Many technical devices, as well as most household items, have threaded connections, which humanity began to use since ancient times. The main tools with which the elements of such connections are made include a tap. Its use allows you to quickly and without much difficulty cut precise and high-quality threads on the inner surface of the hole.
Thread taps
Purpose of taps
Taps are used only for cutting internal threads. Completely different tools are responsible for external threads.
- The tool is capable of making new threads in completely different holes or updating an existing one.
- Work can be carried out with different metals, such as brass, copper, similar metals and plastic.
Typically, a set containing three taps is used to make threads. Some cases require up to five taps.
To use it, you need a special tool - a tap holder. The tap fixed in it is inserted into the hole and turned in the desired direction.
Types of threads to be cut
Using taps of different categories, as well as different types of dies, it is possible to form threads of various types on the internal surfaces of parts. Depending on the type of thread being cut, taps are divided into the following categories.
Metric
These are taps that are used to cut metric threads. The cut thread element in such cases has the shape of an isosceles triangle, and all its parameters are measured in millimeters. The markings of such taps contain the letter “M”. To select metric taps and the diameter of the preparation hole, a special reference table is used.
Inch
The working part of such taps has a conical shape. The diameter of inch tools is measured in inches, and the pitch is measured in the number of threads per inch (25.4 mm). The slope of the average surface of taps of this type is 1°47'24".
Pipe
This includes cylindrical and conical taps used for cutting threads in pipe fittings.
Table 1. Tap parameters and thread hole size
Taps can be used to make holes with both right-hand and left-hand threads. Taps for left-hand threads, when compared in reality or from photos with right-handed tools, differ from the latter only in the direction of the rise of the helical line of their cutting part.
Design and characteristics of taps
The tap is a very simple tool, its design consists of two main parts. The first part is the tail of the tap; it is this part of the object that is fixed in the tap holder or on the machine.
The second part is the main one; there is an external thread on it, which in turn consists of two parts:
- Cutting element. This part of the thread is designed to form thread turns in the hole.
- Calibration element. The second element is necessary for cleaning the newly cut holes and calibrating them.
On the sides of the tap there are special elements called feathers. It is thanks to them that the thread is formed.
Tap device
This type of thread-cutting tool is a screw with straight and helical grooves necessary for cutting threads and removing chips formed in the process. The working area includes calibrating and cutting parts. For fastening the tool in hand cranks or chucks there is a square tail. The cutting process itself involves turning the tool in a pre-drilled hole (blind or through) through a reciprocating motion.
Depending on the version, the tap device allows you to cut threads in one, two or three passes. Preparation of threads in more than one pass is carried out with sets of roughing, medium and finishing tools. Sets of five tools are available for cutting holes made of particularly tough materials, such as titanium alloy.
Materials
Various materials are used to produce taps, including:
- Alloy steel;
- Tool steel;
- High speed steel.
The most common and optimal option is considered to be high-speed steel. It has many advantages over others:
- High service life;
- Resistance to temperature changes;
- High quality of work performed;
- Ability to work at high speed;
- High strength material.
To work with some materials, special taps with an additional coating are made. This solution increases the service life and efficiency of the tool.
A set of taps - the pros and cons of such a tool
In theory, everything seems simple when working with taps, but this is not entirely true. If we look at the process in more detail, this is a rather expensive undertaking in terms of physical strength, especially if you set to work manually. After all, cutting metal with metal is not easy, the friction forces are enormous, the chips are not as pliable as in wooden products when drilling, they are also very resistant when exiting through the grooves. Due to the presence of grooves in the body of the tap, the strength of the body is somewhat reduced, so these devices are prone to breakage, especially when using a thin size.
But not everything is so depressing, because it’s not for nothing that the tap was used before and has not disappeared from the toolkit to this day. The structure itself is simple, easy to make and use, you don’t have to think long about how to use it and where to attach it. The accuracy of the thread is quite high, and for very demanding parts it can be increased by improving the quality of the tap itself, which is easier than building complex devices to control the cutting process itself. Having made a more perfect tap, you can already count on the same perfect thread.
Types of taps
There are a large number of taps that are used to form a wide variety of threaded holes. All of them are divided according to different parameters. The first division of the equipment is its thread type:
- Metric;
- Inch;
- Pipe.
Taps by thread type differ in the profile angle and the number of turns of the future thread. The differences also lie in the slope of the profile, which is necessary for greater reliability of the threaded connection.
In addition, taps can differ in the type of groove:
- Straight groove;
- Helical groove.
