Drilling holes in metal
Metal products, compared to parts made from other materials, have increased hardness and strength, so to successfully work with them requires adherence to the technological process and the use of high-quality cutting tools.
Tools for metal drilling:
- Electric or hand drill;
- Twist drill;
- Kerner;
- Hammer;
- Protective glasses.
Metal drills are selected based on the diameters of the holes and the properties of the material being processed. As a rule, they are made from high-speed steels, such as R6M5K5, R6M5, R4M2. Carbide drills are used to work with cast iron, carbon and alloy hardened steels, stainless steel, and other difficult-to-cut materials.
The power of the electric drill must be designed to drill a hole of the required diameter. Manufacturers of power tools indicate the corresponding technical specifications on the product. For example, for drills with a power of 500...700 W, the maximum drilling diameter for metal is 10...13 mm.
There are blind, incomplete, and through holes. They can be used to connect parts together using bolts, studs, pins and rivets.
If a hole is drilled for the purpose of cutting threads, you should pay special attention to the choice of drill diameter. Due to its beating, a hole in the chuck occurs, which must be taken into account.
Approximate data are presented in the table.
Drill diameter Hole layout Result
| 5 | 10 | 15 | 20 |
| 0,08 | 0,12 | 0,20 | 0,28 |
| 5,08 | 10,12 | 15,20 | 20,28 |
To reduce the breakdown, drilling is performed in two stages: first with a smaller diameter drill, and then with the main one. The same method of sequential drilling is used when it is necessary to make a hole of large diameter.
How to drill metal correctly with a drill
The peculiarity of drilling metal with a drill is that it is necessary to manually hold the tool, give it the correct position, and also ensure the required cutting speed.
After marking the workpiece, you should mark the center of the future hole. This will prevent the drill from moving away from the specified point. For ease of work, the workpiece should be clamped in a bench vice or placed on a stand so that it takes a stable position. The drill is installed strictly perpendicular to the surface to be drilled. This is important to avoid it breaking.
When drilling metal, you do not need to apply much pressure to the drill. On the contrary, it should decrease as you progress. This will prevent the drill from breaking and will also reduce the formation of burrs on the exit edge of the through hole. Care must be taken to remove chips. If the cutting tool is jammed, it is released by returning it to reverse rotation.
Selecting cutting mode
When using a high-speed steel tool, you can focus on the rotation speed according to the data in the table. When working with carbide drills, the permissible values are 1.5...2 times higher.
Drill diameter, mmRotation speed, rpm
| up to 5 | 6…10 | 11…15 | 16…20 |
| 1300…2000 | 700…1300 | 400…700 | 300…400 |
Drilling of metal products must be carried out with cooling. If it is not used, there is a high probability that the tool will lose its cutting properties due to overheating.
The cleanliness of the hole surface will be quite low. An emulsion is usually used as a coolant for hard steels. At home, machine oil is suitable.
Cast iron and non-ferrous metals can be drilled without coolant.
Features of drilling deep holes
Holes are considered deep if their size is greater than five drill diameters. The peculiarity of the work here lies in the difficulties associated with cooling and chip removal. The length of the cutting part of the tool must be greater than the depth of the hole. Otherwise, the body of the part will block the screw grooves through which chips are removed and liquid for cooling and lubrication is supplied.
First, the hole is drilled with a rigid short drill to a shallow depth. This operation is necessary to set the direction and centering of the main tool. After this, a hole of the required length is made. As you progress, you need to remove metal shavings from time to time. For this purpose, use coolant, hooks, magnets, or turn the part over.
Drilling holes in metal technology tool methods
Metal drilling is one of the many operations that is often performed during metalworking. Drilling is performed for various dismountable/non-separable connections when a certain hole diameter is required for rivet, bolt or stud fasteners.
Metal itself is a highly durable material, so when working with it, regardless of whether you need to drill or cut through it, you use cutting tools that are much stronger than it.
Drilling of metal parts can be done both in special industrial workshops and at home when carrying out various repair work, in a garage or small workshop.
For home drilling, a hand-held electric drill is usually used.
Drilling technology
Drilling holes in metal workpieces or parts is a specific technology for removing thin numerous layers of metal with a drill rotating around its axis. In this case, the main condition for drilling is to keep the drill, fixed in the drill chuck, clearly perpendicular to the workpiece being drilled.
This is especially important when drilling thick metal. If during operation the drill deviates relative to the axis of the hole being drilled, it will simply break. To prevent this from happening, the drill must be firmly fixed. For this purpose, special devices are provided that you can buy at a tool store or make yourself.
