Electrolyte-plasma mode
Depending on the applied voltage, when an electric current passes through an aqueous electrolyte solution, various modes of electrical processes are observed near the anode.
The first mode is conventional electrolysis, in which the transfer of metal ions occurs and gas evolution is observed depending on the composition of the electrolyte and the material of the electrodes, and is described by classical electrochemistry.
With an increase in the voltage on the electrodes to 60–70 V, a transitional or switching mode is established, when a vapor-plasma shell is periodically formed around the active electrode (anode), with a frequency of about 100 Hz, leading to blocking of the current for 10-4 s.
At a voltage of more than 200 V, a stable vapor-plasma shell is formed around the anode, characterized by small current fluctuations at U=const. In this voltage range (200–350 V) the electrolyte-plasma treatment process occurs. Pulsed electrical discharges occur across the entire treated surface. The combined effect of a chemically active environment and electrical discharges on the surface of a part results in the effect of polishing and cleaning the surface of products.
Advantages of electroplasma polishing compared to electrochemical polishing
When electrochemical polishing you have to work with an acid solution.
As a liquid, it is quite aggressive and gradually destroys the container in which it is located. When a substance is heated, harmful vapors are inevitably released into the air, which is unsafe for the respiratory tract, so the specialist monitoring the process must be wearing a special suit. With electroplasma polishing of stainless steel in Moscow, this problem does not exist. Another advantage of this technique is a better surface finish. She is able to perfectly level it, overcoming a large percentage of roughness. Over time, the liquid that becomes unusable does not need to be disposed of in a “special” way - again, due to its harmlessness.
Technological process of plasma treatment (polishing) for a semi-automated line
Before polishing, the product can be prepared by abrasive mechanical grinding (for example, using sandblasting, drum or vibration).
This will reduce the time of electrolytic plasma polishing in the presence of burrs and other defects of the product. Plasma polishing takes place in 7 main stages:
- Preparing the part for processing
- Manual suspension loading
- Automated operations: energizing raised suspension
- slow descent into electrolyte
- exposure 2–5 minutes
- suspension lift with parts
- power cut
The product is installed on a special suspension, ensuring reliable electrical contact. Then the operating voltage is applied, and the part is slowly immersed in the preheated electrolyte.
During the polishing process, the electrolyte temperature is maintained at 60–90 0C by pumping cooled electrolyte from the preparatory bath to the working bath. After treatment for 2–5 minutes, the product is lifted from the bath and the voltage is turned off. Then the product is washed in warm water and dried with warm air. The quality of the processed surface is checked, the presence of burrs and sharp edges.
Advantages of technology
One of the main advantages of electroplasma polishing in Moscow is the speed of processing.
It is enough for the product to spend a few minutes in the bath to acquire a completed look. No additional dives are required - the entire operation is performed in one go. By the way, “bringing it to gloss” will not only make the part attractive, but also protect it from corrosion. The processing will be of the same quality for simple objects - for example, a profile - and for objects with complex relief, including those with internal cavities.
Specifications
For processing stainless steels and copper alloys, 3–5% aqueous solutions of ammonium sulfate and ammonium chloride are used. When processing other metals and alloys, aqueous solutions of salts with a concentration of no more than 10% are used. The average polishing time is 2–5 minutes, and deburring is 5–20 seconds.
Time: up to 5 min.
Current density: 0.2 – 0.6 A / cm2
Temperature: 60 – 90 °C
Voltage: 200 – 350 V
Removal speed up to 3 µm/min.
Solution acidity: 4 – 8 pH
Concentration of salts in electrolyte: 0,5–10%
Achievable roughness up to Ra 0.01 µm
During the implementation of numerous projects, polishing technology was optimized taking into account the dimensions and shape of the product, the presence of holes and cavities, location on the suspension, the initial state of the surface, the composition of the material and electrolyte, which allows obtaining high quality surfaces with minimal energy costs.
To explain the polishing effect, an electrophysical model of the process is adopted in the literature, i.e. It is assumed that the smoothing of roughness occurs due to microdischarges on the surface protrusions. As for electrochemical processes, they are considered less significant. However, the practice of polishing various metals has shown that the process is very sensitive to the composition of the electrolyte. Moreover, for each metal, in order to obtain the polishing effect, it is necessary to select a separate (special) electrolyte. Compositions of solutions have been developed for polishing low-carbon, low-alloy steels, copper alloys, brass, chromium and other metals and alloys.