Products with screw groove type are divided into left spiral and right spiral. They are designed to create different holes. The first type is used to create threads in blind holes, the second in through holes.
Taps are divided into single-approach and multi-approach. Depending on the type, they are designed to perform work in one or several approaches. For multi-approach products, it is normal to have a set of several taps, each of which must be used to correctly form the thread.
The main parameter for dividing tags into types is purpose. Tools that differ in their purpose:
- Locksmith. The simplest variation of a tap that can be used without special equipment.
- Machine. The difference from a bench tap lies in the shape of the product and the method of its use. Operation is only possible with a special machine.
- Machine-manual. A universal tool that can be used manually and on a special machine.
- Conical. Due to their special shape, such taps are used to form conical threads. Typically used on special machines.
- Cylindrical. An ordinary tap used to form threads in blind holes.
- Nut. It differs from all other models in its elongated tail and the ability to thread several nuts at once.
- Spot. A one-step type of tool that is used to create threads in dies.
- Uterine. The tap is used as an addition to the die tap. It is designed for stripping formed turns.
- Trapezoidal. One-step tool, resistant to high loads. It is used to create trapezoidal shaped threaded holes.
- Grooveless. Taps characterized by a minimum number of grooves in their structure.
- Screw. Such products are designed for quick processing of dead-end holes.
- Combined. Tools that can perform multiple functions at once. For example, a tap-drill.
- Stepped. Ordinary equipment consisting of two parts. Cutting and calibrating.
- Bells. Used to form large diameter threads.
- Chess. Taps that are designed to reduce friction.
- Broach tap. Such equipment is used when it is necessary to form threads in through holes. Slaves are carried out with the machine.
- Rolling tap. Due to the nature of working with the tool, there is no chips or dust.
- Hollow. Taps that are necessary for creating threads in difficult working conditions.
- Candlesticks. Designed for forming threads in spark plug wells of internal combustion engines.
- Fishing Common in the oil and gas industry.
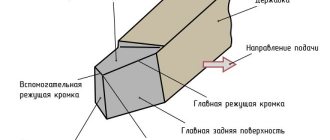
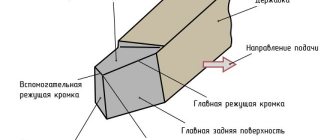
Design features
The first tools for cutting internal threads were distinguished by a primitive design and consisted of a tetrahedral rod, at the working end of which, sharpened to a shallow cone, cutting teeth were sawn out. When using such a tap, the thread was cut by screwing it into the inside of the nut or into a previously prepared hole in the workpiece. Naturally, such a tool had many disadvantages, the most significant of which include the absence of a rear surface on the cutting part, as well as a negative rake angle. Over time, the design of taps has become more sophisticated, and today they allow you to create accurate and high-quality internal threads.
Any tap for cutting threads on the internal surfaces of workpieces, regardless of its geometric parameters and purpose, contains the following elements:
- side grooves (there can be from 2 to 6);
- conical intake part;
- calibrating part, which has a cylindrical shape.
Tap design
The grooves located on the side surface of the tool along its entire length simultaneously perform two functions: ensuring the removal of chips from the processing zone and facilitating the supply of coolant lubricant (coolant) to such a zone. The shape that the groove of the tap has in cross section is determined by its two surfaces, one of which is the front edge of the cutting tooth of the tool, and the second is its back. Depending on the type of profile, chip flutes are of the following types:
- single-radius (with grooves of this shape, mainly calibration type taps are produced);
- with straight front and back surfaces (tools with grooves of this shape are used for cutting threads inside nuts);
- with a straight front and radius back surfaces (most taps are manufactured with this type of flute).
Tap flute profiles
The grooves can be located in different ways: there are straight grooves, as well as spiral right or left. Universal taps for general use are manufactured with straight-type grooves. Spiral left-handed flutes produce taps used for cutting threads for passages. The chips created by such a tool move ahead of it along the hole being processed, thereby eliminating the risk of damage to the already cut thread. When using taps with the right direction of twisting of the grooves, the chips are removed from the processing zone to the tool shank. For this reason, right-handed taps are ideal for cutting threads in blind holes.
The intake part of the tap, as mentioned above, has a conical shape, which facilitates the process of inserting the tool into the hole being machined. The specific value of the angle of inclination of the intake part, which can be in the range of 3–20°, is selected depending on what type of processing the tool will be used for - roughing, intermediate or finishing.
