- To make a hole you will need an electric drill, a core punch, a hammer, machine oil and safety glasses.
- Initially make markings.
- Wear safety glasses.
- When the pressure on the drill is low, you need to select the low speed position and start working.
- Don’t forget to water the area being treated with coolant.
If you follow the technology and use high-quality tools, you can make holes of different diameters and depths. To drill straight holes or accurately select the depth, you can use a device called a “depth stop.” It is attached to an electric drill and adjusted to the desired depth.
How to drill metal products correctly
One of the most important parameters when drilling a hole is the sharpness of the drill. If you purchased one of the cheapest drills, it may turn out to be dull and made of soft metal, which will not allow you to make even a couple of holes.
How quickly the drill tip will shear and dull depends on the drilling speed, the hardness of the metal, the force applied to the drill, and cooling.
- When drilling large holes, you must first make holes of a smaller diameter. This way the process will be much faster, and the drills will not become dull so quickly.
- To accurately center the hole, you need to use a core punch and punch the center of the hole before drilling.
- To cool the working part of the drill, you need to use machine oil. Simply lower the working part of the drill into a container of oil. Repeat this operation periodically. You can use soapy water for cooling (by reducing friction).
- When drilling deep holes, periodically remove the drill and clear it of chips.
How to drill sheet metal
When working with sheet metal, there should not be any particular difficulties, even when drilling large-diameter holes. The only thing is that you need to place a wooden block under the drilling site, it will help remove the chips. When you feel like you've almost drilled through the metal sheet, reducing the pressure on the drill will also help reduce the likelihood of burrs.
How to make holes in pipes correctly
The main problem when drilling holes in round pipes is the difficulty of perpendicular drilling. This means that the hole from which drilling began does not correspond to the exit hole. To solve this problem, you need to use a drilling machine, or special guides, which you can make yourself or purchase ready-made.
How to drill aluminum
Anyone who has worked with aluminum parts knows that it is a soft metal. The main problem when drilling aluminum is excessive shavings wrapping around the drill bit. Because of this, the drill stops drilling and gets stuck in the metal. To avoid this, you need to remove the drill from the hole more often and remove the chips.
How to drill stainless steel (stainless steel)
Stainless steel is an alloy steel, which is not an easy task to drill. To make drilling comfortable, it is advisable to choose drills with a cobalt tip. You need to drill stainless steel at minimum speed, namely 100-200 rpm. Such speeds provide the required cutting speed for stainless steel and good quality. If your tool does not have a rotation speed control, you should press the button periodically for a second or two, which will prevent the drill from accelerating quickly.
If you need to make a hole of a large diameter, you need to use metal crowns, which make it possible to drill only along the outer diameter of the hole.
How to avoid dulling drills?
Metal drills become dull if they get too hot during operation, causing them to lose their strength. Heating occurs due to friction. Moreover, the faster it spins, the more it heats up.
Hence the obvious rule - you need to drill at low drill speeds. They should be no more than 1000 per minute. But who will measure this during work? So just don't press the start button all the way. The correct speed can be assessed as follows: the eye should see the rotation of the drill. That is, the grooves on it should not merge into one for vision.
When working with thick workpieces, additional cooling is necessary. It is provided by special lubricants or pastes that are added to the drilling site, or the drill is dipped into them. In addition, they not only cool, but also lubricate the tip, resulting in less friction.
In domestic conditions there is no need to have special lubricants and pastes. You can get by with regular machine oil.
So, use a core, drill low and add some lube or oil and this job will be a cakewalk.
Well, a few more tips on this topic.
What and how to drill deep and large holes in metal parts
Drilling large holes is not a problem if you choose the right tool. For example, such work may be necessary to secure a channel or metal corner. The easiest way is to use an electric drill, but getting a hole with a diameter of, for example, 15 mm requires a lot of effort. To drill a large diameter hole in metal, special devices and core drilling technology are used.
- Features of creation
- Drill accessories
- Feature of deep holes
- Features of large diameter holes
- Hassle-free drilling
- Cone drill
- Metal crown
- Hole press
How to make a hole in a tree?