Drilling modes
When working with a drill, it is important not only to secure it firmly, but also to choose the optimal mode of its rotation . When processing metal, an important factor remains the number of revolutions made by the drill over a certain period of time and the force that is transmitted to it during this time to ensure penetration into the metal.
For working with metals of different hardness, drills designed for different operating modes are also recommended.
The speed of rotation of the drill directly depends on the thickness and hardness of the metal, as well as the diameter of the drill itself.
The stronger the material being processed and the larger the diameter of the drill, the slower the drilling mode should be. An indicator of a correctly selected mode is long, spiral-shaped chips.
Core marking, template and jig
You can drill through the metal according to the markings made with a core, use a template or a special jig.
A core is a sharpened metal pin made of heavy-duty steel. With its help, a small recess for the drill is made on the metal part prepared for drilling in the place where it is planned to drill a hole.
To do this, the core is placed with its sharp end at the intended drilling point, after which a strong blow is applied to it with a hammer. The tip of the drill is inserted into the recess left by the core and drilling begins, and at the beginning of work the drill will no longer be able to move away from the marked point.
To mark the center of a cylindrical workpiece, experienced mechanics often use a strip of tin bent at 90 degrees.
In this case, one shoulder must correspond to the diameter of the workpiece; it is applied to the workpiece, after which a line is drawn with a pencil along its edge.
The operation is carried out 2-3 times, and the point of intersection of the lines will indicate the center of the cylinder, where a core can be used to make a recess for the drill.
The template is made to mark blanks of the same type, on which several points for drilling are marked. It is very convenient when you need to work with several sheet metal parts that are placed in a common stack and secured together with a clamp.
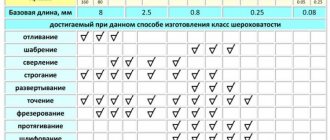
Types of countersinks
The simplest conical models of countersinks consist of a cutter and a shank. The cone angle in the working part can vary from 30 to 120 °. A more complex variation of the tool is the end-tooth cutter. The average number of teeth ranges from 4 to 8. Accordingly, the more precise the countersinking is required, the smaller the cutter surface should be. There are also cylindrical devices that have a guide pin. It fits into the holes being formed, thus ensuring that the formed cylindrical recess coincides with the axis of the hole. This is a universal technique in which drilling, countersinking and reaming of holes are carried out with a tool of a single formation. As a result, the hole formation cycle is simplified and the quality of cleaning adjacent surfaces is improved. Almost all models of countersinks are made from alloy and carbon tool steels.
Drilling holes in metal and wood
The production of many metal parts involves the creation of various types of holes in the structure. They can be through or blind. Drilling holes is carried out during plumbing work.
These operations make it possible to obtain holes of various diameters and the required depth. The technology for drilling holes in metal is brought into accordance with the technological map.
The drawing indicates the dimensions of the hole, the tolerance value, design features (for example, constant or variable diameter, chamfering from one or both edges, and so on).
Types of holes and methods for drilling them
In the theory of metalworking, all holes are divided according to the following criteria:
- purpose;
- geometric dimensions and depth;
- degree of processing.
They are divided according to their purpose: for fastening two or more elements, subsequent threading, and inserting individual structural elements.
Based on the second criterion, the following types are considered:
- end-to-end;
- deaf (including deep);
- half;
- large diameter.
A special place is occupied by holes that are prepared for cutting internal threads. In this case, drilling and reaming of holes is carried out taking into account the future diameter of the screwed-in element with an external thread. For each hole, different drilling methods are chosen.
Since drilling is a mechanical cutting process of metal, the necessary processing methods should be selected to obtain the desired result. To produce through holes in parts, it is necessary to consider a system for fastening them, which will not allow damage to the surface located behind the part. It is most advisable to use a vice or clamps.
To make blind or half holes, it is necessary to provide an accurate stop of the drill, which will provide the required size. Drilling large holes requires the use of special equipment.
If it is necessary to obtain holes of different diameters, you should select the required set of drills or use machines with numerical control.
They will allow you to automatically replace the drill with a tool with a given diameter.
Equipment and accessories for drilling
A tool for drilling holes has been developed for each stage. At the preparatory stage, the following tools are used to accurately mark the location of the future hole. To do this, use: a core, a special template or a jig.
