A surface grinder is a machine that produces high precision flat surfaces, either to within specified tolerances or for finishing purposes. The standard accuracy of a surface grinder depends on the type and other factors, but ±2 microns is achievable on most surface grinders.
The most important component of the machine is the work table, which moves in the longitudinal direction. The longitudinal transmission is usually hydraulically operated, but manual operation is possible. The lateral movement in most cases is also provided by the table, but there are types of machines where the lateral movement is provided by the spindle. Cross feed often uses hydraulics, but can be electric or manual. The grinding wheel rotates in the spindle head and is adjusted in height using a hydraulic, electric, servo motor or manually.
Grinding is carried out with the end (side) of the grinding wheel, or its periphery (entire surface). Depending on the material of the part, it is fixed on the work table using a vice or a magnetic table. The machine provides for supply and filtration of coolant, as well as removal of metal dust.
Surface grinding machines can be classified according to various characteristics.
general description
This device allows you to grind a flat metal surface with high precision. During work, the cleanliness of the treated surface corresponds to class 9–10. This result is compared with a roughness degree of 0.63–0.16 micrometers according to GOST 2789-73.
If additional equipment is installed on a surface grinding machine, it can process not only flat, but also shaped surfaces. Recently, surface grinders have also become available that allow the processing of cone-shaped elements.
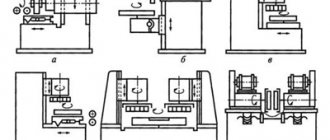
Devices for flat metal grinding are presented in a variety of options, so you can work with parts of different shapes. Thus, a machine with a rectangular table, a support and a horizontal spindle is suitable for processing the periphery of a circle. It grinds end surfaces well within the boundaries indicated by the device casing. This type of surface grinding machines can be found in tool shops.
Universal tools with a rectangular table can have a vertical and horizontal spindle. Their grinding accuracy is not the highest, but they are characterized by good performance due to powerful electric motors, large grinding wheels and increased structural rigidity. This is the difference between universal equipment and devices with a cross support.
CNC surface grinding machine
According to the degree of automation, general-purpose devices are divided into two categories:
- semi-automatic devices that support active control of the operation of a desktop machine;
- non-automated.
General information
To process shaped surfaces, installation of additional equipment is required. Modern surface grinding machines are capable of processing even cone-shaped elements. All general purpose devices can be divided into categories:
- Manual devices.
- Semi-automatic devices that support active control of the operation of a desktop device.
Modern industry allows you to purchase various versions of devices, which will allow you to process parts of various shapes. To process the periphery of a circle, you will need a machine with a support, a horizontal spindle and a rectangular table.
Such a device is ideal for grinding the boundaries of the end surfaces indicated by the device casing. Typically, such devices are purchased for tool shops.
Universal machines with a rectangular table can have a horizontal and vertical spindle They are not characterized by the highest grinding accuracy, but they are characterized by high productivity due to the installed powerful electric motors, large grinding wheels and increased rigidity design. This is precisely the main difference from machines with a cross support.
Grinding methods
Metal processing on surface grinding machines is carried out in two ways:
- the end of the circle;
- periphery.
In the first case, the high productivity of the surface grinding machine is noted. With this type of grinding, the arc of contact between the part and the apparatus is described by an insignificant value. As a result, a fairly high temperature is created in the grinding zone, which somehow reduces the accuracy of the operation (circular feed contributes to a significant decrease in accuracy). In addition, there are some difficulties with removing chips from the surface grinding machine.
Machining the workpiece with the end of the wheel
There are the following grinding techniques using a surface grinder.
Multi-pass processing
The element is fixed on the surface and moves at a speed of about 45 meters per minute. The product is repeatedly moved under the circle, which gradually moves deeper until the allowance is completely removed. The last moves take place without feed or with a small vertical feed.
Single pass circuit
This method is applicable for devices with round tables, when the surface grinding machine runs vertically to its full depth in one pass. Due to this, one revolution of the surface removes the entire allowance. If you need to remove a larger allowance with maximum grinding precision, it is better to take devices with three heads. They are suitable for use in large facilities where mass production is carried out.
Two-way method
The technique involves synchronous grinding of two ends of the part. It takes more than one pass to completely remove the allowance. With this method, the main feed occurs due to the circular or linear feed of the part, and cutting is carried out due to the rotation of the tool.
