Surface grinding
belongs to methods for improving the surface of heat-treated or non-heat-treated workpieces. Often, grinding surfaces replaces highly labor-intensive operations such as scraping, as well as finishing planing and milling. Its use provides high labor productivity. At the same time, complex units with large dimensions are processed.
The labor time required for fastening and installation is minimal. The use of magnetic tables creates great convenience for work. Surfaces with a flat configuration are ground with the end and periphery of the grinding wheel. In Fig. 1 shows options for processing planes using surface grinding machines.
Rice. 1. Scheme of processing on surface grinding machines with the designation of movements: a-b - with horizontal spindles working as the periphery of the grinding wheel (a - with a rectangular table; b - with a round table); v-d - with vertical spindles, single-spindle, working with the end of the grinding wheel (c - with a round table; d - with a rectangular table); d-f – double-spindle machines operating with the end of a grinding wheel (e – with two vertical spindles; f – with two horizontal spindles)
The edge of the wheel is used to grind parts that have strict tolerances for deviations from flatness:
- joints between critical products, measuring rulers, squares, control platforms;
- workpieces having grooves and shoulders;
- products with low thickness with a tendency to warp;
- workpieces with an insufficiently rigid support surface and unstable fastening on the machine;
- products that create bulges or depressions.
The main technological characteristics that determine grinding modes are always:
- durability of the grinding wheel;
- power of the main drive electric motor;
- roughness of the ground surface;
- specified processing accuracy.
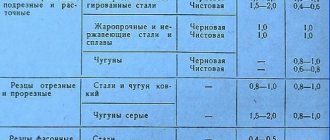
Processing modes are set by the master or technologist. They are often chosen in reference literature. For flat machining with a wheel edge, the cutting conditions factors are:
- grinding depth;
- cross feed parallel to the spindle axis;
- workpiece feed speed;
- speed of the circle.
For the grinding wheel, the speed is selected based on the processing method. It can be fast or normal. The technical capabilities of the machine play a big role. The feed speed of the parts is identical to the longitudinal movement of the platform where they are fixed. By increasing the feed speed of parts, labor productivity increases.
Because of this, at the time of removing large allowances and during preliminary operations, increased feed rates of workpieces are selected. Increasing the feed speed of the part reduces warping and heating of the product during processing. When performing finishing work, the feed speed of the part decreases.
An increase in cross feed causes an increase in productivity. In this case, the roughness of the processing surface becomes greater, and the wheel wears out more intensively. In order to avoid such phenomena, a smaller cross feed is used during finishing operations. Machining performance determines the depth of cut.
It is influenced by the grain size of the wheel, the power of the drive motor of the grinding head, the established standard for surface roughness, as well as a number of other points. If machining is carried out with wheels with large grains, a large cutting depth is used. When grinding surfaces with fine-grained wheels and setting a greater depth, hard wheels become quickly clogged or wear on soft wheels increases.
When working on roughing operations, increased speeds and large cutting depths are used. During finishing operations, all indicators are reduced. To increase grinding accuracy and reduce surface roughness, curing is used at the end of the processing cycle.
Surface grinding work on metal in Moscow
Metal grinding in Moscow is actively developing.
In modern production facilities you practically no longer see old machine tools from the USSR era: they are being replaced by compact modern equipment. It not only allows you to perform metal grinding with better quality, but also has low energy consumption. The possibilities of metal grinding on machines are also changing for the better. If a couple of decades ago machines could only process flat surfaces, today metal profile grinding also works on the surfaces of shaped workpieces.
Numerical control of machine tools
Manual control of machines is a thing of the past, a method that is used only in home workshops, where large volumes are not in question. Modern grinding equipment is equipped with a CNC system that allows you to achieve significant results and improve dimensional accuracy.
Servicing CNC machines is a difficult task, since making even minor changes to the program leads to malfunctions and requires qualified engineering service. At the same time, such machines are widely used on an industrial scale, where productivity plays a role, and product drawings do not have tolerances or they are minimal.
There are not fully automated machines, since it is difficult to find such a design. Often a control program is created only for the spindle, determining its exact location and equipment, CNC allows you to automate the lubrication and cooling system. The remaining problems are solved using traditional methods.
Advertisements for the request “grinding work in Moscow”
You can find out a lot about grinding metal surfaces in Moscow and the price of this service on the Internet.
For example, on message boards for services and vacancies. Thematic catalogs offer information about metal grinding services. But accessing these resources is like playing the lottery, where the winning cry is “bingo!” doesn't always sound like that. If you require complex work, for example, grinding small metal parts, it is better to contact a company that has a personal website with clear information and prices for services.
Video
Metalworking is a rapidly developing area. Over the past years, quite powerful multidisciplinary equipment has appeared, which allows performing operations that are unique in all respects. In addition to surface grinding of metal, the range of services provided includes a fairly wide range of work, for example, internal grinding of metal surfaces, which no industry can do without.
Regardless of the type of services performed, all work is accompanied by such parameters as productivity, accuracy and fairly low cost of the work process. The high quality of work is evidenced by the positive reviews left by grateful clients from Moscow.