The core is a well-sharpened rod made of durable tool steel. With its help, a depression is made on the surface of the workpiece, at the point where it is planned to drill.
Once in this recess, the drill does not slip on the surface and accurate drilling is performed.
To increase productivity, mass production plants make special templates. They allow you to mark the locations of future holes in workpieces of the same type.
Special templates are used for drilling on cylindrical surfaces. They are made from a steel strip bent at a right angle.
A small hole is drilled on one of the surfaces, which will later allow a core to make a mark on the cylindrical surface.
To obtain increased marking accuracy, maintain the vertical position of the drill and maintain the specified distance, a tool called a jig is used between the holes. In addition, it is used when drilling thin-walled products for which strong mechanical impact is not possible (for example, hitting a core with a hammer).
In addition to these products, tools and devices are used that allow drilling with a drill with its rigid fixation. For this purpose I use:
- guide clamp;
- holding stand;
- jig to direct the movement of the drill.
The first two devices are made for a specific electric drill design. The jig allows you to accurately guide the drill to the location of the future hole. It is successfully used for sizes not exceeding 20 millimeters. Therefore, when making large-diameter holes using a jig, preliminary drilling is performed.
All these problems are easily solved by using drilling or lathes. Drilling machines are divided into three categories:
- universal;
- specialized;
- special.
They are classified according to the following criteria:
- table design;
- level of automation;
- number of available spindles;
- degree of accuracy;
- availability of additional features.
The first category of machines allows you to solve almost the entire range of problems in the production of holes. A serious limitation is the permissible distance over which the chuck with a fixed drill can move.
This circumstance does not allow drilling to great depths. In this case, specialized machines are used. To increase labor productivity and increase the number of similar parts produced, special units are designed.
They are able to perform a list of necessary operations with high accuracy and speed.
By design, such machines are available with one or more spindles. The design of the table is varied: regular, floating, lifting and others. The level of automation is determined by the way drilling operations are performed. The simplest machines are manual and mechanical. Automatic and numerically controlled machines are more advanced.
In addition to drilling machines, various lathes are used to solve these problems.
To make holes on a lathe, a drill is secured in the headstock spindle, and a workpiece is secured in the tailstock.
On lathes you can perform the entire list of operations related to making holes: drilling itself, drilling followed by reaming or countersinking.
Advice from the experts
When carrying out work, I advise professionals to pay attention to the following features. They are divided into three categories:
- preliminary (preparatory) stage;
- stage of work;
- compliance with safety regulations.
At the first stage you need:
- select the necessary equipment (machine, electric or hand drill), depending on existing capabilities;
- based on standards and reference literature, determine cutting modes and acceptable types of drills for future operations;
- choose a marking tool (if this is not available, make it yourself);
- select a drill fixation device.
The preliminary stage should end with checking the reliability of the fastening of the drill and the workpiece. If a drill lock is used, its reliability should be checked.
Work on drilling holes must be carried out in strict sequence with the drawn up technological map or technical process. Particular attention should be paid to:
- the drill must be brought to the location of the future hole only after it has reached the specified rotation speed;
- The drill should be removed only while it is rotating (preferably at minimum speed if it is possible to change the rotation speed);
- monitor the cutting process (for example, if the cutting edge does not perform a drilling operation, therefore, the drill material is softer than the workpiece material);
- for drilling non-through holes, it is necessary to provide a clamp or mark that allows you to determine the depth of the passage in the material;
- When working on CNC-equipped machines, it is necessary to control the sequence of operations performed.
An important element when carrying out drilling work is compliance with safety regulations. It requires compliance with the following rules:
- ensuring reliable fastening of all structural elements;
- organizing conditions for removing the resulting chips;
- compliance with the temperature regime (preventing overheating of the drill and workpiece);
- use of special clothing and protective equipment (hands, eyes, open areas of the body);
- there should be no loose elements hanging on the clothing;
- long hair should be tucked into a headdress (this will prevent it from getting wrapped around the rotating elements of the machine).
Using professional advice will allow you to perform the drilling operation efficiently and obtain holes with a high degree of accuracy in the places specified in the design documentation.
, please select a piece of text and press Ctrl+Enter.
Radial drilling machines
The radial drilling machine belongs to the category of universal ones, which is why it has become very popular in production. Its main purpose is to process holes. Capable of performing the entire range of basic operations typical of radial drilling machines - drilling and reaming. It can also be used for countersinking. The basic operations also include the operations of reaming, trimming ends, cutting threads using taps, etc.
