PAC, or plasma cutting, is the processing of metal using high-temperature ionized gas that conducts current. A plasma torch is used to form a plasma arc.
Figure 1 - Plasma cutting machine
There are two main technologies:
- Plasma-arc. The arc burns between the material being cut and a non-consumable electrode. The high-speed jet is combined with a plasma arc. The cutting process is possible thanks to the high energy of the plasma column. The method is most often used in modern enterprises and is considered very effective.
- Using a plasma jet. As a rule, the method is used for non-metals. How does this type of plasma cutting machine work? In this case, the arc burns between the welding rod and the tip of the plasma torch. The product itself is not included in the electrical diagram. The plasma column emerges from the plasma torch and allows the processing of non-metallic workpieces.
The principle of plasma cutting technology
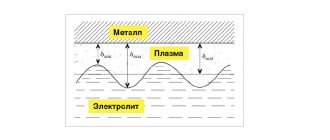
Figure 2 - The principle of plasma cutting
The technology of plasma cutting of metal involves, as already mentioned, the use of a plasma torch. This is a device in the body of which there is a cylindrical arc chamber. At the camera output there is a channel whose task is to create a compressed arc. On the back of the chamber is a welding rod.
The main principle is to follow the sequence of technological operations. First, a preliminary arc is ignited between the electrode and the tip. This is necessary for the appearance of an arc between the electrode and the material being cut. The preliminary arc leaves the nozzle, comes into contact with the torch, and then the working flow is created.
At the next stage, the forming channel is filled with a plasma column. The working gas enters the instrument chamber, heats up, ionizes and increases in volume. At the exit, the arc has a temperature of up to 30,000 °C and a speed of up to 3 km/s.
Plasma cutting conditions
Since the process involves the penetration of metal and removal of the melt by the heat of a plasma arc, the speed and quality of cutting the material directly depend on the plasma-forming medium. It also affects the depth of the gas-saturated layer and the physical and chemical processes occurring at the edge of the cut metal.
Plasma-arc cutting technology for processing aluminum, copper and their alloys involves the use of the following plasma-forming gases:
- oxygen;
- compressed air;
- nitrogen and nitrogen-oxygen mixture;
- argon-hydrogen mixture.
Other gases are also used in the work. Conventionally, they are divided into plasma-forming and protective. In everyday life (with a current of up to 200 A), plasmatrons designed for compressed air are used. Here it acts both as a plasma-forming and protective agent. Helium, hydrogen, oxygen, nitrogen and other gases are suitable for industrial purposes.
How does a plasma cutter work?
This apparatus consists of the following elements:
- power supply;
- air compressor;
- plasma cutter or plasma torch;
- cable-hose package.
The power source for the plasma cutting machine supplies the plasma torch with a certain current strength. It is an inverter or transformer.
Inverters are quite lightweight, economical in terms of energy consumption, inexpensive in price, however, they are capable of cutting workpieces of small thickness. Because of this, they are used only in private workshops and small industries . Inverter plasma cutters have 30% more efficiency than transformer cutters and have a better arc burn. They are often used for work in hard-to-reach places.
Transformers are much heavier, consume a lot of energy, but at the same time have less sensitivity to voltage changes, and with their help they cut workpieces of large thickness.
The plasma cutter is considered the main element of the plasma cutter. Its main elements are:
- nozzle;
- cooler/insulator;
- a channel necessary for supplying compressed air;
- electrode.
A compressor is required to supply air. The operating principle of plasma cutting involves the use of protective and plasma-forming gases. For devices that are designed for current up to 200 A , only compressed air is used both for cooling and for creating plasma. They are capable of cutting workpieces up to 50 mm thick.
The cable-hose package is used to connect the compressor, power source and plasma torch. The electric cable from the inverter or transformer begins to supply current to initiate an electric arc, and the hose supplies compressed air, which is required for plasma to appear inside the plasma torch.
Principle of operation
When you press the ignition button, the supply of high frequency current from the power source (inverter or transformer) begins.
As a result, a pilot electric arc is formed inside the plasma torch, the temperature of which reaches 8 thousand degrees. The column of this arc begins to fill the entire channel. After the pilot arc has arisen, compressed air begins to flow into the chamber. Breaking out of the pipe, it passes through an electric arc and heats up, while increasing in volume by 50 or 100 times. In addition, the air begins to ionize and ceases to be a dielectric, acquiring the properties of conducting current.
The plasma torch nozzle, narrowed downwards, compresses the air, creating a flow from it, which begins to escape from there at a speed of 2 - 3 m/s. At this moment, the air temperature often reaches 30 thousand degrees. It is this hot ionized air that is plasma.
At the time when the plasma begins to escape from the nozzle, it comes into contact with the surface of the metal being processed, the pilot arc goes out at this moment, and the cutting arc lights up. It begins to heat the workpiece at the cutting site . As a result, the metal melts and a cut appears. Small particles of molten metal form on the surface of the metal being cut and are blown off by a stream of air. This is how the plasma torch operates.