In addition, a hole in wood can be drilled with a drill, a milling cutter, and even an ordinary nail, and a very small hole can be drilled with a sewing needle, if its broken eye is used as the cutting edge. When drilling wood, you need to take into account the characteristics of this material.
Interesting materials:
What does the word contemplate mean? What does the word specific mean? What does the word trainee mean? What does the word steppe mean? What does the word dumb mean? What does the word tiramisu mean? What does the word stick around mean? What does the word comrade mean? What does the word tract mean? What does the word transcription mean in Russian?
Working with some types of metal
- When drilling into thick aluminum pieces, chips often clog the drill channels, making it more difficult to rotate. Therefore, when working with such material, remove the drill from the recess more often and remove the chips. Well, don’t forget to pour plenty of oil on it.
- If you need to drill black cast iron, then you do not need to add any lubricating and cooling substances, since it drills very well even dry
- Unlike black cast iron, white cast iron has increased strength, which means strong drills and lubricants are required to process it.
These are the basic rules for drilling metal with a drill. I hope I was able to bridge this gap in your knowledge. Good luck with your homework and see you soon!
Drill types
For drilling, use only metal drills (not wood, for example). They have their own sharpening and are made from certain types of steel. The most common ones are marked P6M5 - this is high-speed steel, which foreign manufacturers label as HSS.
To provide additional strength, the above drill bits are coated with titanium nitride. That's why they are yellow.
There are also stronger P18, which are used respectively for hard steels.
Also, to increase strength, cobalt can be added, and then the marking P6M5K5 is obtained.
Well, the most durable ones are drills with carbide tips. They are used for drilling alloy steels. It will also take ordinary steel, but buying it just for this will be somewhat savvy, since the price for them is quite high, and although it is hard, it still dulls. But it will be difficult to sharpen it later, since this requires a diamond blade, which is also not very cheap, and you can’t buy it everywhere.
Features of large diameter holes
This procedure is more complex than deep drilling. Cutting work is carried out either using a crown or using a cone drill. Crowns for metal are similar to products for concrete and drywall. The only difference is the material used to create the cutting edge.
Drilling can also be carried out with standard products in several stages. To do this, first use a nozzle of small diameter. Then a larger tool is selected.
The most convenient way is to use cone drills. Such devices allow you to drill a large hole in one go. To do this, the tool is simply recessed into the material.
Is it possible to use a pobedite drill bit?
Pobedit is a hard alloy based on tungsten carbide and cobalt. Its hardness is comparable to diamond.
Pobedite brazing on drills is used for crushing durable materials: stone, brick or concrete. Considering the fact that drilling holes in metal is based on the cutting principle, it is better to use classic tools made of tool steel.
Using a pobedit drill for processing metal products will lead to rapid wear of the soldering tip.
Drilling a hole in hardened steel
The widespread question of how to drill through hardened steel can be associated with the fact that when using conventional technology, the tool quickly becomes dull and becomes unusable. That is why you need to pay attention to the features of drilling hardened alloy. Among the features of the technology, we note the following points:
- It is necessary to properly prepare the hardened workpiece.
- In some cases, a special tool is required.
- Coolant is being used.
If necessary, you can make a drill for hardened steel with your own hands, which requires certain equipment and skills. However, in most cases, a purchased version is used, since it will cope better with the task when cutting hardened steel.
Hardened steel drilling process
Power and speed when working with metal
An important factor is the choice of tool, namely a hammer drill, drill or screwdriver, which will be used to make holes in the metal. If you use a drill with a power of up to 700W, you will not be able to make a large hole right away. A hand drill with a power of up to 700W is best used for drilling holes with a diameter of up to 10-13mm.
It is important to choose the correct speed of the drill or screwdriver. After all, at high speeds, your drill will simply burn out. This way you will ruin it.
You need to drill metal at low or medium speeds, not exceeding 500-1000 revolutions.
The larger the diameter of the drill you are working with, the lower the speed you need to choose.
Increase the diameter of a hole in a thick iron at home
Hello, At home we have iron plates (which hang on a barbell), their hole diameter is 23 mm. I need to increase the diameter by 3mm so that the plates will fit the new bar.