Tap designs according to GOST
The cylindrical calibration part is made with a reverse reduction of up to 0.1 mm, which is necessary in order to reduce the friction forces arising during the thread cutting process. The friction force between the working part of the tap and the machined surface can also be reduced by backing the back surface of the cutting teeth, carried out from their top to 1/3 of their width. This creates a reduction in the back surface of the cutting teeth, the value of which for tools with a diameter of 12–30 mm is about 0.1 mm.
Geometry of the cutting and calibrating part of the tap
Cost of taps
Prices for taps vary from several hundred to several thousand rubles. All this depends on the materials from which the instrument is made and on its type.
Thus, simple taps, such as metalworking, stepped or screw products, are relatively inexpensive, while the cost of fishing taps starts from four thousand rubles.
To form a high-quality and reliable threaded hole, it is important to choose the right tool. The choice depends on what materials will be used and the characteristics of the required thread.
Basic rules for cutting internal threads
To properly cut a thread with a tap, you must adhere to the following recommendations:
- Drill a hole of the required diameter. In fact, this is the main stage, because if you make a mistake, you will either get a loose thread or break the tap due to overload. For the most common, metric threads, the diameter table is given below. For a rough estimate, you need to subtract the thread pitch from the thread diameter. Drilling must be strictly perpendicular to the plane.
- To cut manually, we perform reciprocating movements - two turns forward, one back.
- After passing with a rough tap, we repeat the procedure with a finishing one.
- When cutting in a deep hole, it is necessary to periodically completely unscrew the tool and clean the grooves.
- To tap into a blind hole, its length must be greater than the planned thread length.
- When cutting threads in deep holes, be sure to use a lubricant - emulsion, kerosene or linseed oil.
Photos of taps (for thread cutting)
External thread cutting with a die
To cut external threads, you will need the following tools and materials: a die or pipe clamp, a die holder, a file, a vice, a caliper, and machine oil.
The most widespread are round dies (lerks). They are either solid or split. The diameters of solid round dies are standardized. This allows you to choose the appropriate option from a large range of sizes, for example, M10, M12, M14, M16.
A special feature of split dies is the ability to adjust the diameter of the thread being cut within 0.1…0.25 mm. However, they have reduced rigidity, which affects the accuracy of the resulting profile.
Operating procedure
The die is installed in a die holder of a suitable size. After this, it is secured with screws. In the case of external pipe threads, die holders with a ratchet are often used. They provide convenience for working in hard-to-reach places, such as near a wall.
The thickness of the rod is chosen to be 0.1...0.25 mm less than the diameter of the external thread. For example, for M6 with a large pitch it is 5.80...5.90 mm; M8 – 7.80…7.90 mm; M10 – 9.75…9.85 mm. Measurements are taken using a caliper. The diameters of rods for cutting metric threads of average accuracy class 6g are presented in the table.
| Nominal diameter thread, mm | Step, P | Rod diameter, mm | |
| nominal | minimum | ||
| 5 | 0,8 | 4,92 | 4,82 |
| 6 | 1 | 5,89 | 5,79 |
| 8 | 1,25 | 7,87 | 7,76 |
| 10 | 1,5 | 9,85 | 9,73 |
| 12 | 1,75 | 11,83 | 11,7 |
| 14 | 2 | 13,8 | 13,67 |
| 16 | 2 | 15,8 | 15,67 |
| 18 | 2,5 | 17,8 | 17,62 |
| 20 | 2,5 | 19,8 | 19,62 |
| 22 | 2,5 | 21,8 | 21,62 |
| 24 | 3 | 23,79 | 23,57 |
| 27 | 3 | 26,79 | 26,57 |
| 30 | 3,5 | 29,79 | 29,52 |
To ensure better insertion of the die, a chamfer is filed at the end of the rod. Its width should be 1 - 1.5 mm for M6 ... M18. The workpiece is lubricated with machine oil, which makes subsequent work easier and allows you to obtain a better surface.
The die is placed on the end of the rod so that its plane is perpendicular to the axis of the bolt being cut. Next, with slight pressure, rotate the die holder clockwise (if the thread is left-handed, then counterclockwise). When the die cuts into the rod by one or two threads, it should be turned back half a turn for better removal of chips. After this, they again make 1-2 turns along the thread and 0.5 in the opposite direction. Using this scheme, the bolt is cut to the required length.
The diameter of the external thread is checked with a regular nut or ring gauge. If necessary, the pitch is controlled with a thread gauge.