Advantages of plasma cutting
Metal cutting work is often carried out on a construction site, in a workshop or workshop. You can use autogen for this, but not everyone is happy with this. If the amount of work involved in cutting metal is too large, and the requirements for the quality of the cut are very high, then you should consider using a plasma cutter, which has the following advantages:
- If the power is selected correctly , then a plasma cutting machine can increase productivity by 10 times. This parameter allows the plasma cutter to be second only to an industrial laser machine, however, it significantly benefits in cost. From an economic point of view, it is advisable to use flame cutting for metal with a thickness of up to 50 - 60 mm.
- Versatility . Using plasma cutting, cast iron, copper, steel, aluminum and other metals are processed. You just need to select the optimal power and set a specific air pressure.
- High quality cut . Plasma cutting machines are capable of providing a minimum cut width and edge without overheating, sagging and burrs with virtually no additional processing. In addition, it is quite important that the heating zone of the material is several times smaller than when using an autogen. And since the thermal effect is minimal in the cutting area, the deformation of the cut parts from this will be insignificant, even if they have a small thickness.
- no significant environmental pollution . From an economic point of view, if there are large volumes of work, then plasma cutting is much more profitable than oxygen or mechanical. In all other cases, it is not the materials that are taken into account, but the complexity of use.
Disadvantages of plasma cutting
There are also disadvantages to plasma cutting. The first of them is that the maximum permissible cutting thickness is quite small, and for the most powerful units it is rarely more than 80 - 100 mm.
The next drawback is the rather stringent requirements for deviation from the perpendicularity of the cut.
The deflection angle should not be more than 10 - 50 degrees and this depends on the thickness of the part.
If these limits are exceeded, a fairly significant expansion of the cut occurs, which results in rapid wear of consumables. In addition, the working equipment is quite complex, which makes it completely impossible to use two cutters at the same time, which are connected to one machine.
Types of plasma cutting
Figure 3 - Shaped cutting
Based on the type of working environment, plasma cutting is divided into three main types.
- Simple. The method involves the use of air or nitrogen with an electric current.
- With added shielding gas. A plasma-forming gas is used together with a protective gas. The task of the latter is to preserve the cutting area from environmental influences. The result is higher quality metal processing.
- With added water. How does plasma cutting work in this case? Water acts as a protective gas. It also cools the components of the plasma torch and absorbs harmful substances.
Thus, plasma cutting can be not only highly productive, but also extremely fireproof: the materials used do not ignite.
What it is?
Flame cutting of metal (go to service) is the cutting and cutting of a metal workpiece, sheet or pipe, using a plasma jet.
Plasma is the fourth state of matter. In ordinary life, we are faced with only three states, solid, liquid and gaseous, and from one to another a substance changes when it loses or gains heat: if you add heat to ice (solid), it will turn into water (liquid), and if to water , it will become a gas (gaseous). But if you add heat to the steam, it will begin to ionize and conduct electricity, turning into that same plasma.
A plasma cutter uses electrically conductive steam heated to temperatures of about 22,000°C to cut materials.
Types of metals for plasma cutting
Processing of the material is only possible if it is thermally conductive; metals are best suited. The technology allows cutting sheets of considerable thickness. The plasma torch is able to cope with non-ferrous and ferrous alloys, alloy and stainless steel.
The principle of plasma cutting of metal is such that almost any part from almost any material can be sawn into pieces or holes of the desired size and configuration can be obtained. The main materials used are steel, cast iron, bronze, copper, brass, titanium, aluminum and their alloys.
The thickness of the metal is important. Thermal conductivity is also of great importance. The higher it is, the smaller the thickness of the cut sheet can be. If you start working with a thick workpiece of high thermal conductivity, the material will not have time to burn through until it begins to melt.
Frequently asked questions about plasma cutters
Why is a plasma cutter better than a gas cutter?
When working with a plasma cutter, unlike using a gas torch, a large number of deposits, oxides and scales do not form on the metal, and the cut comes out cleaner. A plasma cutter is also capable of cutting thicker metal than a gas cutter and can work with non-ferrous metals.
How is a plasma cutter different from a welding machine?
The welding machine does not use compressed air to create plasma. As a result, the metal melts but is not blown out of the processing area. This allows the formation of a weld pool. But when working with a plasma cutter, a high-pressure plasma jet cuts metal. Thus, the action of a plasma cutter is opposite to the action of a welding machine.
The influence of alloying elements on the cutability of steel during plasma cutting
When cutting, alloy steels slightly change their structure; the principle of operation of the plasma arc, however, reduces these transformations to a minimum. Under the influence of the arc, the metal experiences a significant thermal effect only at the cutting site; the remaining parts of the workpiece do not have time to heat up. Thus, changes can only occur at the edges of the cut.