Services for grinding and polishing metal products
Along with grinding work on metal, the capital's workshops also perform polishing work, after which the products acquire a pleasant metallic shine and even gloss. Polishing of small metal parts is carried out in cases where there is no need to apply coatings to its surface. For example, along with aluminum grinding, polishing services can be ordered as ancillary services. Along with grinding and polishing of metal, its satin finish stands out - a treatment after which the material acquires a satin shine.
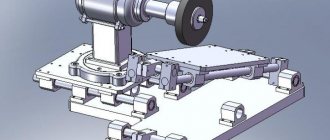
Devices for fastening and installing parts on surface grinding machines
In Fig. Figure 3 shows an electromagnetic table. Its design consists of a body 1, made of welded or cast steel. Cores 5 are mounted in the housing. Non-magnetic layers 2 are fixed between them.
Coils 4 are mounted on the cores from below. They are made of enameled copper wire. The coils are supplied with direct current. The lower part of the body is closed with a lid 6. Handle 3 turns the table into operation. To protect against coolant leakage and sealing, the free volume of the housing is filled with epoxy resin.
The device is mounted in the T-shaped grooves of the plate. Its working surface is ground until the plane of the fixture mirror is completely parallel to the direction of the transverse feed.
Rice. 3. Electromagnetic plate: 1 – housing; 2 – non-magnetic layers; 3 – handle; 4 - coil; 5 - cores; 6 - cover
Surface grinding methods
Metal grinding - services are quite diverse.
The effective tool for performing this type of work can be the periphery or the end of the circle. When circularly grinding metal, high productivity of the equipment is guaranteed, however, during contact with the metal, significant heating occurs, which can affect the accuracy of the operation. According to the method of performing flat metal grinding with a machine, single-pass and double-pass processing are distinguished. In the first case, the machine operates vertically along the entire length of the workpiece and performs the operation in one go. In the second, both ends of the part are processed synchronously, and one pass of the tool is not enough for this.
There is also deep-feed grinding of metal parts with a minimum feed speed. With this method, the allowance is removed with each stroke of the tool, so its replacement is required quite often.
In addition to dry metal grinding, there is wet grinding, which uses water and waterproof sanding paper. But this technology is not so popular, since there is a risk of corrosion on the metal surface.
Grinding wheel for aluminum
The aluminum grinding wheel is a tool for processing, grinding and cleaning non-ferrous metals.
Aluminum has a soft structure, so when working with it it is necessary to use tools with certain hardness characteristics. The work of the grinding wheel is carried out due to the abrasive grains located along its edges. They act on the metal, which is removed in the form of soft shavings.
Today, a wide range of abrasives is used in metalworking, so it is necessary to take a responsible approach to their selection in order for the work to be effective and of high quality.
Materials for the manufacture of abrasives
The grinding material must remain sharp when interacting with metal and not become dull. The quality of the work performed and the duration of operation of the wheel depend on this. When choosing grinding wheels, you should pay attention to such product characteristics as hardness, impact resistance, chipping resistance, and sharpness.
There are several common materials used in the manufacture of abrasive wheels. The most common of these is aluminum oxide - a compound of aluminum and oxygen, which is valued for its hardness, fire resistance and anti-friction properties.
Wheels made of this material are actively used in the processing of steel and its alloys, cast iron products, wrought iron, bronze and other non-ferrous metals. When choosing such a grinding wheel, you should pay attention to the type of work in which its use will be most effective.
Each product is marked with a special code of letters and numbers that indicate the type of processing.
Zirconia alumina wheels use some amount of zirconium oxide. Therefore, such a tool is used only for rough machining of a wide range of aluminum parts.
Silicon carbide is mostly used in grinding soft aluminum, gray cast iron, brass, rubber and stone products.
Ceramic aluminum oxide is one of the latest advancements in the grinding wheel industry. The production of this abrasive component is carried out through gel sintering. This makes it possible to use it for high-precision grinding of small particles, difficult-to-cut metal components.
Grinding grain size
When working with non-ferrous metals, such a characteristic as grain size plays an important role. It denotes the size of individual particles located in a circle. The small number of holes linearly located on the surface of the circle means that such a product is used exclusively for rough metal processing.
Therefore, in metalworking, 10, 16, and 24 grit tools are used to quickly remove large quantities of aluminum in situations where speed rather than precision is a priority.
Fine-grained tools are also used for processing hardened steel and hard alloys, sharpening tools, perfecting the profile of parts, and ensuring the roughness of the processed surface at the level of 0.320-0.080 microns.
Large-size wheels with an index of single particles of 70, 100, 180 show their best side in the fine processing of small-volume products, when the final quality of the manufactured product depends on the jewelry actions of the abrasive wheel - removing burrs, cleaning welding seams, roughing and preliminary operations with metals, work on machines with high power.
Grinding wheel shape
Although the grinding wheel, as its name suggests, has the shape of a circle, the location of the grinding surface, the presence of grooves and recesses on it, determines the type of work in which the tool will show maximum efficiency.