The range of operations performed by a radial drilling machine can be significantly increased by using fixtures and special tools. For example, the use of appropriate equipment on a 2n55 radial drilling machine makes it possible to turn internal grooves, cut round plates from sheets and many other operations that are normally performed on boring machines.
The radial drilling machine 2n55 uses preselective control of speeds and feeds, and easy hydraulic control of the spindle friction. It is possible to disconnect the spindle from the gearbox; there are reliable hydraulic clamps of the column and drilling head, which can work both together and separately. All controls of a radial drilling machine are located in a small area. All of the above can significantly reduce auxiliary time. If frequent tool changes are required when working on a radial drilling machine, machine manufacturers recommend using a quick-change chuck, and when cutting threads, a safety chuck for taps.
The 2C550 radial drilling machine (Fig. 3) is designed for processing holes in medium and large parts. The 2C550 drilling machine performs the following types of work: drilling, countersinking, reaming, facing and threading. The 2C550 radial drilling machine is effectively used in individual, small-scale and mass production.
Drilling and reaming technology
Drilling holes in workpieces and parts can be carried out both according to the markings and according to the jig. When performing work, you should adhere to certain recommendations:
- When drilling through holes, you need to pay attention to the method of fastening the workpiece. In cases where it is mounted on a table, a lining is used, thanks to which the free exit of the cutting tool after processing will be possible.
- The cutting tool is brought to the workpiece to be processed after the spindle rotation is turned on. During the liner, make sure that the load on the drill in contact with the surface of the workpiece is minimal.
- The spindle must be stopped after the drill has left the material. If you stop the rotation of the spindle before the drill comes out, this will most likely lead to damage to the cutting edge of the drill itself.
- If during the process of drilling a workpiece there are extraneous noises, vibrations that occur when the technology is violated or the drill is deformed, then you should first remove the cutting tool from the workpiece, and then stop the rotation of the spindle and the operation of the machine.
- To drill holes with a depth 5 times greater than its diameter, during the work you should remove the drill from the workpiece from time to time. This is required, firstly, to remove chips, and, secondly, for lubrication, which helps protect the drill from breakage and dullness.
- When performing operations for drilling large holes with a diameter of over 25 mm, processing should be carried out in stages, including reaming/countersinking.
- Drilling of parts made of steel or other alloys with high viscosity is carried out using coolant to protect the drill from wear.
- It is necessary to drill workpieces only in those modes that are indicated in the technological maps or reference tables.
Drilling according to markings
Rice. 1. Drilling holes according to the markings:
a – marking and punching the center of the hole; b – marking and punching of the control circle; c – moving the drill away from the center of the hole; d – correction of the drill direction; 1 – mark from the center punch; 2 – groove from a pre-drilled hole; 3 – machined hole
This type of processing of workpieces is carried out in several stages:
When pre-drilling, drill a small hole (0.25d). Next, the spindle with the drill is retracted to check the prepared hole with the original markings.
If the result of preliminary drilling is satisfactory (Fig. 1, b), final processing is carried out, for which work continues until the cutting tool leaves the part.
If a bevel occurs and the hole being drilled goes away (Fig. 1, c), an adjustment is made using a cross-section tool - grooves are cut in the direction where the hole needs to be moved (Fig. 1, d).
Thanks to the guides for the drill, the direction is set in the desired direction to correct the bevel.
Drilling on the jig
The jigs are designed to guide the cutting tool of the machine during drilling operations, as well as to fix the part, taking into account the specified requirements. The use of special designs allows you to set the direction and increase accuracy when processing parts. When drilling, the master installs the jig and the workpiece, removes them, and also turns the spindle feed on/off.
Through and blind holes
When processing parts, there are 2 types of holes:
- through, which pass through the entire thickness of the workpiece being processed;
- blind, drilled to a specified length.
Drilling through holes is significantly different from drilling blind holes. When drilling holes of the first type, when the cutting tool leaves the workpiece, the resistance of the workpiece decreases abruptly.
It must be remembered that if the spindle rotation speed is not reduced during drill exit, this can lead to jamming and, as a rule, breakage of the cutting tool.
This often occurs during the processing of thin workpieces, where drilling of both discontinuous holes and holes located at an angle of 90˚ relative to each other is required.
For this reason, the drilling operation in these cases is performed at high spindle feed speed. Towards the end of drilling, you should turn off the transmission speed and perform additional drilling manually at a lower speed.