Thus, it has been established that the polishing process has a pronounced electrophysical and electrochemical character. In order to reduce energy consumption, surfaces are shielded with various electrical insulating materials (fluoroplastic shields are the most effective).
Composition of electrolyte for processing stainless steel using EPP method
Positive results of polishing stainless austenitic steels of type 12Х18Н10Т are achieved in a solution of the following composition:
- sulfuric acid,
- hydrochloric acid,
- Nitric acid,
- sodium chloride,
- water,
- black acid dye 3M.
Correcting the solution consists of periodically adding water and nitric acid. The treatment is carried out for 3–10 minutes at a temperature of 70–75°C. With an increase in the content of iron salts in the solution, the processing time increases to 15–20 minutes. The quality of the surface during chemical polishing depends on the volumetric density of loading the parts in the bath. If the load is too large, uneven surface treatment occurs, it can be etched and other defects may form due to difficult access of the solution to the surfaces of the products.
Chemical polishing of stainless steel
Author temass
Date
Aug 19, 2016
After reading this article, you will learn how varied a polished pipe is, about the varieties of shapes and sizes. You will also be able to plunge into production moments, learn about manufacturing standards and places of application of these products, and what grinding of stainless steel pipes is.
A polished pipe looks presentable and can be used in open installation
How the product is manufactured according to GOST
Polished stainless steel for pipes is practically no different from the manufacturing process of ordinary stainless pipes, the only difference being the final surface treatment. Such products are:
Welded steel products
Old standards from the 80s of the 20th century designate welded pipes as electric welded, but at the moment this interpretation is not accurate.
Nowadays, welds are made in different ways, each of them using electricity, but this is not considered an electric welding process. So, welding methods:
- Tungsten electrodes in inert gas. In this method, the electrodes are not consumed, but create electrical arcs that cause the edge of the pipe to melt and fuse together.
- Using high frequency induction current.
- Using a laser.
- A beam of electrons. This is considered the most interesting type in connection with the technological process occurring inside a vacuum.
The stainless steel welding technology looks like this: during manufacturing, flat sheets of stainless steel are rolled into a pipe, welded at the seams, calibrated in a roller and sealed, and at the end they must be polished.
Seamless option: price and quality in one
Casting or extrusion is a method in which round pipes are made that are hollow inside, they still need some processing and sizing on the roller.
The following seamless products are distinguished:
- Hot deformation;
- Warm deformation;
- Cold deformation.
According to GOST, warm and cold deformed products undergo heat treatment: they are calcined and given time to cool, free from internal stress inside the metal. If this step is missed, the products will not be as durable.
Surface treatment of pipes 18 x 1 5
Electrochemical polishing. During the process, pipes are immersed in concentrated acid solutions, then the surface is treated internally or externally, surrounded by round electrodes. The last stage is the supply of high current to the structure.
To smooth out the unevenness that has arisen, apply particles to that part of the polished pipe from the anodes to the cathodes. All stainless steel products are involved in this process. Polishing and grinding stainless steel is a very meticulous moment.
There are 2 main types of processing in which stainless steel is polished:
- Abrasive polishing process. It is possible to process the product at the very beginning of the manufacturing stage; this method produces inexpensive polishing of stainless steel. To obtain a polished stainless pipe, small abrasive substances are used; at the final stage of the process, the pipe is polished using the felt method.
- Wet polishing of stainless steel. The process is very similar to dry abrasive polishing, but the difference is the application of abrasive particles with water, and the rest is a process of applying small abrasive particles.
Polished stainless steel pipe looks presentable in any conditions.
Tip: to choose the appropriate polishing method, you need to decide what the pipe size, length and diameter will be, and only then start working.
In some cases, depending on the production, chemical polishing of stainless steel with certain compositions is used.
Standards and sizes of stainless polished mirror pipe: assortment
They are exactly the same as for any other type of pipe, made of corrosion-resistant steel:
- Seamless hot-deformed pipe with a diameter from 55 to 320 millimeters, with a wall thickness of 0.3-3.2 cm;
- Seamless product of cold or warm deformation with a diameter of 6-270 mm, with a wall thickness of 0.02-2.2 cm;
- A welded pipe with a diameter of 9-100 mm and a wall thickness of 0.08-4 cm.