Can this be done at home without a special tool? I tried it with a file - you can suffer until retirement. I have an Interskol 450W punch drill and an old Soviet drill, maybe I can try drilling it somehow?
PS. I've been to all sorts of garages nearby, and no one there can help.
WantToDrill wrote: Can this be done at home without a special tool?
No! You will also be your instrument
WantToDrill wrote: suffer until retirement.
It’s easier to reduce the diameter of the barbell to fit old plates. To the turner.
To increase the diameter of the hole, you can use a three-flute countersink (see GOST 12489-71) with a conical shank and a powerful drill with a Morse taper and low speed. If you increase the diameter of 23mm to 26mm (1.5mm per side), then you can carefully, slowly, get by with three countersinks, respectively, with diameters 24, 25 and 26mm.
The price of countersinks is comparable to the price of two pancakes.
Def461 wrote: The price of countersinks is comparable to the price of two pancakes.
Maybe so. But it depends! KETTLER pancakes, for example, stand like a cast-iron bridge, and one pancake at that. And a countersink can be found at some flea market. In Volgograd, at Ptichka, a month ago I bought a 20mm countersink for 60 rubles. The seller didn't even know what kind of x it was. Nya, drill, he says such a stupid thing.
There are probably a lot of craftsmen in Tolyatti with a home milling machine - they will bore holes for a small fee. Let me announce it here: » >
Try to buy a grinding head, a thicker one is better, and grind it at high speeds. I’m not sure that it will work out quickly, but still, in my opinion, it’s the cheapest option, after a file, of course.
IMHO, high precision is not needed. Take a drill of a suitable diameter, drive a thick nail strictly in the center (to secure it in the drill chuck), wrap it with sandpaper or spread it with a *****-shaped mixture of sand, office glue and water. And little by little, at low speeds, you wear off the excess iron using the side surface with winding or lubrication. It will even take white cast iron, from which ordinary drills and cutters bounce off.
a metal cutter (for steel) and a drill, 1.5 mm on the side, I think you can handle it.
Drill size 26, sharpen the shank for the chuck. cut so that the cutting edge is 10 cm. Cut 1-2 cm to a diameter of 24, (it will be a centering guide). Sharpen the angle so that it does not bite too much.
15 minutes at the turner and a symbolic payment VS an unknown amount of time spent, money, effort, NERVES in the end Who will give preference to whom? I probably would have tried it under such conditions by wrapping some sandpaper around a thick drill bit to open the hole in the pancake at low speeds and turning it with an IMPACT drill so that there would be rotational-translational movements. The pleasure, of course, is dubious.
Vasily.N wrote: Drill size 26, sharpen the shank for the chuck.
How do you imagine turning the shank of this drill into a chuck at HOME? Nobody canceled centering.
And you finally want to use your finger. It’s not a problem to sharpen a drill, even in a school workshop (approach Trudovik) but tell me the diameter of the pancake? where to look for the machine, clamp it at least 300 mm. at the factory, and who and how will bring them back there.
Thanks everyone for the answers! Pancakes with a diameter from 110 to 250 mm. It seems like I found a person in the garage next door who can help (as I understand, he has some kind of machine), but it seems like he won’t be able to do big pancakes
Vasily.N wrote: where to look for the machine, clamp it at least 300 mm. at the factory, and who and how will bring them back there.
A long raincoat, a good belt on the waist, a rope in the hole of the pancake and between the legs
BV wrote: Long raincoat, a good belt on the waist, a rope in the pancake hole and between the legs
You still have communism at the factory. Metal detectors have been at the entrances for a long time, and the perimeter fence is guarded with IR rays.. Not those days..
Baho wrote: get by with three countersinks, respectively, with diameters of 24, 25 and 26 mm.
There are adjustable reamers with a ball. True, it will cost like 10 countersinks. Well, again, maybe you’ll get lucky in the market, at the hands of a forgetter...
DSP007 wrote: Take a drill of a suitable diameter, drive a thick nail strictly in the center (to secure it in the drill chuck)
No nail or drill needed. Fasten one end of the drine to a stool, rest the other on another stool. Rotate the pancake with your hands. Instead of sand, it is better to use coarse lapping paste. Work for 20 minutes for each pancake.
