Lifting operations pose a great danger to the lives of personnel and people in the work area. Therefore, the first condition for working with lifting equipment and devices is to ensure their safety.
The “Inter-industry rules for labor protection during loading and unloading operations and placement of goods” POT RM-007-98 and other regulatory documents have developed standards and recommendations for the inspection and rejection of all types of removable lifting devices. In this article we will talk about the norms and rules for rejecting chain, rope and textile slings.
Inspection and rejection of slings is carried out by engineering and technical personnel responsible for the serviceability of the equipment and the safety of the work performed. To identify faults, slings undergo external, instrumental and internal inspection, during which the compliance of the slings with their characteristics reflected in the product passport is assessed. The assessment results are reflected in the inspection log, which is drawn up in the prescribed form. The log should also reflect information about the elimination of defects and damage and contain the signatures of the responsible persons.
Norms for rejecting slings
Steel rope slings
Rope slings are produced in accordance with GOST 25573-82 and RF-10-33-93. They must undergo all 3 stages of inspection: external, instrumental and internal. If non-compliance with safety requirements is detected, as well as if damage exceeds the established standards, rope slings should not be allowed to work.
When inspecting rope slings, the main focus is on the following aspects:
- compliance of the sling and the data on the tag with the passport data of the product;
- loops at the end of the rope and their serviceability;
- defects and damage along the length of the rope and their acceptable level;
- condition of the internal strands and core.
In what cases are rope slings subject to rejection?
- Rope slings are subject to rejection if there is no tag or marking on it.
- Wear of outer wires should not exceed 40% of their diameter
- The rope should not be used if the core is torn or squeezed out.
- A rope is subject to rejection if the diameter has decreased by 7% or more with corrosive wear, by 3% or more with a non-rotating rope, and by 10% or more with internal wear and rupture of the core.
- Also in case of deformation, cracks or wear of thimbles with a decrease in thickness by more than 15% and bushings with a decrease in thickness by more than 10%, with damage to braids and other protective elements.
- When there are signs of displacement of the rope in the braid, bushings and clamps.
- If there are protruding ends of the wire in the braided areas by more than half the diameter of the rope.
- The sling is subject to rejection for waviness, if the diameter of the spiral, coinciding with the direction of lay, is 1.08 times greater than the diameter of the rope, and if the diameter of the spiral does not coincide with the direction of lay, then 1.33 times.
- The rope should also not be allowed to work with defects resulting from exposure to temperature or electric arc discharge.
- The number of breaks should not exceed the following standards:
| Number of breaks | Rope length |
| 4 | 3 x rope diameter |
| 6 | 6 x rope diameter |
| 16 | 30 x rope diameter |
Important!
In cases where the wear of the outer wires reaches 30% of the diameter of the rope or, as a result of wear, the diameter of the rope decreases by 5% or more, the above figures are halved.
Chain slings
Chain slings are produced in accordance with PB-10-382-00 and TU3150-001-52466920-2005. Among all slings, chain models have the longest service life - 18 months. Regular inspection of chain slings includes visual and instrumental stages, during which the following are studied:
- tags and markings, as well as their compliance with the product passport;
- serviceability of the connecting elements at the end of the sling;
- diameter and length of chain links and deviations from the original dimensions.
Chain slings are subject to rejection
in the following cases:
- When there is no tag or marking on it.
- For any cracks, ruptures, deformations and delaminations of the metal.
- When the link is lengthened by more than 3%
. - When it decreases by more than 10%
due to mechanical wear and corrosion. - For damage due to gas cutting, welding, electric arc cutting or temperature exposure.
Textile slings
To assess serviceability, textile slings must undergo a visual inspection for compliance of the markings with the passport, serviceability of seams and loops, connecting elements and grips. They must also undergo an instrumental inspection to determine dimensions and defects. If the following deficiencies are identified, textile slings should not be allowed to work.
- If there is no tag or marking.
- If there are knots or transverse breaks on the supporting tapes of the sling, despite their size.
- The length of longitudinal cuts or tears should not exceed 50 mm, and the total length should not exceed 10% of the length of the sling branch.
- In case of local delamination of the tape by more than 0.5 m with a break in three or more lines. And also in case of delamination on the sealing edges of more than 0.2 m and deviations of the edge of the loop with a length of more than 10% of the stitching length.
- In case of surface breaks of the belt, damage from chemicals, as well as single damage measuring more than 10% of the width of the belt.
- With through holes from sharp objects or burns with a diameter of more than 10% of the width of the tape. It is also not allowed to have three or more holes with a distance of less than 10% of the width of the tape.