The most popular pipe model is a product whose diameter is quite thin, but they are not very durable, their appearance and wear resistance are also not the best.
The pipes should reflect light like a mirror after polishing
Where the products are used: profile Aisi 304 and others
In most cases, stainless steel pipe goes through a polishing process just to have a good appearance. Why is this done and where is it used?
- In furniture production. For stands, table arches, chair frames. In furniture products, such products not only look beautiful, but also retain their appearance for decades, even if they are regularly washed or touched. Chrome-plated pipes cannot withstand such feats.
- Stainless steel welding technology allows it to be used as railings, fences, cornices and outdoor canopies. The material is able to withstand temperature changes, moisture, wind and atmospheric damage, and remain in its original appearance without any changes. That is why they are so popular among buyers. If you cannot afford stainless steel pipes, use an alternative option - bimetallic products. In the middle there is not expensive black steel, but on the surface there is ordinary stainless steel. Such products are no worse than those presented above.
- For the food industry. On such metal, no liquid products oxidize, are not afraid of rust, and do not leave deposits harmful to human health.
- In medicine. In addition to tools, polished stainless steel is used to produce implants that will not be rejected by the human immune system. This is due to the chemical stability of the material.
We hope the article was useful to you, and after reading it, you will be able to choose the right tool for your noble goals in cooking, medicine or construction for the benefit of humanity. Polished stainless steel pipe has a number of advantages over its competitors.
Chemical and electrochemical polishing
How to Polish Stainless Steel
Stainless steel is widely used for the manufacture of pipelines, the production of industrial equipment, as well as household appliances and various everyday items.
It has gained great popularity due to its corrosion resistance, durability, favorable performance characteristics and aesthetic appearance.
Before use, stainless steel undergoes multi-stage processing, and its final stage is polishing - leveling the surface and eliminating minor defects. How to polish stainless steel?
Mechanical polishing of stainless steel
The traditional method of leveling a metal surface is mechanical polishing using abrasive materials.
With its help, you can not only level the surface, but give it a mirror shine. Polished products look great, this makes it possible to use them in external and internal decoration of premises.
They are used for finishing walls, making various household items and more.
Polishing is carried out using abrasive belts and wheels. They act on the metal surface and clean off a thin layer of metal, eliminating even minor irregularities. There are two main stages of polishing:
- Rough processing. It uses coarse-grained abrasive belts and wheels. When the abrasive contacts the metal, the surface layer melts, and all irregularities are cleaned off, resulting in a completely smooth surface.
- Finishing processing. It is performed using fine pastes and powders. They have a softer effect on the metal; as a result of processing, the surface acquires a mirror shine.
At home, as well as in small production shops and workshops, angle grinders are most often used for mechanical grinding of surfaces - angle grinders, which are also called “grinders”. Work can also be carried out using lathes or pneumatic files. If it is necessary to process a surface of complex shape, work can only be carried out manually.
Chemical methods for polishing stainless steel
It is possible to remove the thin top layer of metal and level the surface not only with the help of mechanical processing.
A chemical method is also used for this - etching, that is, exposure to an aggressive chemical.
The disadvantages of this method are the toxicity of the substances used, as well as the inability to achieve a mirror shine. However, etching as a polishing method also has several significant advantages:
- Rapidity. Surface treatment, unlike mechanical polishing, will require only a few minutes.
- Ability to process parts of any shape and configuration. There is no need to waste effort on manually polishing the metal.
- No power source required. Etching can be carried out in any conditions.
Acid solutions are often used as polishing agents. The initial stage of processing is carried out using sulfuric acid, and the final polishing is carried out using a nitric acid solution. Another option is to use alkaline media. They cannot level the metal, but they remove unnecessary oxide films.
A safer and more convenient option to use are special polishing pastes that contain acids and chlorides.
These pastes are easy to apply due to their jelly-like consistency, but they require careful handling. The components they contain are toxic to humans. Before using them, the surface must be cleaned of dirt and degreased.
The treated metal product is washed with a stream of running water to remove any remaining polishing paste.