4eh wrote: you still have communism at the factory.
I remembered an old story about how an anvil weighing about 100 kilograms was taken out of the workshops of the Bauman Moscow Higher Technical School for a bet. Nesun was supported by the arms of two comrades. At the checkpoint they said that the person had become ill and was being taken to a doctor.
Devices to facilitate the process
Cutting fluid is used in many types of metal cutting. Most often it is used for deep drilling to reduce friction forces and stabilize the temperature of the working tool. A high-quality liquid does not cause surface corrosion, is safe for humans, does not have an unpleasant odor and removes heat well.
The following is used as a lubricant for drilling metal at home:
- Technical Vaseline – for soft materials.
- Soap solution - for aluminum.
- Turpentine with alcohol - for silumin.
- A mixture of oils - for tool and alloy steels.
Some craftsmen prefer to use a universal composition, which includes laundry soap (200 g) and motor oil (20 g). The components are mixed and boiled until a homogeneous emulsion is obtained.
The use of industrially produced cutting fluids makes it possible to increase the speed of drilling various types of metal. For example, when processing stainless steel, productivity increases by 30%. For cast iron this parameter increases to 40%.
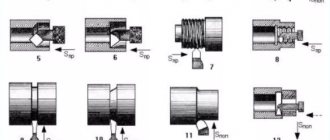
Calculation of the required punching force
The metal cutting process is characterized by the fact that during this process a rather complex load pattern appears, which is concentrated in the area where the punch, the material being cut and the matrix interact.
The punch is made in such a way that it does not enter the material with its entire end, but only with the outer annular part. The response comes from the matrix. Moreover, the pressure arising in the interaction zone of these three components is distributed unevenly.
In other words, during the cutting process a pair of forces arises that form a circular bending moment. Under its influence, the sheet bends. As a result of this bending, pressure is generated, which affects the punch and the edge of the matrix. In addition, it is necessary to take into account the fact that tangential forces appear under the influence of friction forces. As can be seen from the above, when punching, a non-uniform force field arises. Therefore, when carrying out calculations, a conventional value is used - shear resistance. As a result of the research, the resistance depends not only on the properties of the metal, but also on the level of hardening, the thickness of the cutting, the gaps in the punch/die pair and the speed of the cutting process.
How and with what to drill deep holes
Drilling deep holes in metal is very difficult. As working equipment, experts recommend using machines in which the drill is a stationary element and the workpiece is rotated. During the work process, it is necessary to use coolant. Drilling lubricant will dissipate heat and allow for greater productivity.
It is necessary to ensure timely removal of drilling by-products. They can clog the channels and lead to drill breakage. A small workpiece can simply be turned over - the chips will fall out of the hole under the influence of gravity. For massive parts there are special devices with magnetic tips.
For home work, it is better to purchase drill guides. This is a convenient support mechanism that holds the tool in place, allowing you to drill holes with high precision.
If there is no guide, you must carefully monitor the perpendicularity of the drill location. The slightest deviation can break the tool or damage the workpiece.
Drilling thick workpieces
Not many novice craftsmen know how to drill a hole in thick metal. Deep drilling is more difficult than usual. In production, it is carried out using lathes. In them, the workpiece is fixed in a movable spindle, which rotates it.
If it is not possible to use industrial equipment, you can drill a deep hole using a drill. To do this, you need to purchase special guides for power tools. Additionally, it is necessary to use machine oil for cooling. During operation, you need to stop periodically to clean out the chips and allow it to cool.
Drill accessories
There are several accessories for drills that can make the process easier and make a large hole smooth:
- Drilling jig. This device is a housing in which there are several guide bushings for drills of different diameters. The material used to create the bushings is harder than drill bits, so you don't have to worry about the tool moving to the side while drilling and widening the hole.
- Drill guide. This product allows you to fix the tool in such a way that it does not deviate to the side during drilling. If such a product is not available, the tool may move to the side, resulting in an uneven edge. It can also be mounted at an angle. But when drilling metal products, this is usually not required.
- Drill stand. A DIY product like this can be an inexpensive replacement for a drilling machine, as it allows you to carry out work more comfortably. When using a stand, a fixed tool moves along the bar using a lever. In this case, displacement is completely eliminated, since the workpiece being drilled is securely held due to the presence of a clamp.