- When more than 50% of the sling length is contaminated with cement, soil, paints, petroleum products, and so on.
The above points apply to tape
textile slings.
to the rejection standards for round-strand
slings: rupture of the cover, breaks of 6 or more wires, breaks of threads in the stitching unit by 10 percent or more of its length and through holes in the cover.
Multi-leg slings are subject to rejection if there is a difference in the branches due to their elongation. The table shows the minimum permissible residual elongation of the branches of different slings:
| Cable cars | Chain | Textile |
| 3% | 1% | 6% |
Timing and procedure for inspection and rejection of slings
In accordance with the requirements of regulatory documents, the owner, when using slings regularly, must inspect them every 10 days. Slings that are rarely used should be inspected before each use. Loop and ring slings must be inspected each time they are put into use.
Inspection and rejection of slings must be carried out by a representative of the engineering and technical
responsible for the serviceability of this equipment and the safety of the work performed.
During these activities, external and internal inspection is carried out, as well as instrumental control, on the basis of which a conclusion is made about the compliance of the slings with the characteristics given in the product passport
.
The results of the inspection are recorded in the inspection log
. If damage or defects are identified, the log should contain information about their elimination. The journal must be filled out in accordance with the established form, which indicates:
- symbol and name of the sling;
- serial number of the product;
- product passport number and manufacturer's name;
- where, when, to whom the sling is directed;
- date of last survey;
- conclusion on the possibility of using the sling;
- The results must be certified by the signature of the responsible person.
When inspecting slings, you should check the condition of chains, tapes, ropes, end elements, carabiners, pendants, and their attachment points.
Features of instrumental and visual control
Safety regulations and building codes require checking the serviceability of the sling immediately before starting work, as well as at intervals of 10 and 30 days. Products with a high degree of wear and obvious defects are tested out of turn.
When checking monthly, it is necessary to use the most effective control equipment options; for routine checks, a caliper or micrometer is required.
It is strictly prohibited to use products that have not passed the full cycle of tests and do not have a tag indicating the load capacity, date of manufacture and other mandatory data.
Sling rejection
The use of rigging devices must be carried out in strict accordance with the requirements of regulatory documents. One of these is the “Instructions for the design, manufacture and safe operation of cargo slings” RD 11-07-2007. This manual is mandatory for both the manufacturer and the user. In order to comply with the rules for the safe provision of loading and unloading operations, as well as to avoid damage to cargo and material losses, the standards regulate systematic inspections of slings with rejection.
Each type of rigging product has its own requirements. However, there are general provisions. The manufacturer supplies each product or package with a marking label and a passport with a Quality Control Department stamp, in which it is necessary to indicate:
- manufacturer's trademark, exact address, telephone numbers; technical characteristics of the sling, symbol with text description; batch number, date of manufacture; date of testing.
In addition, certificate numbers for the materials from which the slings are made and other important information must be indicated.
Checking textile slings
Checking textile slings consists of two stages:
- visual inspection;
- instrumental control.
Slings should not be used for lifting operations if the following defects are detected:
- lack of tags and markings;
- knots and transverse breaks on the surface of the tapes;
- cuts and longitudinal tears, the length of which is more than 50 mm;
- delamination of tapes exceeding 0.5 mm, peeling of edges or stitching at the loop;
- thread breaks that exceed 10% of the tape width;
- damage caused by exposure to chemicals, through holes;
- large contamination from cement, paint, petroleum products, soil.
Slings with detected defects should not be allowed to work and will be rejected.
Exploitation
3.1. The specialist responsible for maintaining lifting structures in working condition is obliged to ensure that removable lifting devices and production containers are maintained in good condition (if their maintenance in good condition is not entrusted to other persons by order) by conducting periodic inspections, maintenance and repairs within the time limits established by the schedule, systematic monitoring of the correct maintenance of the inspection log and timely elimination of identified faults, as well as personal inspection of lifting devices and containers within the established time frame.
3.2. The specialist responsible for the safe performance of work using lifting structures is obliged not to allow untested, unmarked or damaged removable lifting devices and containers into work, and to provide slingers with distinctive signs.
3.3. Personnel assigned to carry out cargo hooking work, incl. in hanging lifting structures on hooks, slinging and tying loads moved by lifting structures using load-handling devices, must have a level of qualifications corresponding to the profession of slinger.
The same requirement applies to personnel of the main working professions, whose duties include hanging cargo on a hook without preliminary strapping (load that has loops, eyes, pins, located in buckets, tubs, containers or other containers), as well as in cases when the load is grabbed by semi-automatic gripping devices.