Regardless of which type of metal peripheral machining is chosen, it will differ from the previously described techniques in that it produces little heat and low cutting force. For this reason, products that are not too hard are processed with the periphery of the circle. It should be noted that the productivity of grinding with the end is always greater than with the periphery.
The following methods of grinding with the periphery of a wheel are distinguished.
Deep
With each stroke, a significant allowance is removed, and the longitudinal feed speed in this case is minimal. Due to the fact that the abrasives located at the end bear the brunt of removal, the circle wears out quite quickly.
With continuous feed
Grinding is carried out if the surface to be processed is limited by shoulders, and is also used to process elements whose height exceeds their width. There is no cross feed with this method, and the accuracy of the work is low. Wear occurs unevenly, so constant adjustment is required.
With transverse intermittent feed
With this technique, even large surfaces are processed efficiently. The height of the grinding tool must always be higher than the cross feed. Transverse reverse and feed of the circle deeper usually occur simultaneously. This technique is characterized by high precision; it is used on surface grinding machines with a round table and a horizontal spindle.
Benchtop Surface Grinder
Types/types of surface grinding machines on spindle
- Vertical spindle (peripheral) surface grinding machines
The periphery of the grinding wheel is in contact with the workpiece, forming a flat surface. Peripheral grinding is carried out in high-precision work on simple flat surfaces, conical and angular surfaces, grooves, recessed surfaces and profiles.In peripheral grinding, the entire surface of the grinding wheel is used, but during processing there is a difference in the speed of the abrasive particles near the central wheel and at its periphery. The outer areas of the wheel experience more friction and cut off more metal at the start of the job. In this case, it is the outer part of the wheel that wears out faster - gradually the working part of the abrasive ceases to be flat and begins to leave noticeable stripes on the metal. In order for the result of peripheral grinding to be predictable, it is necessary to monitor the wear of the working surfaces of the abrasive and replace it in a timely manner. Another effective way is to reduce the abrasive feed and process the workpiece in several approaches.
- Horizontal spindle (wheel) surface grinding machines
The end of the grinding wheel is in contact with a flat surface. Face grinding is often used for rapid material removal (grinding, roughing), but some machines can perform high-precision work. The workpiece is held on a reciprocating table or a rotary table with continuous or index rotation. - Disc and double-disc surface grinders
Disc grinding is similar to peripheral grinding, but with a larger contact area between the disk and the workpiece. Disc sanders are available with both vertical and horizontal spindle types. Double-disc surface grinders work on both sides of the workpiece simultaneously. Disc surface grinders are capable of achieving particularly thin accesses.
Design of surface grinding machine
Let's consider the design features of a surface grinding machine. The cast frame of the device is mounted on a stand, cast with the frame as a single element. There is an opening in the middle of the frame, on either side of which there are vertical guides. A carriage equipped with guides necessary for manual or hydraulic movement of the grinding head moves along them. This arrangement is necessary to increase the rigidity of the unit.
Stable feeds of the surface grinding machine are ensured by kinematic short chains, which are presented in the form of a screw and a rolling nut, as well as guides. A special automatic device, which is mounted on the front wall of the bed, ensures vertical movement of the carriage and grinding headstock. Another similar mechanism is installed at the rear, thanks to which accelerated vertical movement occurs.
A surface grinding machine usually contains the following elements:
- various locking mechanisms;
- fencing blocks;
- rebound devices in case of failure of the grinding head.
The listed devices ensure safety when working with a surface grinding machine.
The best surface grinding machines for a private workshop
Such models have low productivity and small dimensions. They are designed for processing small workpieces, are easy to maintain and have economical energy consumption.
Weiss Machinery MSG818A
4.9
★★★★★
editorial assessment
95%
buyers recommend this product
The features of the model include the ease of moving the workpiece along the working surface due to the presence of double V-shaped and ball guides.
The package includes a cooling system that allows the machine to function without stopping for a long time.
The maximum spindle speed is 2850 rpm, power is 1.5 kW. The manual oil pump ensures easy maintenance of the machine. Its use makes it possible to quickly lubricate moving and hard-to-reach elements, preventing their rapid wear.
Advantages:
- durability;
- high performance;
- halogen lamp;
- ease of maintenance;
- efficient cooling.
Flaws:
- complexity of installation.