Using these products, you can greatly facilitate the process of drilling metal products.
Equipment types
Drilling begins with preparing tools for work. You can make holes using a screwdriver, drill or a special drilling machine.
To make a hole, you need to select the appropriate equipment. For metal workpieces, you need to choose specialized equipment that is suitable specifically for this material. This is due to the fact that equipment for wood, concrete or ceramic tiles have different sharpening and shape. Tooling for metal products is marked with the letters HSS.
The working part of the tool is coated with titanium nitride coating, which increases their strength and wear resistance. For hard steels, a different tooling is used, which is designated P18. The strength of the tool increases when cobalt is added to its composition. An example of marking is P6M5K5.
To drill alloy steel, drills with a tip made of carbide are used. With their help, you can drill any metal workpieces, however, due to the high price, this is not cost-effective.
When the hole is made, you can select a drill for the thread. Its diameter will depend on the previously used equipment. To make holes of different diameters in thin metal sheets, you can use cone drills.
Is it possible to drill with a drill in concrete?
Situations often arise when it is difficult to find a tool for drilling metal products at a construction site, but there is equipment for working with concrete. You cannot make holes of large diameter or in thick metal sheets with concrete drills. Otherwise, you may break the equipment or damage the surface being processed.
How to drill with a step drill?
On sale you can find stepped structures for creating holes in metal of various diameters. Several drills of different diameters are fixed on one axis. They are designed to create holes of various sizes in thin sheet metal. When working, do not rush or put too much pressure on the drill handle.
Is it possible to drill with a Pobedit drill?
Any master of finishing work will tell you that drilling metal with Pobedit equipment is unacceptable. Pobedite drills are designed for hard and, at the same time, brittle materials. These include natural stone, brick, concrete. When it hits metal, the drill will hit the surface and damage it, but there will be no hole.
Pobedit drills
How to drill large diameter holes?
Drilling large holes in metal requires the use of appropriate equipment. You can do the work in several ways:
- Crown for metal surfaces. It is a circle of the required diameter with sharpened edges. There is a drill in the center that pierces the metal. Next, at low engine speeds, the bit makes a hole of the selected diameter. During work, it is necessary to use forced cooling of the sharp edges of the crown and the surface being treated.
- Multi-stage operation. This implies the use of several metal drills of different diameters. Work begins with equipment of the smallest diameter and increases as drilling progresses.
- Cone-shaped equipment (stepped). Designed for working with thin sheet metal.
Builders recommend using crowns. However, when working with them, it is necessary not to increase the speed and ensure that all the teeth running around the circumference are intact.
How to avoid dulling a tool?
The tool becomes dull because it overheats during use. To maintain sharpness, drilling should be done at low speed. There is no need to press the power button all the way down. When drilling thick workpieces, you need to use coolants or pastes.
If there is no cooling lubricant, machine oil can be used instead. Coolant keeps the tool from overheating and reduces friction.
Metal crown
Large holes in metal, plastic, wood, etc. with a diameter of 19 to 102 mm. Conveniently done using a bimetallic crown from Hilti.
The bits performed very well when drilling a large number of holes for fittings in metal cable boxes (metal thickness 2 mm).
A clear advantage is that the crown is collapsible. If the centering drill becomes dull or breaks, the cost of replacement is about 250 rubles.
But for each diameter you will have to use a separate crown, the price of which (depending on the diameter) is from 400 to 1200 rubles. Add 1000 rubles here. to the adapter.
Cone step drill
The most popular are drills with a diameter of 0t 6 to 30 mm. (less often up to 40 mm.) in increments of 2 mm. That is, 6, 8, 10, 12 mm. etc. Typically used for drilling sheet metal up to 2mm thick. and plastic up to 5 mm thick. The undeniable advantage of this drill is that for 1500 ─ 3000 rubles. you buy about 10 ─ 15 diameters.
If when drilling plastic, the drill behaves very well, then drilling holes of large diameters in metal is associated with some difficulties: with large volumes of work, a 6 mm drill quickly becomes dull; Drilling large diameter holes requires significant physical effort.