Electrochemical polishing of stainless steel
Another popular surface treatment method for stainless steel is the electrolytic process. This polishing is carried out according to the following principle: the part is immersed in an electrolyte and connected to a current source.
The part plays the role of an anode; a special conductive plate is used as a cathode. An electric current is passed through the system, as a result of which the top layer of the surface begins to selectively dissolve and level out.
If the temperature of the electrolyte and the current increase, polishing occurs more intensely, resulting in a thicker layer of metal being removed. The treated surface allows further application of additional galvanic coating. It becomes perfectly smooth and acquires a pleasant shine.
Electroplasma metal polishing
One type of leveling treatment can be called electroplasma polishing. Under the influence of electric current, a plasma cloud is formed around the workpiece; for this purpose, PPPs are used - plasma polishing units. As a result, a thin top layer is removed, its thickness does not exceed several microns.
Electroplasma treatment has several advantages:
- The surface is given a pleasant mirror shine.
- Small burrs are removed from metal products and the surface becomes smooth.
- Excessive sharpness of the edges is removed, they become safe to touch.
Using the UPP, you can process not only stainless steel products, but also parts made of copper and titanium alloys.
offers various types of processed stainless steel metal products.
Mechanical, chemical and electrochemical processing make it possible to create parts with high surface quality; it becomes perfectly smooth.
A wide selection of rolled metal allows you to choose everything you need to solve various problems. To order rolled metal and get exactly what you need, get detailed advice from our specialists.
Polishing stainless steel – a mirror in 5 minutes is real!
Stainless steel polish helps us renew the surface and make it shiny very quickly using a simple mechanical method. But this is not always effective. Which methods are more effective and how accessible are they for household use?
1 What changes does polishing lead to?
Polishing is the final stage in the manufacture of various products. This process consists of melting a surface layer with a thickness of 0.01–0.03 mm.
As a result, all minor defects (microcracks, scratches, cavities, etc.) are eliminated. The surface is perfectly smooth and reflects light.
This effect is achieved due to the fact that the depth of the irregularities is less than the wavelength of visible light.
You can achieve a mirror-like surface of the metal in other ways, for example, by honing. But they usually require special equipment, materials and knowledge. Therefore, their use is justified only when it is necessary to ensure a given accuracy. With polishing everything is much simpler.
Quite simple machines are used for this operation, and a polishing tool can be made even at home. Felt, leather, and soft fabric performed well. Special pastes made from chromium oxide, tripoli or crocus are sold on the market and in stores.
These materials are used for the mechanical method, but there are also chemical methods for surface treatment in special solutions.
Proper preparation of the product is very important. The presence of various defects on the surface is not allowed, so before polishing there is a grinding stage (removal of a thicker layer). To find hidden flaws, polishing starts from the weakest areas.
For example, in welded structures, these are the seams where microcracks or cavities are most often found. Polishing stainless steel, as well as other materials, is done in several approaches, each time selecting a working material of a smaller grain size.
Moreover, it is desirable to reduce the number of operations to a minimum.
2 Mechanical methods - classics accessible to everyone
This is the easiest way to achieve a mirror-smooth surface. It consists in the following. The high rotation speed of the polishing material and the resulting friction leads to an increase in temperature, as a result of which the thinnest surface layer melts and becomes perfectly smooth.
There are two types of polishing – rough and fine. The first is made with coarser-grained materials and is necessary to eliminate surface roughness. The working tools are special pastes or tapes on which abrasive particles are applied.
Finish polishing is the final stage. In this case, special powders and thin polishing pastes, which additionally contain surfactants, have found their use.
They are applied only to soft circles made of elastic material, which are used to rub the product being processed.
You can do polishing by hand, but it will take a lot of time. Therefore, you will have to get a special grinding machine.
Processing begins with the coarsest-grained material, and then each subsequent time it is necessary to reduce the size of the abrasive by half. In this case, it is better not to set the speed above 4500 rpm.
Final polishing begins with areas where small scratches are noticeable.
However, if we are talking about small elements of a simple shape, then it is possible to avoid electropolishing stainless steel and use the manual method.
In this case, a special paste is applied to a piece of felt or other soft fabric, and the surface is rubbed in a circular motion.