3.4. For lifting structures controlled from the floor, hooking a load onto a hook without preliminary strapping is permitted to be performed by personnel of basic working professions who have undergone testing of their skills in hooking loads and training at the workplace.
3.5. A graphic representation of slinging and hooking methods should be handed out to slingers and crane operators or posted at work sites.
3.6. Faulty load-handling devices, as well as devices that do not have tags (stamps), should not be located in the work areas. Unmarked and damaged containers are not allowed in the work areas.
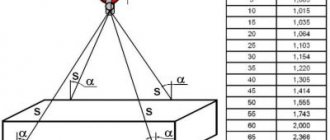
3.7. Loads must be slinged in accordance with slinging diagrams. To sling a load intended for lifting, slings must be used that correspond to the weight and nature of the load being lifted, taking into account the number of branches and their angle of inclination; General purpose slings should be selected so that the angle between their branches does not exceed 90°.
3.8. The connections between the hook of the lifting machine and the suspensions, loops and thimbles of the slings must be reliable. The sling suspension must be secured with a hook latch. The mounting loop must be secured with a latch in the hook link of the sling.
3.9. In order to prevent loads from falling during lifting and moving them by lifting structures, the following slinging rules should be observed:
when tying the load, the slings must be applied without knots or twists;
Under sharp corners of metal weights (channels, angles, I-beams) it is necessary to place pads. In this case, it is necessary to take into account the location of the center of gravity of the load. The sling should be placed under the load in such a way as to prevent it from slipping while lifting the load. The load must be tied in such a way that during its movement, the fall of its individual parts is prevented and a stable position of the load is ensured during movement. To do this, slinging of long loads (poles, logs, pipes) must be done in at least two places;
The ends of the multi-leg sling that are not used for hooking must be strengthened so that when moving the load by crane, the possibility of these ends touching objects encountered along the way is excluded.
3.10. When moving a load, load-handling device or container horizontally, it should first be lifted 500 mm above equipment, building structures and other objects encountered along the way.
3.11. It is allowed to lower the transported load only to the place intended for this purpose, where the possibility of falling, tipping over or sliding of the installed load is excluded. At the place where the load is installed, pads of appropriate strength must first be laid so that the slings can be easily and without damage removed from under the load.
3.12. When carrying out work with the use of PS, lifting a load covered with earth or frozen to the ground, laid down by other loads, as well as releasing pinched slings, ropes, chains using a lifting machine is not allowed.
By what parameters are chain slings rejected?
Chain rigging is a group of products with the main load-bearing element in the form of a chain made of lightweight alloy steel of strength class 8. Determine normative sling damage
documents that specify the rules regarding this type of rigging equipment.
The approach to inspection and rejection of such slings has its own characteristics. To begin with, the technician pays attention to:
- the presence of a tag and its compliance with the product;
- the condition of the elements connecting the ends of the chain with the hook and with the common link;
- shape, length and diameter of each chain link.
The following damage may be arguments in favor of culling:
- any pronounced deformation of the metal;
- mechanical, thermal or other damage - cracks, delamination, dents, hairlines;
- thinning of links due to corrosion or wear by 10% or more;
- chain link extension
by an amount of 3% or more of its diameter.
Also, a chain sling is subject to write-off if there is no tag on it, if there is a tag but there is no data, or if the data raises doubts as to whether this tag really belongs to the device being inspected.
Features of cable condition monitoring
In accordance with the requirements of the governing document RD ROSEK 012-97, regardless of where the steel cable (not rope) is used, it must be checked before the start of each work shift.
A detailed assessment of the condition must be carried out at least once every 10 days. Defects must be detected through the use of flaw detectors. Their purpose:
- exercise control over maintaining the diameter of the metal section specified in the passport;
- detect the presence of external and internal corrosion;
- detect the break of one or more rope elements.
Steel material
Increased requirements are placed on compliance with steel rope rejection standards in the following places:
- where fastenings are made;
- where the rope comes into contact with fixed and moving structural elements;
- at the ends of the cable.
For a full assessment, several different options are used:
- an indirect method in which linear and angular damage to the rope structure is calculated;
- visual assessment. Allows you to determine the safety of visible surfaces;
- flaw detection using magnetic, x-ray and ultrasonic radiation;
- instrumental measurement. Allows you to identify the degree of wire wear, changes in cable diameter, and changes in straightness values.
Rope driving mechanism: basic assessment
Rope sling inspection
Rope slings produced in accordance with GOST
25573-82
and
RD-10-33-93
must be subject to three stages of inspection: external and internal inspection and instrumental control. Rope slings with identified deficiencies are rejected and not allowed to work.
