It would seem that there is something complicated in the pipes? Connect and twist... But, if you are not a plumber or an engineer with a specialized education, then questions will definitely arise for answers to which you will have to go wherever you look. And most likely the first thing they look at is the Internet)
We have previously talked about the diameters of metal pipes in this material. Today we will try to clarify the threaded connections of pipes for various purposes. We tried not to clutter the article with definitions. The basic terminology is contained in GOST 11708-82, which everyone can familiarize themselves with.
Main characteristics of inch thread
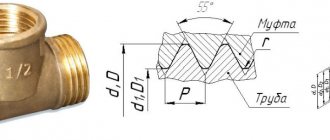
Thread sizes in inches and much other information are indicated in the regulatory documentation, which is related to GOST 6111-52. Like any other thread, the thread under consideration is characterized by two main parameters: the diameter of the outer turns and their pitch. Their features include the following points:
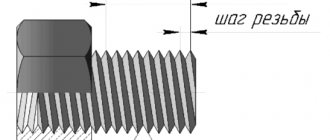
- The pitch of an inch thread determines the distance at which the threads are relative to each other. It is worth considering that this metric size determines how strong the connection will be. Some inch thread parameters must remain unchanged along the entire length of the pipe. For example, the pitch must remain the same, otherwise the pipe or fitting may become difficult to use.
- The outer diameter is measured between the top points of the ridges being created. In this case, the dimensions of the pipe thread are quite easy to determine, since you can use a conventional measuring device.
- The inner diameter is much easier to determine. This indicator is characterized by the distance from one lowest point to another, located on the opposite side of the pipe.
By measuring the dimensions of the threads, you can calculate the profile height. To determine this indicator, it is enough to subtract the smaller one from the larger indicator.
The size table is used to compare the metric version with the inch version. It is used to select pipes and fittings. This table indicates thread diameters and other important indicators.
Basic parameters of inch threads
An inch thread gauge allows you to determine the main indicators. This tool works on the principle of a template when a marked thread gauge is screwed on. When the thread gauge moves smoothly, the thread size can be determined with high accuracy.
What is a thread gauge?
The thread gauge consists of a set of toothed combs, each of which has a certain distance between adjacent protrusions corresponding to the thread pitch. All combs rotate on axes fixed in the housing. The ground surfaces and configuration of the dies allow them to be used freely when determining the pitch of internal and external threads. The body is stamped “M60” for metric thread gauges and “D55” for inch gauges. The thread pitch value is stamped on the front surface of each comb.
The dies are made from tool steels of type U7, 8ХФ or ХВ4 in accordance with GOST 5950-85, characterized by reduced hardenability but a low coefficient of thermal expansion, which makes it possible to accurately use thread gauges in a wide range of external temperatures.
The profiles of the measuring combs are designed in such a way that during measurement, not only the pitch of the thread is determined, but also the degree of filling of its profile, as well as the number of threads (turns) of the thread. The latter is important when parts with ground threads are used, which can sometimes be damaged by the grinding wheel.
Types of inch threads
Pipe threads are created using a special tool. Considering the types of inch threads, we note two main types:
- UNF inch cylindrical thread has become very widespread, as it is cut on a cylindrical surface and has very high strength. American thread is used to create a wide variety of designs, for example, components for cars. The American UNS standard is extremely rare in Europe.
- Inch tapered threads also have high strength and are suitable for solving a wide variety of problems. It is much less common, but is still used by many manufacturers.
The Brix version and other varieties can also be classified according to the following criteria:
- accuracy class;
- cutting direction;
- application area.
Tapered threads are much less common, but are still used in the production of various parts. In addition, UNC threads and Whitworth threads are included in almost all reference books.
Pipe inch thread
A special feature of pipe threads is that the documentation always indicates only the internal diameter of the pipe. This does not take into account the thickness of the walls. Inch pipes are characterized by the following features:
- A thread is a screw-type groove with a constant pitch and cross-section. It can be applied to pipes made of various materials.
- For pipe options, the main parameters are indicated in inches. Please note that one inch is 25.4 mm.
- The internal diameter of an inch pipe can be indicated in special tables. This parameter is used to calculate the height of the coil. They have sharper ridges and depressions.
- The threads of the grooves created are slightly twisted. Due to this, cylindrical pipe threads have higher strength.
- As previously noted, the profile of the coils may differ: cylindrical and conical.
The proliferation of water pipes with this type of thread can be associated with the ease of installation work. The most common types of pipes are:
- With 14 threads per inch. In this case, the pitch is 1.814 mm.
- With 11 threads per inch. This version has a pitch of 2.309 mm.
Metric and tubular versions are manufactured using similar technologies. It is worth considering that thread cutting can be done manually or mechanically. Cutting when using hand tools is carried out as follows:
- A clamping vice is used to secure the workpiece. Special holders can be used to use tools
- The die is designed to create the outer surface, the tap is intended to create the inner surface.
- Before performing work, the tool and the workpiece should be lubricated with a special substance that simplifies the use of the tool. Cutting is carried out by rotating the tool.
- To improve the quality of the resulting turns, the procedure is repeated several times.
Inch thread table
A lathe can be used to automate the process. The work is carried out according to the following algorithm:
- A special cutter is used to form coils on the surface.
- The pipe being processed is fixed in a clamping chuck.
- In most cases, a chamfer is created at the end of the pipe with a conventional through cutter, after which the appropriate speed of movement of the caliper is adjusted.
- It is worth considering that only an appropriate machine is suitable for cutting the surface in question. It must have a threaded feed.