Also, the manual method cannot be avoided when processing hard-to-reach places where the grinding machine cannot reach.
3 Chemical polishing - features and recipes
With this method, the product is immersed in a chemical solution and kept for a certain time. It is also very important to observe the temperature regime. As a result of chemical processes, micro-irregularities on the surface melt, and it turns out perfectly smooth.
The main advantage of this method is the speed of polishing; the process usually takes several minutes. You also don’t need a special power tool or power source. You put in minimal effort, unlike the manual method. In addition, the surface is polished evenly regardless of the configuration.
The liquid solution penetrates even the most secluded places of the part.
With all the abundance of advantages, there are also some disadvantages. Firstly, it is less shiny, so this polishing is only applicable when the part does not need a mirror surface.
Secondly, the solution is short-lived, so you will have to work intensively after preparing it. Thirdly, the mixture is very aggressive, so special attention must be paid to safety precautions.
Work is carried out only in special clothing and with good ventilation of the room. Acid-based solutions are used for chemical polishing of stainless steel.
Mix 660 g/l hydrochloric acid, 230 g/l sulfuric acid and 25 g/l acid orange dye. We heat the solution to 70–75 °C and immerse the part in it. It is enough to hold it for about 3 minutes.
In this case, it is advisable to periodically stir the mixture or shake the product, otherwise gas bubbles may accumulate on some areas of the surface, which will negatively affect the quality of polishing.
All recipes assume the use of concentrated acids.
You can also add surfactants (surfactants), glycerin and benzyl alcohol to the solution. The mixture includes 25–35 parts of phosphoric acid, 5 parts of nitric and hydrochloric acid, 0.5 part of sulfosalicylic acid and 0.5 part of disodium salt of ethylenediaminetetraacetic acid (EDTA). You also need 1 part of glycerin, and the content of benzyl alcohol does not exceed 0.1 part.
Triethanolamine, ethylene glycol and oxyphos are used as surfactants; the content of these substances is not more than 0.015; 0.017 and 0.01 parts respectively. The stainless steel product is first degreased with an alkaline solution, then washed in running water and dried.
Meanwhile, heat the mixture to 80 °C and immerse the part in it for a maximum of 3 minutes.
Chemical and electrochemical polishing are fundamentally different from mechanical polishing. Parts treated with these polishing methods also acquire a shiny, attractive and smooth surface. Chemical and electrochemical polishing is carried out with solutions containing active additives. Chemical polishingChemical polishing involves immersing the workpiece for some time in a vessel with a chemically active solution, where, as a result of the resulting chemical and local electrochemical processes, the metal dissolves. Surface roughness is reduced or completely eliminated, and the treated surface becomes shiny. All chemical polishing processes are accompanied by the violent release of gases and vapors of acids or alkalis. During the polishing process, it is recommended to mix the solution or shake the parts in a container. This makes it possible to eliminate the accumulation of gas bubbles in certain areas of the parts, since gas bubbles reduce the quality of polishing. One of the main advantages of chemical polishing is its simplicity. To obtain the required result, it is enough to immerse the workpiece in an appropriate solution for several minutes, without the use of electric current, without mechanical impact. The method does not require complex equipment.
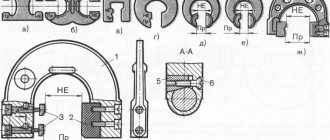
The solutions used are extremely dangerous to human health, and such polishing cannot be carried out at home without appropriate preparation. The surface gloss is less than with electrochemical polishing. Chemical polishing is mainly applied to brass or aluminum parts of complex configurations and small sizes that do not require a mirror finish. Electrochemical polishingElectrochemical polishing is the process of finishing the surface of metals, leading to a decrease in roughness and the appearance of a mirror shine using an electrochemical method. To carry out electrochemical polishing, the workpiece, which is the anode (i.e., the electrode connected to the positive pole of the current source), must be placed in a bath of electrolyte. The second electrode is cathodes made of copper. The diagram shows the flow of the electrochemical polishing process. Due to the specially selected composition of the electrolyte and the conditions created (formation of a film 2 of increased resistance), the dissolution is uneven. First of all, the most protruding points 3 (protrusions) dissolve, as a result of which the roughness decreases and then disappears, and the surface of the part becomes smooth and shiny. |