In products with a straight wheel, the grinding surface is located on its outer part. Also, straight-shaped circles may have recesses intended for attaching a flange. Grinding wheels with a lateral grinding surface are used for processing aluminum materials in hard-to-reach places or are used for sharpening the teeth of cutting tools.
In some situations, there is a need for mounted circles - devices of a special shape (cone-shaped, cork-shaped), mounted on a steel mandrel. Their area of application is internal precision grinding.
Type of bundle
A bond is a material that ensures the unity of abrasive grains, which directly affects cutting efficiency. Also, the ligament must be wear-resistant. There are three popular types of ligaments - vitreous, rubber and resinous.
In the production of glassy binders, a mixture of clays is used, which are processed in an oven at high temperature. The result is a glass alloy that, when cooled, forms a strong bond that ensures the integrity of the grains during grinding.
Grinding wheels on this basis are characterized by resistance to interaction with water, acids and oils, and are also resistant to temperature changes. They are distinguished by rigidity, strength and porosity.
Despite their hardness, the vitreous ligaments are fragile and therefore gradually break down under excessive pressure.
Resin bonds are made from organic substances, including synthetic resin. Such circles are suitable for performing manipulations associated with the rapid removal of large amounts of aluminum, although their use in delicate work is also advisable. This versatility makes resin bonded wheels an excellent solution for foundries.
Rubber-based wheels are designed for smooth, high-precision grinding. Therefore, they are used for final processing of small products and removal of burrs.
Results
When choosing the right wheel for a particular type of activity, many factors should be taken into account, including not only the characteristics of the grinding wheel itself - material, hardness, type of bond, grit, shape, but also the type of metal being processed. Aluminum is a soft non-ferrous metal, so when working with it it is better to use wheels with a soft bond that will not damage the product.
Select devices based on the amount of material that needs to be removed. The use of coarse grain allows for deep penetration and rapid removal of large volumes of metal. Fine-grit wheels will help grind and grind bearings.
It is necessary to pay attention to the speed of the circle per minute and not exceed it, since exceeding it will lead to rapid wear of the ligament. Some grinding wheels are made specifically for use in harsh environments.
Consultation with experts and focusing on each of the main characteristics of the grinding wheel will allow you to choose a product suitable for solving specific problems - it can be a universal tool or a specialized device for household or industrial use.
Surface grinding work in neighboring regions
Flat grinding services are also offered in regions adjacent to the Moscow region, and at a lower price.
Many customers, attracted by the opportunity to save money, try to entrust them to enterprises located in other regions, but inevitably lose. The reason is simple: gasoline and freight prices continue to rise steadily. To order cheap metal polishing, you don’t have to go anywhere. The equipment of our workshop, work on “native” and not on rented premises allows us to offer very comfortable prices.
Design features of the equipment
The machine is a device with a cast frame mounted on a stand with a bed cast in the form of a solid tool. Vertical guides are located on the sides of the opening in the center of the frame. For hydraulic or manual movement of the grinding head there is a moving carriage with guides. This arrangement allows you to increase the rigidity of the unit.
Kinematic short chains ensure stable feeding. On the device they look like a rolling nut, a screw and guides. The vertical movement of the grinding headstock and carriage is ensured by a special automatic device, which is mounted on the front wall of the bed.
Rapid vertical movement is ensured by a similar mechanism located behind the machine. Among the main elements of a surface grinding machine are: guard blocks, locking mechanisms, rebound devices (in case of failure of the grinding head). All these devices allow you to work with the machine at the proper level of safety.
Basic machine parameters
When purchasing a metal grinding machine, you should pay attention to the following parameters:
- Table size.
- The rotation speed of the grinding wheel and its diameter.
- Grinding method: with the periphery or the end of the wheel.
- Machine power.
- Supply voltage.
- Work table size.
- Diameter of grinding tool.
- Nominal speed.
- Dimensions.
- Machine weight.
- Price.
An assessment of these parameters is necessary depending on the purpose of the device (for personal use or industrial work) and the required amount of processing of parts.
Metal grinding
What is metal grinding? This technology means its processing using abrasive material. This process is carried out using a special technique and is designed to change the texture of the surface, as well as its other characteristics. Grinding is applied to the outer and inner parts of the metal (flat or cylindrical).
Metal processing characteristics:
- grinding is the final stage of metal processing, which is carried out to create roughness;
- the technology is not suitable for radically changing the dimensions of the product;
- It is possible to obtain the required degree of roughness using modern equipment after processing the workpiece under high temperature.
In the process of metal grinding, a number of features are taken into account:
- cutting depth;
- possibility of cross feeding;
- product movement speed;
- wheel speed (depending on equipment characteristics and outer diameter).
Other metal grinding methods
There are also other, less common metal processing methods:
- Peeling – erasing the top layer if it has been damaged during use. After this, another sanding method must be used.
- Profiling is the most difficult technology, which involves working with a curve or broken line. This is the general name for gear grinding, thread grinding and spline grinding.
- Finishing – grinding, which is used to achieve shine and a polishing effect. This technology removes scratches and stains from the surface of the product.