Drilling workpieces with manual feed of the cutting tool is also performed with a decrease in feed speed until the drill exits. In this case, processing is performed smoothly, without jerking.
Blind holes are obtained in one of three ways:
- If the machine is equipped with a special device for automatically turning off the speed when the cutting tool reaches a certain depth, then before performing the drilling operation it is adjusted accordingly to a specific depth.
- In cases where the machine does not have these devices, the processing depth can be determined by using a chuck (Fig. 2, a), which has the ability to adjust the stop. The sleeve is moved and set to a specific processing depth. Using a chuck you can achieve depth accuracy of 0.1-0.5 mm.
Rice. 2. Device for limiting spindle feed movement:
a – chuck with adjustable stop; b – thrust ring; 1 – chuck body with drill; 2 – thrust bushing; 3 – conductor bushing
- In cases where high accuracy is not required, you can use a stop in the form of a sleeve, which is fixed to the cutting tool (Fig. 2, b). The spindle feeds until the drill deepens into the part to the specified mark.
In addition, the depth when drilling blind holes in workpieces can be checked using a special tool - a depth gauge. However, in this case, additional time costs arise, since during drilling it will be necessary to remove the cutting tool from the hole.
Drilling holes
To perform operations for drilling holes with a diameter greater than 25 mm, drilling is carried out in 2 stages. The first step is to drill a hole with a cutting tool of a smaller diameter, and then with a drill of the diameter required for this hole.
It should be taken into account that the diameter of the smaller hole should be selected so that it is approximately equal to the length of the cutting edge of the 2nd drill. This value is selected in order to significantly reduce the cutting force when machining a part with a cutting tool of larger diameter.
For this operation, the cutting tool is selected taking into account the minimum hole diameter. It is worth remembering that only those holes that were obtained through preliminary drilling are subject to drilling.
It is extremely undesirable to carry out drilling in cases where the holes were obtained by stamping and other methods, since this is a high probability of the drill coming out. Otherwise, the rules and safety precautions for drilling coincide with the rules and safety precautions for drilling holes.
Thread cutting on aluminum
Internal and external threads on duralumin parts are made using all conventional methods of mechanical processing, also by rolling with plastic deformation of the material (sketch 5). The ideal threads are made on thermally hardened duralumin alloys. Up to a diameter of 6 mm, ordinary taps for steel are used, and for large diameters, special taps for aluminum are used. Aluminum taps have larger flutes to remove chips.
READ Chain Sharpening Machine Sadko
To make external threads, ordinary dies are usually used, as well as plastic rolling methods without the formation of chips.
Sketch 5 – Cutting threads in aluminum
What you need to know about drilling holes in metal
You can secure a metal sheet or part using a variety of fasteners. However, you need to make holes for them. Drilling holes in metal requires a person to use special tools. To carry out the work without difficulty, you need to be able to choose equipment and work with workpieces of different sizes.
Drilling holes in metal
Equipment types
Drilling begins with preparing tools for work. You can make holes using a screwdriver, drill or a special drilling machine.
To make a hole, you need to select the appropriate equipment. For metal workpieces, you need to choose specialized equipment that is suitable specifically for this material. This is due to the fact that equipment for wood, concrete or ceramic tiles have different sharpening and shape. Tooling for metal products is marked with the letters HSS.
The working part of the tool is coated with titanium nitride coating, which increases their strength and wear resistance. For hard steels, a different tooling is used, which is designated P18. The strength of the tool increases when cobalt is added to its composition. An example of marking is P6M5K5.
To drill alloy steel, drills with a tip made of carbide are used. With their help, you can drill any metal workpieces, however, due to the high price, this is not cost-effective.
When the hole is made, you can select a drill for the thread. Its diameter will depend on the previously used equipment. To make holes of different diameters in thin metal sheets, you can use cone drills.
Is it possible to drill with a drill in concrete?
Situations often arise when it is difficult to find a tool for drilling metal products at a construction site, but there is equipment for working with concrete. You cannot make holes of large diameter or in thick metal sheets with concrete drills. Otherwise, you may break the equipment or damage the surface being processed.
How to drill with a step drill?
On sale you can find stepped structures for creating holes in metal of various diameters. Several drills of different diameters are fixed on one axis. They are designed to create holes of various sizes in thin sheet metal. When working, do not rush or put too much pressure on the drill handle.
Is it possible to drill with a Pobedit drill?