Weiss Machinery MSG818A is designed for grinding metal surfaces of various parts. The maximum load on the table is 128 kg, which allows you to efficiently process large workpieces.
Proma PBP-170
4.9
★★★★★
editorial assessment
94%
buyers recommend this product
The ease of transportation of the machine is ensured by the presence of a ring for attaching a transport cable. Ergonomic handles help to securely hold the workpiece during operation. A special screen prevents small particles or sparks from entering the operator.
The grinding wheel speed is 2800 rpm, the work table size is 152x304 mm.
A special feature of the model is the ability to connect to a household electrical network, which allows you to install the equipment in a garage or use it in a private household. Fast rotation of the workpiece facilitates grinding and increases machine productivity.
Advantages:
- high speed of rotation of the circle;
- voltage - 230 V;
- reliable fixation of the part;
- small dimensions;
- operator safety.
Flaws:
- lack of autofeed function.
Proma PBP-170 will be an excellent purchase for sanding at home. It can be used during construction or renovation work.
READ ALSO
16 best electric planers
OSH-2030
4.8
★★★★★
editorial assessment
90%
buyers recommend this product
Convenience of processing parts at different angles is ensured by the presence of flywheels for adjusting the longitudinal, transverse and vertical position of the workpiece.
In addition, for continuous grinding, the operator has the ability to quickly move the table using a rack and pinion.
The power of the main drive is 1.1 kW, the dimensions of the working circle are 150x16x32 mm. Comfort of using the machine is guaranteed by the inclusion of a magnetic plate, a stationary lamp and a cabinet.
Advantages:
- high performance;
- adjusting the position of the part;
- ease of use;
- small dimensions;
- extended equipment.
Flaws:
- small table area.
OSH-2030 is used to perform grinding work on flat, cylindrical or inclined surfaces. It is worth purchasing for both single and small-scale production of products.
Machine repair and modernization
During operation and production of parts put into production, all mechanisms begin to wear out over time . Parts are replaced after the service life of each specific element has expired. This attitude towards equipment increases the accuracy of work and personnel safety. Machines are subject to major overhaul after twenty years of operation.
The manufacturer provides a service life warranty for each element of the machine, but depending on the workload of the equipment, replacement may be required earlier. Modernization of equipment makes it possible to increase the number of parts produced.
How to make a grinding machine yourself
For home use, you can make the machine yourself if you have the available parts. The grinder is the most common model for home use. Its structure and assembly method are extremely simple. For assembly you will need the following parts:
- The frame is made of thick metal corners.
- Engine.
- Rollers in the amount of 4 pieces.
- Springs - 2 pieces.
- Sanding tape.
The inconvenience of using this device for permanent use is the constant stretching of the tape. To regulate the tension of the tape, install springs and use the handle to adjust their length. The handle also serves as a lifting bar for one roller.
Installing crossbars together with such a device allows you to replace the tape less frequently. If the rollers are made of titanium or durable steel, then they will not require replacement. The roller bushings are secured to the frame with strong bolts until they are stationary. The rotating part of the roller is made according to the bearing principle.
Such a machine in your home arsenal will allow you to process metal and wood products. When assembling the machine yourself, special attention should be paid to the engine power. The motor power from the washing machine is enough to process wood. This device can be used to sharpen and polish home tools. To process products that require high precision grinding, it is better to purchase a factory-made machine.
Grinding Techniques
When working on a surface grinding device, the following techniques can be distinguished:
- Multi-pass processing. This technique requires fixing the element on the surface. The speed of its movement during processing reaches 45 meters per minute. The processing method is reduced to repeatedly moving the product under the circle until the allowance is completely removed. In this case, the machine performs the last moves without feed or with a small vertical feed.
- Single pass processing. Used for machines with round tables. With this method, the machine passes vertically to its entire depth in one go. As a result, the entire allowance from the part is removed in one revolution. Devices with three heads allow you to remove large allowances with maximum grinding precision. Such devices are used mainly in mass production.
- Double-sided processing. This technology involves grinding two ends of a part at the same time. With this method, more than one pass of the product will be required to completely remove the allowance. The essence of the method is linear or circular feeding of the part. Due to the rotation of the tool, metal is cut. The periphery of the circle should be used to process products with medium hardness. With the end processing method, productivity will be higher than with the peripheral method.