In industry, only machine tools are used, since by automating the process, the process is accelerated and the cost of the product is reduced.
Designation principles
To determine the main qualities, you need to understand its designation. The thread designation in the drawings is slightly different from those used by the manufacturer in the production of products. Thread tables allow you to determine the main characteristics only by designation.
The features of the marking include the following points:
- Symbol for the thread in question G.
- The diameter size is indicated after the letter. An example of notation is 1 ½.
- The symbol L indicates that the turns are left-handed.
- The next symbol H indicates the accuracy class.
- The make-up length is represented by numbers at the end of the marking.
The designation of a tapered thread in the drawing provides an indication of the accuracy class. A symbol indicating the accuracy class may be indicated in the technical documentation. The creation of turns is carried out in compliance with one of three classes. In addition, the letters “A” and “B” may be indicated next to the number: the first indicates an external indicator, the second internal. The first class corresponds to the coarsest threads, the third is the highest quality.
Accuracy classes
In accordance with GOST, there are three accuracy classes for inch threads, designated by numbers 1, 2, 3. The degree of accuracy increases with increasing class numbers. Thus, class 1 includes threads that have minimum accuracy requirements. Class 3 threads are the most accurate and the most stringent requirements apply to their dimensions.
When designating the accuracy class, the letters A (for external) and B (for internal) are also used to indicate the type of thread. Accordingly, the full designations for external threads are presented as 1A, 2A and 3A, and for internal threads - 1B, 2B and 3B.
Correspondence of two notation systems
Metric and inch threads have a relatively small number of differences. Let's take the following signs as an example:
- Shape of the threaded flange profile.
- The procedure for determining the diameter and pitch of the coils.
Various units of measurement are used to indicate the main parameters. When considering a pipe inch in millimeters, it should be taken into account that the indicator is not standard, it is 3.324 cm. Therefore, inch threads in millimeters with a non-standard designation ¾ in terms of the metric designation is 25 mm. The translation is carried out quite often, since the diametrical size is important when choosing fittings and other elements. A table of inch and metric threads can be found in special reference books.
Differences between inch and metric threads
It is worth considering the fact that not many versions of metric and inch coils are compatible. That is why, in most cases, translation is performed to determine the diametrical size of the product on which the connecting surface is cut.
How to determine the diameter of a bolt in inches?
In the United States, fasteners are manufactured to ANSI and SAE standards, which use inches as units of measurement. Thread diameters up to 1/4″ are designated by numbers from No. 0 to No. 12, and diameters over 1/4″ are expressed as a whole number or fractions of an inch, for example: 1/2″ or 1 3/8″. Therefore, when placing an order for inch bolts, you need to know the fastener parameters in the American system of measures.
Using a caliper, we measure the diameter of the threaded part of the hardware. In our case - 9.52 mm. We convert the resulting value into fractions of an inch using the table and get 3/8″.
| Outer diameter, mm | 1,52 | 1,77 | 2,18 | 2,51 | 2,84 | 3,17 | 3,5 | 4,16 | 4,83 | 5,49 | 6,35 | 7,94 | 9,52 | 11,1 | 12,7 | 25,4 |
| Nominal size | #0 | #1 | #2 | #3 | #4 | #5 | #6 | #8 | #10 | #12 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 1 |
The full table is available at the link
Application of inch threads
To ensure high strength of the created connection with the USA and Canada, the threads in question with an apex angle of 60 degrees are used. An exception is the production of plumbing fixtures. Bolts with inch threads are also found in Europe. They are characterized by high strength. In addition, a screw with an inch thread can be used to create various equipment and mechanisms.
Inch threads in the pipeline ensure high quality connections, since the pipe connection must withstand high pressure and variable loads. However, it began to be used in the production of various equipment, for example, cameras. Some metric versions are similar in their parameters to inch, which provides versatility of use.
In conclusion, we note that English industrial carving should not be confused with that which is widely used today. The old model was used as early as 1841. This version of the design almost completely repeats the one under consideration, but there are still distinctive features. It is worth considering that screws and nuts with such turns do not mate with inch fasteners, which are widely used in America and Canada.
How to determine the strength class of a part?
To assess the strength characteristics of an old bolt, you need to clean its head of dirt and examine the markings. The strength class of metric parts is indicated by a digital code on the head, while other markings may be found on foreign-made fastener heads. For example, the strength of American SAE fasteners can be identified by radial lines - notches on the head. The greater their number, the higher the strength class of the fastener and the higher the permissible tightening force.
Bolt Strength Comparison Table:
| Inch | Metric | ||||||
| Class (SAE) | Marking | Diameter | Tensile Strength, PSI | Class (ISO) | Marking | Diameter | Tensile strength, PSI (MPa) |
| 2 | 1/4″ – 3/4″ | 74.000 SI | 5.6 | M12 - M24 | 72.500 PSI (500 MPa) | ||
| 7/8″ – 1 1/2″ | 60.000 PSI | ||||||
| 5 | 1/4″ – 1″ | 120.000 PSI | 8.8 | M17 - M36 | 120.350 PSI (830 MPa) | ||
| 1″ – 1 1/2″ | 105.000 PSI | ||||||
| 8 | 1/4″ – 1 1/2″ | 150.000 PSI | 10.9 | M6 - M36 | 150.800 PSI (1040 MPa) | ||
The new bolt should not be inferior in strength to the original. Think twice before replacing high-strength original hardware with a low-cost alternative. A few rubles in savings could cost you an engine rebuild or even your life.
When all the parameters of the hardware are determined, you can easily find it in our online store in the “Inch fasteners” section and place an order.