Any master of finishing work will tell you that drilling metal with Pobedit equipment is unacceptable. Pobedite drills are designed for hard and, at the same time, brittle materials. These include natural stone, brick, concrete. When it hits metal, the drill will hit the surface and damage it, but there will be no hole.
Pobedit drills
How to drill large diameter holes?
Drilling large holes in metal requires the use of appropriate equipment. You can do the work in several ways:
- Crown for metal surfaces. It is a circle of the required diameter with sharpened edges. There is a drill in the center that pierces the metal. Next, at low engine speeds, the bit makes a hole of the selected diameter. During work, it is necessary to use forced cooling of the sharp edges of the crown and the surface being treated.
- Multi-stage operation. This implies the use of several metal drills of different diameters. Work begins with equipment of the smallest diameter and increases as drilling progresses.
- Cone-shaped equipment (stepped). Designed for working with thin sheet metal.
Builders recommend using crowns. However, when working with them, it is necessary not to increase the speed and ensure that all the teeth running around the circumference are intact.
How to avoid dulling a tool?
The tool becomes dull because it overheats during use. To maintain sharpness, drilling should be done at low speed. There is no need to press the power button all the way down. When drilling thick workpieces, you need to use coolants or pastes.
If there is no cooling lubricant, machine oil can be used instead. Coolant keeps the tool from overheating and reduces friction.
How to drill metal correctly?
When you turn on the tool, the drill may slide to the side, which makes it difficult to make a hole in the selected location. You can cope with this problem using a core. It is a metal cylinder with a sharp point at one end. It is necessary to attach the sharp end to the marking and hit the back side of the core with a hammer. There will be a notch on the metal through which a hole is drilled.
Drilling thick workpieces
Not many novice craftsmen know how to drill a hole in thick metal. Deep drilling is more difficult than usual. In production, it is carried out using lathes. In them, the workpiece is fixed in a movable spindle, which rotates it.
If it is not possible to use industrial equipment, you can drill a deep hole using a drill. To do this, you need to purchase special guides for power tools. Additionally, it is necessary to use machine oil for cooling. During operation, you need to stop periodically to clean out the chips and allow it to cool.
How to drill with a drill?
Drilling metal with a drill requires following some recommendations:
- To make a hole you will need an electric drill, a core punch, a hammer, machine oil and safety glasses.
- Initially make markings.
- Wear safety glasses.
- When the pressure on the drill is low, you need to select the low speed position and start working.
- Don’t forget to water the area being treated with coolant.
If you follow the technology and use high-quality tools, you can make holes of different diameters and depths. To drill straight holes or accurately select the depth, you can use a device called a “depth stop.” It is attached to an electric drill and adjusted to the desired depth.
Drilling metal with a drill
How to drill with a screwdriver?
You can drill metal workpieces not only using industrial equipment or an electric drill, but also using a cordless screwdriver. This power tool is low power. Because of this, it is suitable for drilling holes of small diameter and depth.
Drilling is performed using industrial equipment and power tools. It is important to choose the right equipment and take into account the depth and diameter of the hole. To ensure that your equipment lasts longer, you should use coolant. You need to drill perpendicularly to avoid damage to the workpiece or tool.
Subscribe to the channel, like, repost, and we will post useful information about metals for you! You can also visit our website, where you will find a lot of information about metals, alloys and their processing.
Safety, general tips
When working with power tools, it is important to remember human safety and prevent premature wear of the tool and possible defects. In this regard, we have collected some useful tips:
- Before work, you need to check the fastenings of all elements.
- When working on a machine or with an electric drill, clothing should not contain elements that could be affected by rotating parts. Protect your eyes from chips with glasses.
- When approaching the metal surface, the drill must already be rotating, otherwise it will quickly become dull.
- You need to remove the drill from the hole without turning off the drill, reducing the speed if possible.
- If the drill does not penetrate deep into the metal, it means that its hardness is lower than that of the workpiece. Increased hardness of steel can be detected by running a file over the sample - the absence of traces indicates increased hardness. In this case, the drill must be selected from carbide with additives and operated at low speeds with low feed.
- If a small-diameter drill does not fit well in the chuck, wrap a few turns of brass wire around its shank, increasing the grip diameter.
- If the surface of the workpiece is polished, put a felt washer on the drill to ensure that it does not cause scratches even when it comes into contact with the drill chuck. When fastening workpieces made of polished or chrome-plated steel, use fabric or leather spacers.
- When making deep holes, a rectangular piece of foam placed on a drill can serve as a meter and at the same time, while rotating, blow away small chips.
rmnt.ru