Steels with a nickel content of 6–10% and chromium 12–14 have a stable structure. Other alloying elements can form ferrite, and carbon at a temperature of 500–800 °C - carbides.
Due to the intense thermal effect of the arc, the cut edges are melted. Heating is uneven and can cause different local stresses. If the technology is not followed, cracks appear in the material.
When cutting stainless steel, the thermal effect is more extensive. The formation of chromium carbides is possible, which reduces the metal's resistance to corrosion.
Plasma cutting also involves chemical reactions involving the use of gases (air or oxygen).
DIY production and operating instructions
Due to the wide production capabilities of automatic plasma cutters, not only large workshops, but also garage workshops are interested in them. Professional equipment is quite expensive, so private craftsmen may have the idea of assembling the device themselves. Schemes can be easily found on the Internet, but the main difficulty in their implementation is connecting the automatic system. To do this, you need not only to be able to correctly connect the elements of a plasma cutter, but also to understand the basics of programming.
Features of plasma cutting
Plasma cutting allows you to cut sheets, pipes, moldings and other metal products.
Figure 4 - Plasma cutting of pipes
Sheet cutting
Plasma cutters can easily cut stainless steel. They are indispensable when working with thin sheets. It is advisable to use the method for processing workpieces with a thickness of 50–60 mm. For thicker products, it is better to use oxygen cutting.
Plasma is valued due to the cleanliness of the resulting edges. The absence of beads eliminates processing after plasma cutting, which increases the speed of work and the quality of the result.
Cutting forgings and castings
Plasma cutting of stainless steel and other products is in great demand, since the technology allows for shaped and artistic processing of metals; the method is also applicable for forgings, castings and other workpieces.
Pipe cutting
The operating principle of plasma cutting is also suitable for cutting pipes. For this purpose, special plasma pipe cutters with centralizers have been designed. High power machines are capable of accurately processing the metal surface. The equipment also performs a number of additional operations: seam stripping, edge cutting, chamfering. Using plasma pipe cutters, you can cut products of a wide range of diameters, made of different alloys.
Plasma cutting equipment
How to make plasma cutting? There are different equipment for this. It is classified according to several parameters.
Figure 5 — Equipment for plasma cutting
- Analog and inverter devices. The former are more powerful, but the latter can be used as mobile ones.
- Manual and automatic.
- CNC machines: portal and console. The portal ones have a cutting table, which simplifies the work, but makes it stationary. Console machines have special guides.
- To control the movement of the cutter: numerical, photoelectronic, electromagnetic, combined. Numerical ones are the most effective; they can carry out even the most complex work, including shape cutting, as accurately as possible.
Consumables for such equipment: pipes and electrodes.
Advantages of plasma cutting
Beginning entrepreneurs who want to engage in metalworking often choose plasma cutting as a business. It's all about the demand for services, which is based on the advantages of the method. There are many advantages, we will list the main ones.
- Correct selection of power allows you to increase productivity by 10 times compared to an oxygen burner. Plasma cutters are able to compete in this parameter with laser systems, benefiting in cost. It is most profitable to cut sheet metal with a thickness of 50–60 mm.
- Plasma cutting is a universal technology that allows you to cut steel and cast iron, copper and aluminum, titanium and other metals and alloys. Surface preparation is insignificant: cutting can be done even on paint and rust.
- The cutting quality and precision are excellent. The width of the cut is minimal, the edges are without burrs, sagging or overheating.
- Safety. Do not use explosive gas cylinders.
- Minimal harm to the environment.
All articles >
Which plasma cutter should you choose?
To understand how to choose the right plasma cutter that will be suitable for solving your problems, you need to understand several selection criteria.
Selecting a plasma cutter based on technical characteristics
Type of metal and its thickness
To cut non-ferrous metal, you will need a current strength 1.5 times higher than the required current for the same thickness of ferrous metal:
- Steel and steel-based alloys require 4 amps for every millimeter of thickness. That is, to cut a 10 mm piece of metal, a current of at least 40 amperes will be required.
- For non-ferrous metal you need 6 amperes per millimeter. For the same 10 millimeters, but with a copper part, you will need 60 amperes.
Duty cycle
The technical characteristics of each plasma cutter upon purchase indicate the maximum duration of operation without interruption. If you need to work for a long time (start time from 80%), then you need to choose a powerful model.
Points to consider when choosing
- Plasma cutters, even with low current, consume about 4 kW. When connecting equipment to a household network, make sure that it can withstand the load.
- Once you have calculated the required specifications based on the thickness of the metal being cut, add about 30% to them. This will allow the equipment to be used beyond its maximum capacity. This approach will ensure gentle operation and extend the life of the plasma cutter.
- To make work more convenient, choose the length of the plasma torch approximately equal to the distance from the device to the place of work. If you choose a hose that is too long, “with a reserve”, it will be inconvenient to work, as it will get tangled. Also, the longer the hose, the more air pressure will be lost.