When inspecting slings, the following are checked:
- compliance of the type of sling and markings on the tag with the passport data of the product;
- serviceability of loops at the end of the rope;
- the presence of defects and damage along the length of the sling and their level;
- condition of the core and internal strands of the rope.
Based on the inspection results, the rope sling is not allowed to work in the following cases:
- absence or damage of a tag or passport for the sling;
- the presence of knots, twists, kinks and creases in the ropes;
- the number of visible breaks of the outer wires for a double lay rope exceeds: 3´d - 4, 6´d - 6, 30´d - 16;
- due to corrosion or wear, the diameter of the rope has decreased by 7% or more;
- due to corrosion or wear, the diameter of the outer wires of the rope has decreased by 40% or more;
- due to damage to the core, the diameter of the rope decreased by 10%;
- core extrusion;
- strand break;
- damage due to electrical arcing or temperature effects;
- deformation of the thimble, cracks in the compression sleeve, lack of safety locks on the gripping elements.
Marking of slings and its features
During production, slings are marked - a sign is applied to the product that identifies the product by properties. Unmarked specimens are rejected and the use of such slings is prohibited. The presence of clearly readable markings ensures the safety of these devices when lifting loads. If the marking element is lost, the sling is also considered unsuitable for further use.
High-quality affixing of such marks is an important event, without which production cannot do.
Methods for marking are reflected in GOST 25573-82, according to which a metal tag is attached to each product or it is branded. The tag contains information about the plant (sign, address), product number, its type and information about quality tests carried out (testing is dated). The other side of the tag may indicate manufacturing standards. An important characteristic is load capacity.
Markings must be made using paint that is wash-resistant. Tags are possible not only from metal, but also from fabric with appropriate treatment with protective compounds. The color of the text should be in contrast to the tag so that the inscriptions are clearly visible.
Light-colored tags are marked with dark inscriptions, and dark labels are marked with white text. Textile slings are marked directly on the tape with durable paint in a place that is not subject to abrasion. The inscription must be clearly legible until the end of use of the product.
The dimensions of the tags are indicated in the design documentation and correspond to the design project. The material and shape are not exactly predetermined. The main requirements for labeling are the ability to be clearly read throughout the service life.
Each type of sling corresponds to certain types of tags. Metal tags are usually attached to chain or rope slings. They are made of steel sheets up to a millimeter thick, as well as aluminum. To apply inscriptions on metal, the impact method or the impact-point method is used. Thermal printing with ink that is not subject to abrasion is also used, as well as the perforation method. Textile slings are not equipped with metal tags to avoid damaging them. Modern materials - vinyl, leather, polypropylene tags with thermal printing.
The shape of the tag is determined by the sling manufacturer himself. Simple geometric shapes will not be difficult to produce in the same production. Sometimes this is a stylish design that reflects the originality of the company.
There is no special meaning attached to the tag configuration, but sometimes it is given additional functionality. For example, Rud's chain sling tags have cut-outs that help you analyze the sling's condition without additional tools. Non-conforming specimens will be rejected if they do not pass the Rud tag test.
Mandatory information included in the labeling:
- Type (material and number of branches).
- Load capacity (tons).
- Length in millimeters.
- Number.
- Testing (date).
- Factory name.
For example, STC stands for textile ring slings, and STP stands for textile loop slings. 1ST means 1 branch in a textile sling, and 2 SK means a rope sling made of 2 branches. The tag also contains information about the carrying capacity, for example 2 tons.
Sling inspection frequency
The condition of all elements is critical not only for the operation of lifting equipment and the safety of transported goods, but, above all, for the safety of personnel performing operations. All devices and equipment used during operations have special requirements for slings regarding their suitability for use. According to safety requirements, equipment must be inspected before use. It is necessary to ensure the presence of stamps or tags and the integrity of the devices. Persons responsible for the condition of lifting mechanisms and the safety of operations with lifting machines inspect removable lifting devices:
The procedure for inspecting slings is specified in the relevant instructions. Authorized persons carry out external and internal inspection, perform instrumental control, based on the results of which a conclusion is drawn up on compliance with the parameters given in the product data sheet. Inspection and rejection of equipment must be carried out by engineering and technical personnel who are responsible for the serviceability of the equipment and the safety of operations. When inspecting slings, you should pay attention to the condition of the following elements:
It is important to promptly discard slings that have unacceptable damage or defects. The results of checking the condition of the equipment must be recorded in a special inspection log. If defects or damage are found, information about their elimination must be provided. The journal must be filled out in accordance with the established form, indicating the following parameters: